Изобретение относится к физическим методам обработки твердосплавных пластин режущего инструмента, в частности к обработке электроимпульсным током, и может найти применение в металлообрабатывающей, машиностроительной и инструментальной отраслях промышленности.
Известен способ термической обработки инструмента концентрированными потоками энергии, включающий нагрев поверхности детали лазерным излучением со стороны, наиболее подверженной износу, и закалку. При этом повышается эксплуатационная стойкость и сохраняется геометрия рабочих кромок.
Недостатком этого способа является длительность процесса, большие затраты энергии, относительно невысокая производительность и высокая стойкость.
Известен способ термической обработки поверхности металлических изделий, включающий импульсный нагрев концентрированным потоком энергии, при этом нагрев осуществляют в герметичной камере водородной плазмой.
Недостатками этого способа являются длительность процесса и необходимость тщательной подготовки инструмента, применения вакуумного оборудования, относительно небольшая производительность и высокая стойкость.
Наиболее близким по достигаемому результату и технической сущности к предлагаемому способу относится способ упрочнения инструмента из ферромагнитных материалов. Упрочнение инструмента происходит при обработке рабочих кромок инструмента лазерным излучением плотностью мощности 5˙107-1˙108 Вт/м2 и последующей выдержке в магнитном поле напряженностью 6˙104-7 ˙104 А/м частотой импульсов 4-6 Гц в течение 40 с. При лазерной обработке резцов из быстрорежущей стали Р6М5 и неперетачиваемых пластинок из твердого сплава Т5К10 применялась лазерная установка непрерывного действия ЛГН-702 мощностью 800 Вт. Инструмент и пластинки устанавливались на столе фрезерного станка 675ПФ1. Фокусирующая система устанавливалась в приспособлении вне станка. Передвижение лазерного луча по инструменту обеспечивалось подачей стола. Затем резцы и неперетачиваемые пластинки подвергались обработке в магнитно-импульсном поле на установке МИУРИ-2М. Напряженность поля составляла 6˙ 104-7˙104 А/м, выдержка 40 с, частота импульсов 4-6 Гц. Этот способ принят за прототип.
Недостатками данного способа являются необходимость применения специальной установки, большие затраты энергии, длительность цикла обработки и невозможность переточки, так как в этом случае обрабатывается поверхностный слой.
В предлагаемом способе упрочнение пластин режущего инструмента происходит за счет обработки их импульсным электрическим током с частотой 50 Гц с удельной энергией q 1,48-3,5 Дж/мм3 и длительностью воздействия 0,1-0,5 с.
Для выявления оптимальных способов и режимов обработки импульсным электрическим током проводились экспериментальные работы. Для обработки были взяты твердосплавные пластины (ТСП) марки ТТ20К9, выполненные в виде четырехгранных пирамид квадратного сечения формы 2008-1108, изготовленные опытным заводом ВНИИТСа, партия 912.
В предлагаемом способе использовалось универсальное токоподводящее устройство, представляющее собой малогабаритный гидравлический пресс с ручным насосом.
Импульсы электрического тока вводились в ТСП от источника питания, включающего силовой понижающий трансформатор мощностью 180 кВт и прерыватель тока ПСЛТ-1200.
Источник питания укомплектован осциллографом запоминающим С8-12 для записи мгновенных значений тока в первичной и падения напряжения во вторичной цепи.
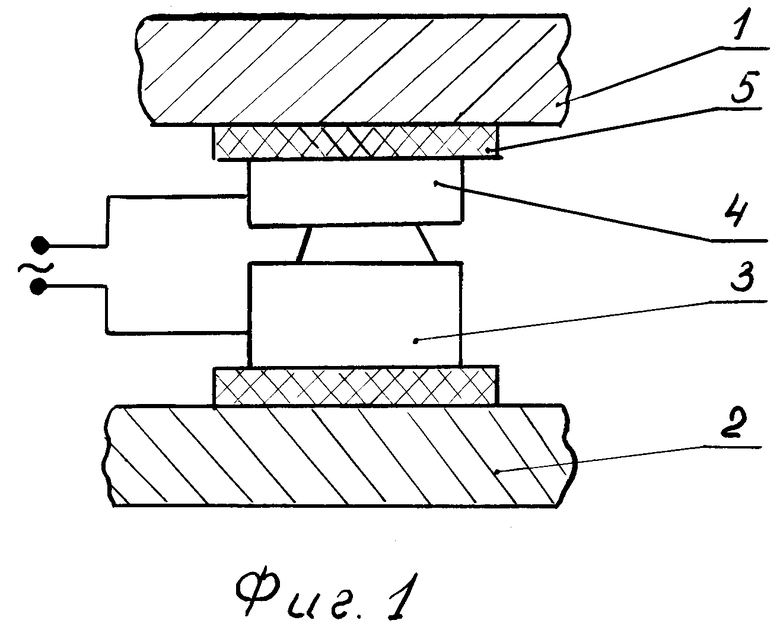
Фиг.1 и 2 поясняют предлагаемый способ.
Способ электроимпульсной обработки (ЭИО) (см. фиг.1) включает зажатие пластины 3 между электроконтактами 4, жестко прикрепленными к плитам 1 и 2 универсального токоподводящего устройства и пропускание импульса электрического тока поперек ТСП. Контакт между электроконтактами и ТСП осуществляют по большим ее поверхностям. Для равномерного прижатия контактов к поверхности ТСП, исключающим образование неравномерного поля температур, ведущим к растрескиванию ТСП, использовались компенсаторы 5 из мягкой резины.
Описанная схема использовалась при электроимпульсной обработке ТСП режущего инструмента с различными уровнями удельной электрической энергии. Осциллографирование мгновенных значений тока, падения напряжения и проведенное затем графическое интегрирование этих кривых, позволили определить, что при пропускании импульсного электрического тока по схеме (фиг.1), вводимая в ТСП режущего инструмента энергия за один период сети переменного тока составляет Qпер 65 Дж. Общее количество вводимой за один импульс энергии определялось по варьируемому числу периодов в одном импульсе. За верхний предел числа периодов в импульсе был принят такой, при котором интегральный разогрев от ЭИО приводил к слабому свечению ТСП. При этом числе периодов производилась обработка первой серии ТСП. ЭИО последующих серий ТСП проводилась с регулярно уменьшаемым количеством периодов в импульсе. В каждой серии обрабатывалось током по 5 пластин при одном и том же режиме. В табл.1 представлены данные по ЭИО 9 серий ТСП: номер серии, количество периодов в импульсе nпер, общее количество, введенной энергии Q и соответствующей ей значение удельной энергии q. Результаты занесены в табл.1
Плотность эффективного электрического тока, проходившего через пластины составляет:  71 А/мм2 (по площади меньшего основания);
71 А/мм2 (по площади меньшего основания);  = 60 А/мм2 (по площади большего основания).
= 60 А/мм2 (по площади большего основания).
Сравнительный анализ заявляемого решения с прототипом показывает, что в предлагаемом способе длительность цикла обработки меньше, чем в известном на два порядка. Затраты энергии уменьшаются в 8-10 раз. Использование импульсного электрического тока для упрочнения ТСП режущего инструмента по сравнению с прототипом обеспечивает более высокую их стойкость и стабильность режущих свойств. Проводились экспериментальные исследования влияния электроимпульсной обработки на режущие свойства пластин твердого сплава. Исследования выполнялись при точении образцов из титанового сплава ВТ20 на станке модели 1К62 упрочненными пластинами девяти серий, а также эталонными. Пластины механически закреплялись в резцовой державке.
Экспериментальные работы выполнялись при следующих условиях: а) геометрические параметры инструмента:
передний угол 0о,
задний угол 11о,
углы в плане 45о.
Угол наклона режущей кромки 0о. Радиус при вершине 0,8 мм.
б) Скорость резания 38.70 м/мин
Подача на оборот 0,11 мм/об
Глубина резания 0,5 мм.
Приработка пластин выполнялась в течение 2 мин на скорости резания 42 м/мин, полученный износ при этом составил 0,06.0,09 мм. Дальнейшие исследования были выполнены по типовой методике, основанной на положении о постоянстве интенсивности износа. Измерение износа выполнялось на малом инструментальном микроскопе МИМ-2 с точностью 0,005.
Результаты при точении образцов показали, что средняя интенсивность износа исследуемых пластин режущего инструмента при скоростях резания 41 м/мин; 50 м/мин оказалась наименьшей у пластин в интервале серий 3-9.
В дальнейшем исследования зависимости влияния скорости резания на стойкость пластин проводились с этими сериями.
Наиболее хорошие результаты показали пластины серий 3-9, которые приведены в табл.2.
Значения коэффициентов стойкости для исследуемых серий пластин в зависимости от скорости резания приведены в табл.3.
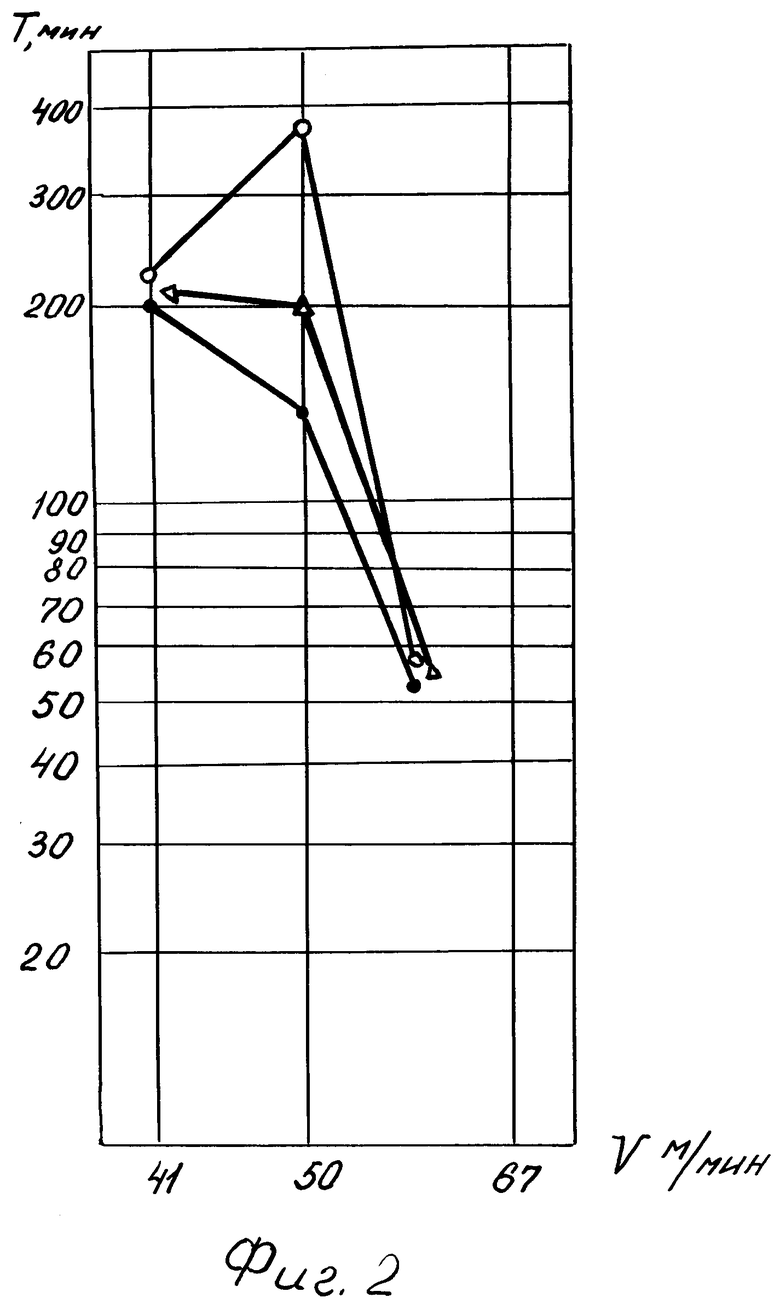
Графическая интерпретация результатов экспериментальных работ приведена на фиг.2, где  ТСП эталон;
ТСП эталон; ТСП, обработанные по режиму 9;
ТСП, обработанные по режиму 9;
Δ ТСП, обработанные по режиму 3.
В результате исследования режущих свойств ТСП, обработанных импульсным электрическим током, установлено, что обработка пластин по режимам 3-9 обеспечивает увеличение стойкости в 1,5 (режим 3) в 2,75 (режим 9) раза на скорости резания 50 м/мин.
Обработка пластин на 3-м режиме, кроме повышения стойкости, в 1,5 раза обеспечила высокую стабильность режущих свойств пластин при любых скоростях резания в исследуемом диапазоне, на остальных режимах рост стабильности наблюдался только в зоне умеренных и средних скоростей резания.
В табл. 4 показаны результаты исследования интенсивности износа ТСП при различных скоростях резания, подтверждающие стабильность режущих свойств ТСП, обработанных по режиму 3.
Сравнение стойкости твердосплавных пластин в заявляемом решении с прототипом показало, что в прототипе она повысилась в сравнении с эталоном в 1,3-1,5 раза, в заявляемом же способе в 1,5-2,7 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛМАЗНЫЙ ОТРЕЗНОЙ КРУГ | 1995 |
|
RU2078679C1 |
| СПОСОБ ИСПЫТАНИЯ ИЗДЕЛИЯ НА ГЕРМЕТИЧНОСТЬ | 1991 |
|
RU2020302C1 |
| СПОСОБ ОБРАБОТКИ ТВЕРДОСПЛАВНЫХ ПЛАСТИН РЕЖУЩЕГО ИНСТРУМЕНТА | 2014 |
|
RU2587198C2 |
| Способ обработки вольфрамокобальтового твердосплавного инструмента | 1990 |
|
SU1752514A1 |
| СПОСОБ ОЧИСТКИ ФИЛЬТРОВАЛЬНОЙ ПЕРЕГОРОДКИ | 1991 |
|
RU2036689C1 |
| СПОСОБ ОЧИСТКИ ПОРИСТО-КАПИЛЛЯРНЫХ ФИЛЬТРОЭЛЕМЕНТОВ | 1991 |
|
RU2040308C1 |
| СПОСОБ ПРОМЫВКИ ПОЛЫХ ИЗДЕЛИЙ | 1991 |
|
RU2041749C1 |
| УСТРОЙСТВО ДЛЯ МОЙКИ ПОЛЫХ ИЗДЕЛИЙ | 1993 |
|
RU2061560C1 |
| Способ обработки вольфрамокобальтового твердосплавного инструмента | 1990 |
|
SU1747245A1 |
| Способ промывки трубопроводов | 1990 |
|
SU1754232A1 |

Сущность изобретения: способ обработки пластин режущего инструмента из твердых сплавов импульсным электрическим током включает воздействие на пластину импульсом электрического тока с частотой 50 Гц с удельной энергией 1,48-3,5 Дж/мм3 и длительностью воздействия 0,1-0,5 с. Предложенный способ экономичен, он повышает стойкость и стабильность режущих свойств пластин инструмента и не требует больших затрат времени и материалов. 2 ил. 4 табл.
СПОСОБ ОБРАБОТКИ ПЛАСТИН РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ТВЕРДЫХ СПЛАВОВ импульсным электрическим током, отличающийся тем, что обработку проводят импульсом электрического тока с частотой 50 Гц с удельной энергией 1,48 3,5 Дж/мм3 и длительностью воздействия 0,1 0,5 с.
| Способ повышения стойкости пластинок твердых металлокерамических сплавов | 1936 |
|
SU52267A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
