Предлагаемое изобретение относится к оборудованию для упаковки и фасовки различных продуктов, например огнеупорной массы в пакеты из полимерной пленки, и может быть использовано в металлургической, химической и других отраслях промышленности.
Наиболее близким к предлагаемому техническому решению по технической сущности и достигаемому результату, по мнению авторов, является устройство для изготовления, наполнения продуктом и запечатывания пакетов из термосклеивающегося материала по патенту США N 3358419, кл. 53 180, 1967, содержащее рукавообразователь, трубу для подачи продукта в рукав заданных поперечных сечений, приспособление для образования продольного шва и механизм для образования поперечных швов, состоящий из двух прижимов, кинематически связанных между собой.
Недостатком известного устройства является низкое качество упаковки огнеупорной (леточной) массы, которое выражается в постоянных разрывах пакетов по их торцам. Леточная масса представляет собой смесь молотого кокса со связующей добавкой, разогретыми до температуры 50 70o (подобие горячего асфальта). Она используется в доменном производстве и применяется для герметизации летки доменной печи.
Задача, на решение которой направлено техническое решение повышение качества упаковки продукта, например леточной массы, за счет уменьшения повреждаемости пакетов. При этом достигается получение такого технического результата, как сокращение удельного расхода термосклеивающегося материала.
Вышеуказанный недостаток исключается тем, что в устройстве для изготовления, наполнения продуктом и запечатывания пакетов из термосклеивающегося материала, содержащем рукавообразователь и трубу для подачи продукта в рукав заданных поперечных сечений, приспособление для образования продольного шва и механизм для образования поперечных швов, размер поперечного сечения рукавообразователя относится к размеру поперечного сечения трубы для подачи продукта как 1 0,7 0,8.
Сопоставительный анализ предлагаемого решения с прототипом показывает, что предложенное решение отличается своим конструктивным выполнением, а именно определенным (экспериментально полученным) соотношением поперечных сечений рукавообразователя и трубы для подачи продукта. Отсюда следует, что предложенное техническое решение соответствует критерию изобретения "Новизна".
Сравнительный анализ предложенного решения не только с прототипом, но и с другими техническими решениями не позволил выявить существенные признаки, присущие заявленному решению. Отсюда следует, что заявленная совокупность существенных отличий обеспечивает получение выше указанного технического результата, что по мнению авторов, соответствует критерию изобретения "Изобретательский уровень".
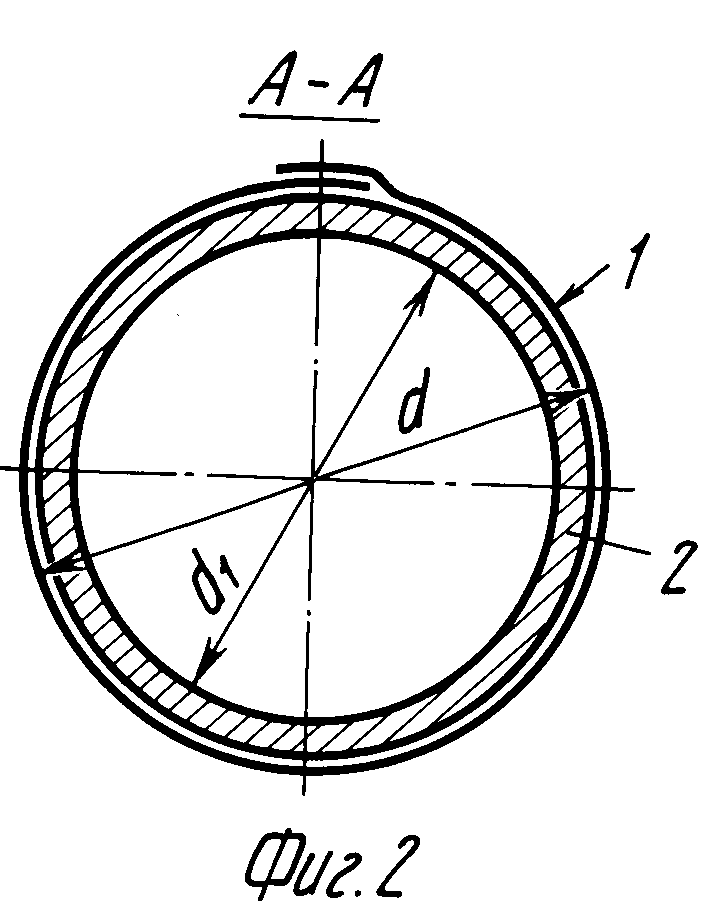
На фиг. 1 схематично изображен общий вид устройства; на фиг. 2 разрез А-А фиг. 1.
Устройство содержит рукавообразователь 1, трубу 2 для подачи продукта в рукав, приспособление 3 для образования продольного шва на рукаве, механизм для образования поперечных швов, состоящий из кинематически связанных между собой прижимов 4, рулонодержатель 5, натяжные ролики 6 для натяжения пленки 7. Прижимы 4 установлены на каретке 8, которая шарнирно соединена с кулисой 9. Прижимы 4 своими роликами 10 взаимодействуют с ползунами 11, 12, приводимыми в действие кинематически связанными между собой кулачками 13 и 14. На оси кулачка 14 жестко закреплено водило 15, соединенное с кулисой 9 и приводом 16. Рукавообразователь 1 выполнен диаметром d, а труба 2 для подачи продукта имеет диаметр d1, при этом размер поперечного сечения рукавообразователя 1 относится к размеру поперечного сечения трубы 2 как 1 0,7 0,8.
Устройство работает следующим образом.
Подаваемая с рулонодержателя 5 пленка 7 в виде ленты, пройдя натяжные ролики 6, направляется в рукаводержатель 1. Наложенные один на другой края ленты свариваются приспособлением 3 в продольном направлении. Водило 15, вращаясь, качает кулису 9, которая перемещает каретку 8 с прижимами 4 в продольном направлении. Одновременно с вращением водила 15 поворачиваются и кулачки 14 и 13, которые, взаимодействуя с ползунами 12, 11, перемещают прижимы 4 в поперечном направлении, производя при этом заделку конца пакета 17, отделения его от рукава и образуя дно следующему пакету. Во время заделки конца пакета прижимы 4 перемещаются вниз, при этом одновременно производится вытягивание ленты из рулонодержателя 5 и образования продольного шва рукава.
Продукт, а именно огнеупорная леточная масса, подается по трубе 2 с заданными расходом и скоростью перемещения. Так как по своим физико-механическим свойствам леточная масса напоминает разогретый асфальт, то возникают определенные особенности ее упаковки в термосклеивающийся рукав.
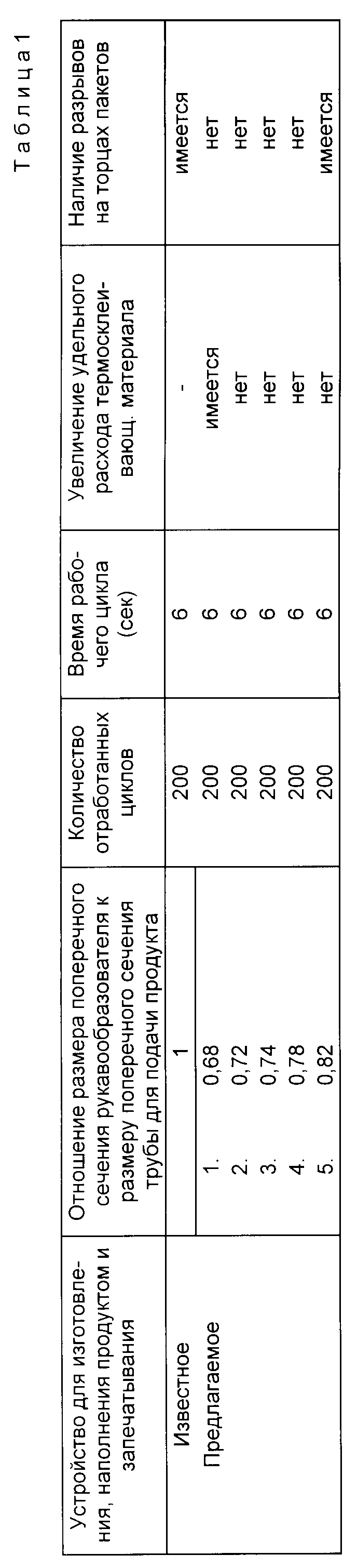
Экспериментально (см. таблицу 1) было выявлено, что наиболее качественная упаковка продукта осуществляется, если отношение размеров поперечных сечений рукавообразователя 1 и трубы 2 будут как 1 0,7 0,8 (табл. 1 п. 2,3,4).
Если указанное соотношение размеров сечений будет менее 0,7, то происходит увеличение удельного расхода пленки, тем самым увеличивается себестоимость упаковки.
Если указанное соотношение размеров сечений будет более 0,8, то происходят разрывы на торцах пакетов с продуктом, возрастают его потери.
Таким образом, в устройстве для изготовления, наполнения продуктом и запечатывания пакетов из термосклеивающегося материала, реализуя отношение размеров поперечных сечений, рукавообразователя и трубы для подачи продукта как 1 0,7 0,8 повышается не только качество упаковки леточной массы, но также сокращается удельный расход термосклеивающегося материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1996 |
|
RU2096280C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1996 |
|
RU2096278C1 |
| УПАКОВОЧНЫЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1999 |
|
RU2165382C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕЙСЯ ПЛЕНКИ | 2019 |
|
RU2693543C1 |
| Устройство для изготовления, наполнения сыпучим материалом и запечатывания пакетов из термосклеивающего материала | 1982 |
|
SU1057380A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВЫВАНИЯ БРИКЕТОВ БЕЗВОДНОЙ ЛЕТОЧНОЙ МАССЫ | 1995 |
|
RU2116945C1 |
| В ПТБ | 1973 |
|
SU404706A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ и ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1971 |
|
SU302282A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ | 1973 |
|
SU391010A1 |
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1986 |
|
SU1400956A1 |
Использование: изобретение относится к оборудованию для упаковки и фасовки различных продуктов, например огнеупорной массы в пакеты из полимерной пленки, и может быть использовано в металлургической, химической и других отраслях промышленности. Сущность изобретения: устройство содержит рукавообразователь 1, трубу 2 для подачи продукта, приспособление 3 для образования продольного шва и механизм для образования поперечных швов, состоящий из прижимов 4, кинематически связанных между собой. Размер поперечного сечения рукавообразователя 1 относится к размеру поперечного сечения трубы 2 для подачи продукта как 1 : 0,7 - 0,8. 1 табл., 2 ил.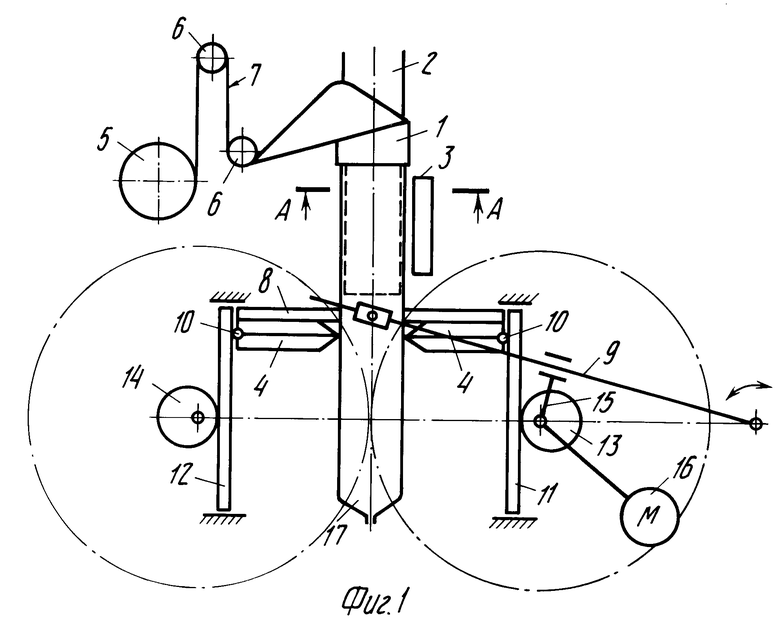
Устройство для изготовления, наполнения продуктом и запечатывания пакетов из термосклеивающегося материала, содержащее рукавообразователь и трубу для подачи продукта в рукав заданных поперечных сечений, приспособление для образования продольного шва и механизм для образования поперечных швов, состоящий из прижимов, кинематически связанных между собой, отличающееся тем, что размер поперечного сечения рукавообразователя относится к размеру поперечного сечения трубы для подачи продукта как 1 0,7 0,8.
| US, патент, 3358419, кл | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |

