Изобретение относится к измерительной технике и может быть использовано в машиностроении преимущественно для измерения отклонений от параллельности прямых в одном продольном сечении длинномерных деталей.
Известен способ измерения отклонений от параллельности прямых в плоскости с применением координатной измерительной машины, заключающийся в установке измеряемой детали Hd столе прибора, ориентировании ее в направлении одной из ко- ординатных осей, ощупывании измерительной головкой по точкам обеих измеряемых линий, определении по координатам измеряемых точек средних или прилегающих прямых и разности расстояний между ними на длине нормируемого участка.
Однако на точность измерения данным способом влияет погрешность линии сравнения - отклонение от прямолинейности относительного продольного перемещения измерительной головки и стола прибора, а при измерении длинномерных деталей этот способ трудно реализуем.
Наиболее близким к предлагаемому является способ измерения отклонений от па- раллельности прямых в плоскости, заключающийся в установке детали на поворотный стол, прецизионном перемещении измерительной головки вдоль одной измеряемой прямой, измерении и записи на диаграмме профиля этой прямой, повороте измерительной головки по отношению к столу на 180°, прецизионном перемещении измерительной головки вдоль другой измеряемой прямой, измерении и записи ее профиля на диаграмме над профилограммой первой изт
VJ
CJ S4 Ю СЛ СЛ
меряемой прямой, обработке полученных профилограмм.
Однако погрешность линии сравнения (отклонения от прямолинейности относительных продольных перемещений измерительной головки и стола прибора) снижает точность способа.
Цель изобретения - повышение точности за счет исключения отклонений от прямолинейностиперемещенияизмерительного прибора вдоль проверяемого объекта.
Поставленная цель достигается тем, что перед перемещением головки вдоль объекта, которое осуществляют шаговым методом, взаимный относительный поворот объекта и головки производят путем поворота на 180 объекта, устанавливаемого на опорах, измеряют отклонения от симметричности точек измеряемых прямых в попе- речном сечении относительно оси вращения объекта и измеряют расстояние между этими точками, повторяют цикл действий на каждом шаге и находят центры поперечных сечений, а положение точек профиля определяют по этим центрам.
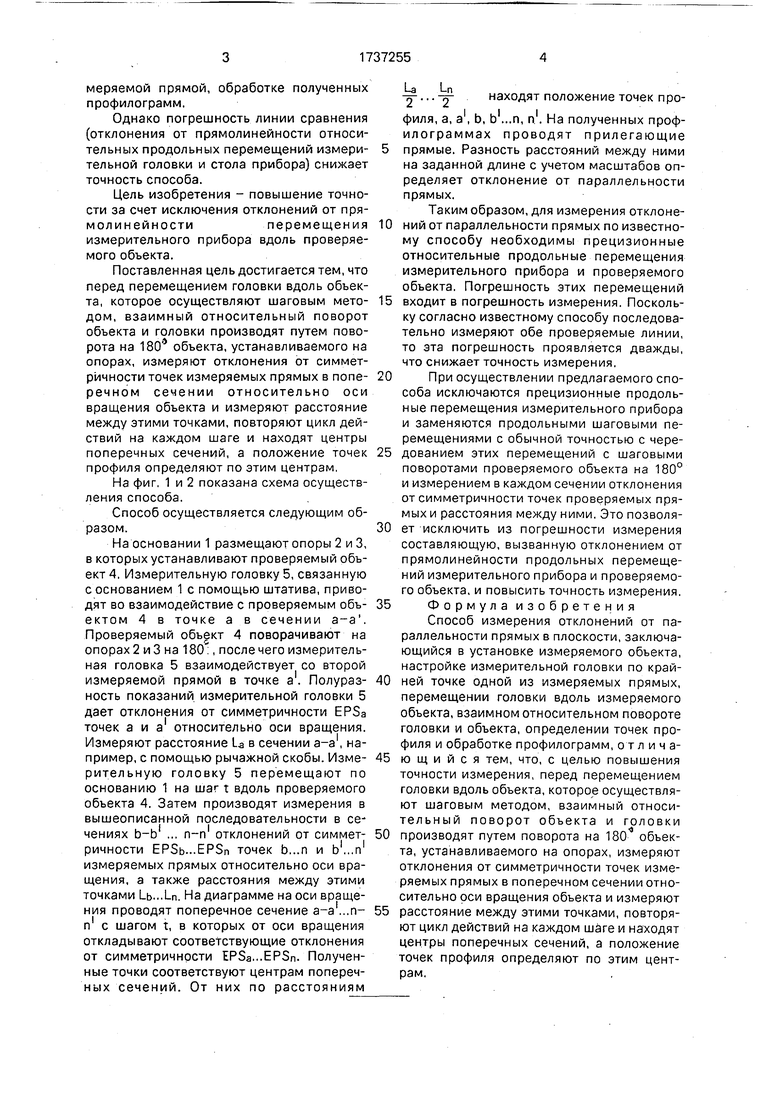
На фиг. 1 и 2 показана схема осуществления способа.
Способ осуществляется следующим образом.
На основании 1 размещают опоры 2 и 3, в которых устанавливают проверяемый объект 4. Измерительную головку 5, связанную с основанием 1 с помощью штатива, приводят во взаимодействие с проверяемым объ- ектом 4 в точке а в сечении а-а1. Проверяемый объект 4 поворачивают на опорах 2 и 3 на 180, после чего измерительная головка 5 взаимодействует со второй измеряемой прямой в точке а . Полуразность показаний измерительной головки 5 дает отклонения от симметричности EPSa точек а и а относительно оси вращения. Измеряют расстояние Ц в сечении а-а , например, с помощью рычажной скобы. Изме- рительную головку 5 перемещают по основанию 1 на шаг t вдоль проверяемого объекта 4. Затем производят измерения в вышеописанной последовательности в сечениях b-b1 ... л-n1 отклонений от симметричности ЕР5ь...ЕР8п точек b...n и b ...n измеряемых прямых относительно оси вращения, а также расстояния между этими точками Lb...Ln. На диаграмме на оси вращения проводят поперечное сечение а-a ...n- п с шагом t, в которых от оси вращения откладывают соответствующие отклонения от симметричности EPSa...EPSn. Полученные точки соответствуют центрам поперечных сечений. От них по расстояниям
U Ln
находят положение точек профиля, а, а , b, b ...n, n . На полученных проф- илограммах проводят прилегающие
прямые. Разность расстояний между ними на заданной длине с учетом масштабов определяет отклонение от параллельности прямых.
Таким образом, для измерения отклонений от параллельности прямых по известному способу необходимы прецизионные относительные продольные перемещения измерительного прибора и проверяемого объекта. Погрешность этих перемещений
входит в погрешность измерения. Поскольку согласно известному способу последовательно измеряют обе проверяемые линии, то эта погрешность проявляется дважды, что снижает точность измерения,
При осуществлении предлагаемого способа исключаются прецизионные продольные перемещения измерительного прибора и заменяются продольными шаговыми перемещениями с обычной точностью с чередованием этих перемещений с шаговыми поворотами проверяемого объекта на 180° и измерением в каждом сечении отклонения от симметричности точек проверяемых прямых и расстояния между ними. Это позволяет исключить из погрешности измерения составляющую, вызванную отклонением от прямолинейности продольных перемещений измерительного прибора и проверяемого объекта, и повысить точность измерения.
Формула изобретения
Способ измерения отклонений от параллельности прямых в плоскости, заключающийся в установке измеряемого объекта, настройке измерительной головки по крайней точке одной из измеряемых прямых, перемещении головки вдоль измеряемого объекта, взаимном относительном повороте головки и объекта, определении точек профиля и обработке профилограмм, о т л и ч аю щ и и с я тем, что, с целью повышения точности измерения, перед перемещением головки вдоль объекта, которое осуществляют шаговым методом, взаимный относительный поворот объекта и головки
производят путем поворота на 180 объекта, устанавливаемого на опорах, измеряют отклонения от симметричности точек измеряемых прямых в поперечном сечении относительно оси вращения объекта и измеряют
расстояние между этими точками, повторяют цикл действий на каждом шаге и находят центры поперечных сечений, а положение точек профиля определяют по этим центрам.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ОТ ПАРАЛЛЕЛЬНОСТИ ПРЯМЫХ В ПЛОСКОСТИ | 1995 |
|
RU2095747C1 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ТОЧНОСТИ ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ТИПА "ТЕЛО ВРАЩЕНИЯ" | 2011 |
|
RU2471145C1 |
| УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ | 2009 |
|
RU2477453C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШПОНОЧНОГО ПАЗА ОТВЕРСТИЯ | 2003 |
|
RU2240499C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШПОНОЧНОГО ПАЗА ОТВЕРСТИЯ | 2001 |
|
RU2183819C1 |
| СПОСОБ КАЛИБРОВКИ ОПТИКО-ЭЛЕКТРОННОГО АППАРАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2635336C2 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ИНСТРУМЕНТА В КООРДИНАТНОЙ СИСТЕМЕ ОТСЧЕТА СТАНКА АВТОМАТИЗИРОВАННОГО ГРАВИРОВАЛЬНОГО КОМПЛЕКСА | 2005 |
|
RU2279964C1 |
| ПОВОРОТНЫЙ УГЛОМЕРНЫЙ СТОЛ | 2015 |
|
RU2596693C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ НОМИНАЛЬНО КРУГЛОЙ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2158895C1 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ПАРАМЕТРОВ РЕЗЬБЫ | 2006 |
|
RU2311610C1 |
Изобретение относится к измерительной технике преимущественно для измерения длинномерных деталей. Проверяемый объект 4 устанавливают на опоры. Шаговые продольные перемещения измерительного прибора 5 чередуют с шаговыми поворотами проверяемого объекта на 180°. При этом в каждом поперечном сечении измеряют расстояние между точками измеряемых прямых и отклонение от симметричности этих точек относительно оси вращения. По измеренным величинам строят профилог- рамму, по которой определяют отклонение от параллельности прямых. Способ точнее существующих за счет исключения погрешности продольных прямолинейных перемещений измерительного прибора. 2 ил.
п
Фиг. 1
п
| Единая система допусков и посадок СЭВ в машиностроении и приборостроении | |||
| Контроль деталей | |||
| Справочник - М,: Издательство стандартов, 1987, с | |||
| Водяные лыжи | 1919 |
|
SU181A1 |
| Переносный кухонный очаг | 1919 |
|
SU180A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
