Изобретение относится к расфасовочно-упаковочному оборудованию, в частности к упаковке в термосклеивающуюся пленку брикетов безводной леточной массы.
Известно устройство для упаковывания изделий в пленку, содержащее механизмы подачи изделия, подачи пленки и образования торцевых и боковых швов [1].
Недостатками данного устройства являются сложность конструкции и низкая производительность.
Ближайшим аналогом к заявляемому устройству является автомат для упаковывания вязких продуктов в термосклеивающуюся пленку, содержащий механизм подачи массы, формующее приспособление, рулонодержатели, механизм подачи пленки и механизм образования боковых и торцевых швов и отделения пакета [2] .
Недостатком ближайшего аналога является сложность конструкции.
Положительный результат, обеспечиваемый данным изобретением, состоит в упрощении конструкции устройства за счет упрощения конструкции механизмов, входящих в его состав.
Положительный результат достигается за счет того, что в устройстве для упаковывания брикетов, содержащем механизм подачи массы, формующее приспособление, рулонодержатели, механизм подачи пленки и механизм образования боковых и торцевых швов и отделения пакета, в отличие от ближайшего аналога механизм подачи массы и формующее приспособление выполнены в виде одного механизма, содержащего ленточный пресс с мундштуком, скобу с отрезным тросиком и приводным цилиндром и откидной стол, снабженный системой подачи смазывающей жидкости на его рабочую поверхность и связанный с силовым цилиндром, и приемный опрокидывающий стол, установленный ниже уровня полотна пленки с возможностью перемещения в вертикальной плоскости в процессе упаковки, механизмы образования боковых и торцевых швов и отделения пакета выполнены в виде одного механизма, включающего сварочную и упорную головки, установленные на штоках силовых цилиндров, а на сварочной головке расположены нагревательные элементы - горизонтальная губка и две вертикальные губки-сварочные элементы, при этом механизм подачи пленки включает отклоняющие ролики, прижимы пленки и горизонтальные козырьки, закрепленные на сварочной и упорной головках.
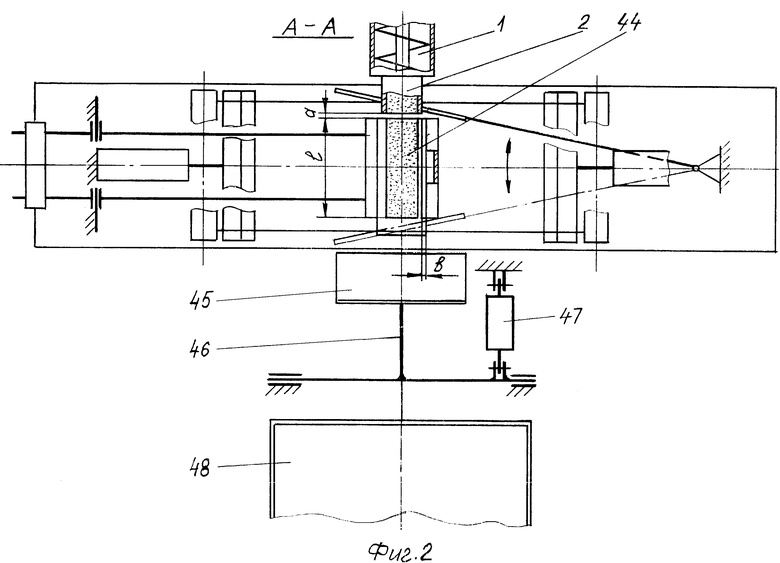
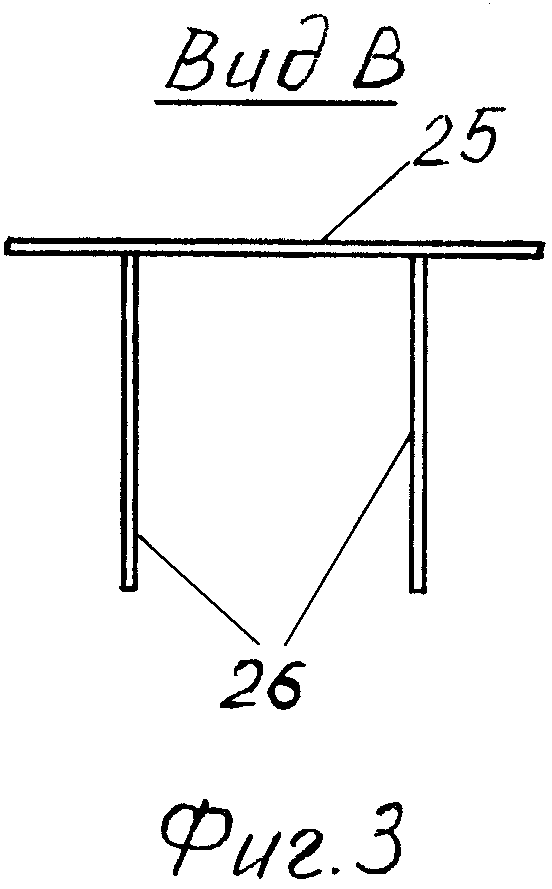
На фиг. 1 показан общий вид устройства; на фиг. 2 - разрез A-A на фиг. 1; на фиг. 3 - вид по стрелке B на фиг. 1.
Устройство включает механизм подачи массы, содержащий формующий ленточный пресс 1 с мундштуком 2, скобу 3 с отрезным тросиком 4 и приводным цилиндром 5, откидной стол 6, установленный на расстоянии a от переднего торца мундштука 2 для прохождения отрезного тросика при отрезке брикета, снабженный системой подачи смазывающей жидкости на его рабочую поверхность через прорезь b, длиной l, маслоприемником 7 и входным патрубком 8 и связанный скобой 9 с силовым цилиндром 10, а также приемный опрокидывающий стол 11 с закрепленным шарнирно флажком 12, расположенный под откидным столом ниже уровня полотна полиэтиленовой пленки 13, установленный на упоре 14 и шарнире 15 вертикального звена 16 плоскопараллельного механизма со звеньями 17 и 18, с контргрузом 19 и копиром 20, обеспечивающим возможность вертикального перемещения опрокидывающего 9 стола 11.
Механизм образования торцевых и боковых швов с одновременным отделением пакета - упакованного брикета содержит сварочную головку 21 с горизонтальным козырьком 22 и прижимом 23, между которыми пропущена полиэтиленовая пленка, установленную на штоке силового цилиндра 24. Сварочная головка снабжена горизонтальной губкой 25 - нагревательным элементом длиной, превышающей ширину полиэтиленовой пленки, и двумя вертикальными губками 26 - нагревательными элементами, расстояние между которыми больше длины брикета (равно длине пакета), а длина больше высоты пакета. Напротив сварочной головки на штоке силового цилиндра 27 установлена упорная головка 28 с горизонтальным козырьком 29, прижимом 30, между которыми пропущена полиэтиленовая пленка 13, упором 31 и роликом 32.
Механизм подачи пленки содержит рулонодержатели 33, 34 с рулонами 35, 36 термосклеивающейся полиэтиленовой пленки, отклоняющие ролики 37, 38, 39, 40, прижимы 29 и 30 и горизонтальные козырьки 22 и 29, закрепленные на сварочной 21 и упорной 28 головках.
На плите 41 на шарнирно закрепленном рычаге 42 установлен выталкиватель 43, перемещение которого кинематически связано с силовым цилиндром 24 сварочной головки 21 (не показано), перемещающий упакованный в пакет брикет 44 безводной леточной массы на приемный лоток 45 перекладывателя, связанный шарнирно закрепленным рычагом 46 со штоком силового цилиндра 47 и загружающий пакет в емкость 48 готовой продукции.
Работает устройство следующим образом. Для начальной протяжки полиэтиленовой пленки вручную с рулонов 35, 36 через отклоняющие ролики 37, 38 и 39, 40 между козырьками 22 и 29 и прижимами 23 и 30 механизма протяжки пленки протягивают полиэтиленовые пленки и навешивают на сварочную 21 и упорную 28 головки с перекрытием примерно 1/3 их высоты. При ходе силовых цилиндров 24 и 27 вперед срабатывают прижимы 23 и 30, протягивая пленку 13 вместе со сварочной 21 и упорной 28 головками до их контакта по оси установки, при этом горизонтальная губка 25 производит сварку концов пленки с одновременной отрезкой облоя по контакту губки 25 с упорной головкой 28. При ходе силовых цилиндров 24 и 27 назад прижимы 23 и 30 размыкаются, и сварочная 21 и упорная 28 головки, перемещаясь под полотном полиэтиленовой пленки, приходят в исходное положение.
Включается заполненный леточной массой ленточный пресс 1 механизма подачи массы, из мундштука 2 которого непрерывно выдается сформированная в цилиндрическую форму леточная масса на предварительно покрытую смазывающей жидкостью рабочую поверхность откидного стола 6. Включением приводного цилиндра 5 по сигналу от фотодатчика (не показан) отрезным тросиком 4 в зазоре a отрезается брикет 44 леточной массы длиной l, после чего с незначительной фиксированной задержкой включается силовой цилиндр 10, поворачивая откидной стол 6 и сбрасывая брикет 44 на пленку 13 и расположенный под ней приемный опрокидывающийся стол 11. При повороте откидного стола 6 и его остановке смазывающая жидкость из заполненного маслоприемника 7, выплескиваясь по инерции из прорези b длиной l, смазывает рабочую поверхность откидного стола 6 для исключения налипания безводной леточной массы.
Одновременно с включением силового цилиндра 10 откидного стола 6 механизма подачи массы включаются силовые цилиндры 24 и 27 механизма образования торцевых и боковых швов "ход вперед", сварочная 21 и упорная 28 головки начинают сходиться, протягивая при этом, как было описано выше, механизмом подачи пленки с обоих рулонов 35, 36 полиэтиленовую пленку, при этом опрокидывающийся стол 11 с пленкой 13 и брикетом 44 посредством ролика 32 и копира 20 опускается на высоту, необходимую для поддержки брикета 44 во время упаковки, упор 31 проходит флажок 12, а пленка 13 образует U-образную петлю и снизу полностью обволакивает брикет 44 при смыкании сварочной 21 и упорной 28 головок. Горизонтальная губка 25 и две вертикальные губки 26 - нагревательные элементы прижимают верхние и боковые концы U-образной петли полиэтиленовой пленки, обволакивающей брикет 44, к упорной головке 28, при этом вертикальные губки 26 сваривают торцевые швы обернутого пленкой 13 брикета 44, обрезая при этом облои, а горизонтальная губка 25 сваривает боковой шов - концы U-образной петли с одновременной сваркой образующихся концов пленки 13 с двух рулонов 35, 36.
Включаются силовые цилиндры 24 и 27 механизма образования торцевых и боковых швов - "ход назад", сварочная 21 и упорная 28 головки расходятся, при этом упор 31, толкая флажок 12, поворачивает вместе с ним приемный опрокидывающийся стол 11 механизма подачи массы вокруг шарнира 15, наклоняя его, пакет с упакованным брикетом 44 сбрасывается на плиту 41, а приемный опрокидывающийся стол 11 после контактирования упора 31 с флажком 12 принимает горизонтальное положение, поворачиваясь вокруг шарнира 15 и ложась на упор 14, и поднимается до уровня полотна пленки 13 посредством ролика 32 и копира 20.
Выталкиватель 43, установленный на шарнирно закрепленном на плите 41 рычаге 42, кинематически связанном с силовым цилиндром 24 сварочной головки 21, при ходе силового цилиндра 24 назад перемещает упакованный брикет 47 на приемный лоток 45 перекладывателя, а включением силового цилиндра 45 рычаг 46 с приемным лотком 45 и загруженным упакованным брикетом 44 поворачивается с вертикальной плоскости, забрасывает упакованный брикет в емкость 48 готовой продукции и возвращается в исходное положение.
Выталкиватель 43 возвращается в исходное положение при ходе силового цилиндра 24 сварочной головки 21 вперед.
Отрезка следующего брикета происходит при возвращении сварочной 21 и упорной 28 головок в исходное положение, и цикл повторяется.
Источники информации
1. Свидетельство СССР N1237559.
2. Патент СССР N1807963.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1996 |
|
RU2096280C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1996 |
|
RU2096278C1 |
| ШЛАКОВЫЙ КОВШ | 1995 |
|
RU2086655C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1996 |
|
RU2096279C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ РУЛОНОВ ИЗОЛЯЦИОННОЙ ЛЕНТЫ | 1997 |
|
RU2122936C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПОЛОСОВОГО ПРОКАТА | 1990 |
|
RU2007238C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВЫХ ПИЛ С ПОМОЩЬЮ ЛАЗЕРА | 1995 |
|
RU2106948C1 |
| УСТРОЙСТВО ДЛЯ ЧИСТКИ ДВЕРЕЙ КОКСОВЫХ ПЕЧЕЙ | 1994 |
|
RU2087517C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ РЕВЕРСИВНЫМ ЭЛЕКТРОДВИГАТЕЛЕМ | 1991 |
|
RU2011285C1 |
| УСТРОЙСТВО ДЛЯ СЪЕМА С ПРИЕМНОГО СТОЛА ПРЕССА И УКЛАДКИ В СТОПУ ОТФОРМОВАННЫХ ИЗДЕЛИЙ | 1995 |
|
RU2078688C1 |
Устройство содержит механизмы подачи безводной леточной массы, подачи пленки и образования торцевых и боковых швов. Механизм подачи массы содержит ленточный пресс с мундштуком, откидной стол с системой подачи смазывающей жидкости на его рабочую поверхность и скобу с отрезным тросиком. Под откидным столом ниже уровня полотна пленки установлен с возможностью вертикального перемещения приемный опрокидывающий стол. Механизм образования торцевых и боковых швов выполнен в виде сварочной головки с одной горизонтальной и двумя вертикальными губками. Механизм подачи пленки включает отклоняющие ролики, а на сварочной и упорной головках закреплены прижимы и горизонтальные козырьки. Устройство компактно и имеет простую конструкцию. 3 ил.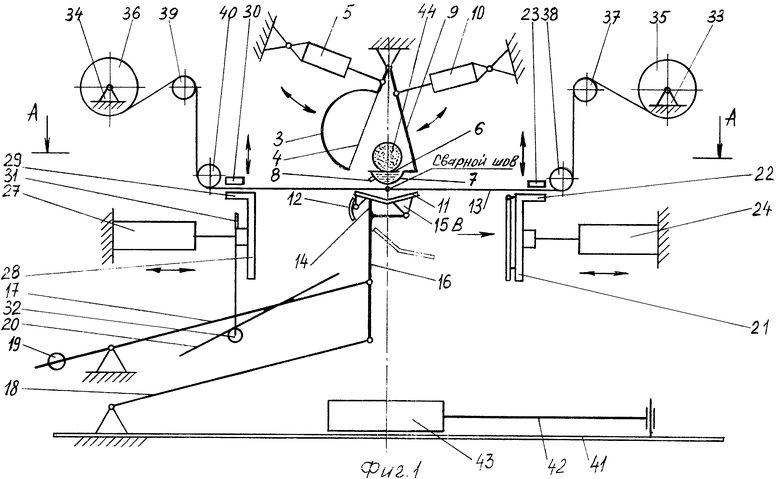
Устройство для упаковывания брикетов безводной леточной массы, содержащее механизмы подачи массы, подачи пленки и образования торцевых и боковых швов, отличающееся тем, что механизм подачи массы содержит ленточный пресс с мундштуком, скобу с отрезным тросиком и приводным цилиндром и откидной стол, снабженный системой подачи смазывающей жидкости на его рабочую поверхность и связанный с силовым цилиндром, под откидным столом ниже уровня полотна пленки установлен с возможностью вертикального перемещения приемный опрокидывающийся стол, при этом механизм образования торцевых и боковых швов выполнен в виде сварочной головки с одной горизонтальной и двумя вертикальными нагревательными губками, механизм подачи пленки включает отклоняющие ролики, а на сварочной и упорной головках закреплены прижимы и горизонтальные козырьки.
| Автомат для упаковывания вязких продуктов в термосклеивающуюся пленку | 1991 |
|
SU1807963A3 |

