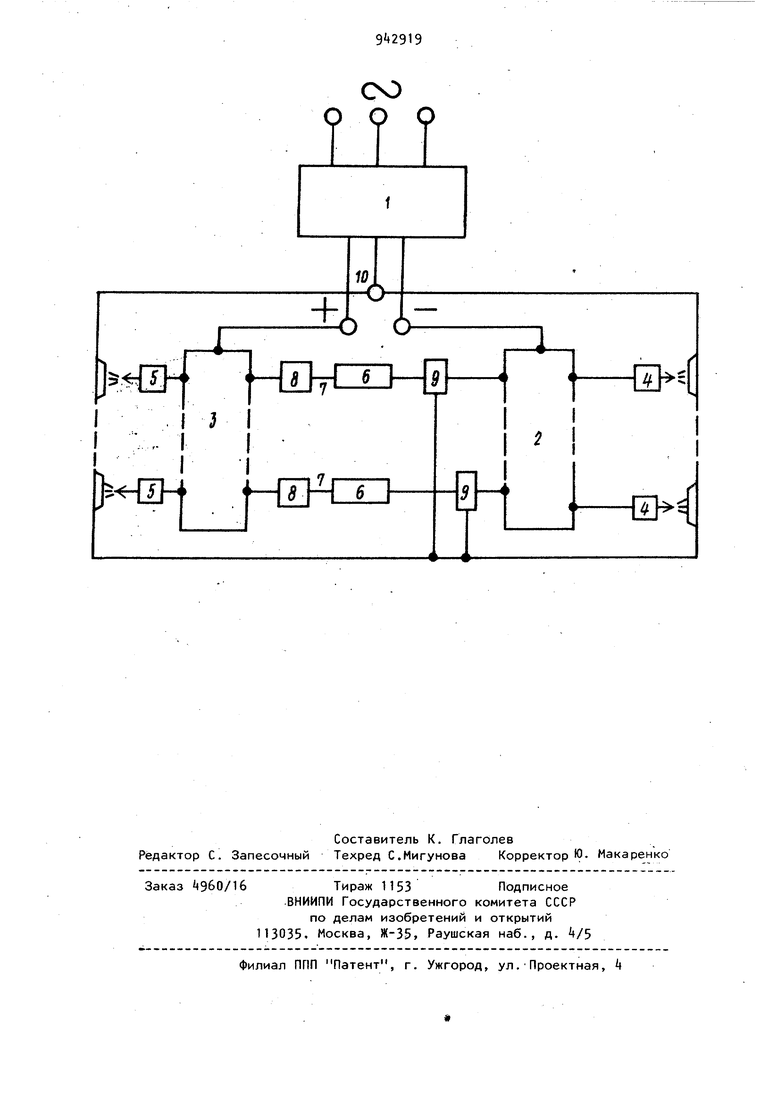
Изобретение относится к системам питания, позволяющим одновременно производить сварку с разной полярностью тока на электроде и термообра ботку сварных соединений, и применяе ся на строительстве ТЭС и АЭС, а так же во всех областях народного хозяйства, где имеется большой объем работ указанного профиля, например, в автомобильной промышленности, судостроении, сельскохозяйственном машиностроении и т, д. Известна многопостовая система питания для электродуговой сварки, содержащая источник питания, распределительные шинопроводы и сварочные посты 1 3. Однако такая система не позволяет обеспечить о/ новременную работу сварочных постов на разной полярности, а также постов термообработки, поскольку они снабжены источниками питания, обеспечивающими сварку только на одной полярности. При подключении ПОСТОВ термообработки, в которых используются электронагреватели сопротивления или индукционные нагреватели , падение напряжения на концах этих нагревателей, включая и регулирующие органы, составляет 35 + В. А поскольку напряжение холостого хода на выходных клеммах источников питания , выпускаемых в настоящее время промышленностью, не превышает 75 В, то это практически исключает возможность одновременной работы постов сварки и термообработки, ввиду того, что на нагревателе, в этом случае, должна быть большая токовая нагрузка (порядка 500-600 А). Известна многопостовая система питания, содержащая источник питания постоянного тока, распределительные шинопроводы сварочных постов разной полярности тока на электроде 2. К недостаткам этой системы следует отнести отсутствие разводящих линий для подключения постов термообра39боткии коммутирующих устройств для регулировки параметров электропитания процессов термообработки. Эти недостатки не позволяют использовать данную систему для термической обра-ботки индукционными нагревателями, которая используется при монтаже оборудования ТЭС и АЭС. Цель изобретения - повышение производительности и расширение эксплуатационных возможностей путем обеспечения одновременной работы сварочных постов различной полярности и постов а также снижение мощности, потребляемой нагревателями в процессе термообработки. Поставленная цель достигается за счет того, что в многопостовую систему питания, содержащую источник пита ния И два распределительных шинопрово да сварочных постов с разной полярностью тока, введены разводящие линии постов термообработки, коммутирующие блоки и регулирующие блоки, причем к распределительным шинопроводам сварочных постов подключены разводящие линии постов термообработки, при этом входные группы клемм каждого поста термообработки через свои коммутирую щие блоки соединены с одним из pacnpe делительных шинопроводов, а выходные группы клемм соединены с распределительным шинопроводом противоположной полярности, причем выходные группы клемм постов термообработки соединены с распределительным шинопроводом и общей точкой источника питания через свои регулирующие блоки. На чертеже представлена принципиальная схема многопостовой системы питания. Система включает в себя источник питания 1, распределительные шинопро воды 2 и 3. сварочные посты разной полярности тока на электроде i и 5, посты термообработки 6, входные клем .мы которых с помощью разводящих линий 7 через свои коммутирующие блоки 8 соединены с распределительным шино проводом 3 а выходные клеммы через свои регулирующие блоки 9 соединены с распределительным шинопроводом 2 и общей точкой 10 источника питания. Принцип раБоты системы заключается в следующем. К клемме плюс источника питания 1 подключен распределительный шинопр вод 3. К нему через определенные рас стояния подключены сварочные посты 4 с обратной полярностью тока на электроде. Напряжение холостого хода между распределительным шинопроводом 3 и общей точкой 10 источника питания составляет величину порядка 75 В. Такое значение напряжения обеспечивает работу сварочных постов электродуговой сварки. Напряжение холостого хода между общей точкой А источника питания и распределительным шинопроводом 2, к которому подключены сварочные посты прямой полярности и тока на электроде, также составляет величину порядка 75 В. Это обеспечивает питанием сварочные посты аргонодуговой сварки. Таким образом, напряжение холостого хода между шинопроводами 2 и 3 составляет величину порядка 150 В и обеспечивает питанием посты термообработки. Посты термообработки установлены между распределительными шинопроводами 2 и 3 и работают следующим образом. Включение и выключение их осуществляется с помощью коммутирующих блоков 8, которые, кроме того, осуществляют подбор необходимых параметров электропитания (частоты, силы тока и напряжения), в зависимости от типа применяемого нагревателя. 8 качестве, такого устройства может быть использована известная схема, состоящая из контакторов, выключателей,, инвертора и реостата. Повышение напряжения холостого хода на нагревателе (индукторе) до 150 В позволяет не только подвести необходимую мощность к обрабатываемому изделию, но и снизить потребляемую нагревателем токовую нагрузку, примерно в 1,5 раза. В процессе термообработки для поддержания заданного режима возникает необходимость снизить значения потребляемой нагревателем (индуктором) мощности. С этой целью В разводящих линиях 7 постов термообработки установлены регулирующие блоки 9. На, участке нагрева, когда необходимо поддержать заданную скорость нагрева, изделия и когда потребляемая нагревателем энергия максимальна, блок 9 подключает разводящую линию 7 к распределительным шинопроводам 2 и 3, т. е. напряжение питания постов термообработки равняется 150 В. При этом посты 6 отключены от общей точки источника питания. При достижении
температуры выдержки, когда энергия, подводимая для поддержания температуры нагрева обрабатываемого изделия снижается, этот блок переключает питание поста термообработки с напряже- s нием 150 В на напряжение 75 В, т. е, в этом случае, пост термообработки подключен к распределительному шинопроводу 3 и общей точке 10 источника питания. Линия, связывающая пост тер-to мообработки с распределительным шинопроводом 2 отключена.
Регулирующий блок 9 может быть выполнен, например, по схеме, включающей в себя группу тиристоров, контак-15 торов, выключателей или известное программное устройство с обратной связью.
Такая многопостовая система питания обеспечивает одновременную работу го сварочных постов с разнополярной сваркой и постов термообработки от одного источника питания постоянного тока. В зависимости от мощности источника питания многопостовая система поз-25 воляет одновременно вести сварку стыков на обратной полярности, k-20 стыков на прямой полярности и от 6 до 50 стыков-термообрабатывать.
При этом выявлено, что количество зо единиц установленного оборудования уменьшается в 2 раза, поскольку отпадает необходимость в применении специализированного оборудования по термической o6pa6oTj e. Количество обслу-з5 живающего персонала уменьшается в два раза, затраты на электроэнергию, связанные с проведением одного и того же объема работ по сварке и термообработке, снижены в 3,2 раза.
9«
Формула изобретения
1.Многопостовая система питания, содержащая источник питания и два распределительных шинопровода сварочных постов с разной полярностью тока, отличающаяся тем, что, с целью повышения производительности
и расширения эксплуатационных возможностей путем обеспечения одновременно работы сварочных постов различной полярности и постов термообработки, э устройство введены разводящие линии постов термообработки, коммутирующие блоки и регулирующие блоки, причем к распределительным шинопроводам сварочных постов подключены разводящие линии постов термообработки, при этом входные группы клемм каждого поста термообработки через свои коммутирующие блоки соединены с одним из распределительных шинопроводов, а выход.ные группы клемм соединены с распределительным шинопроводом противоположной полярности.
2.Система питания по п. 1, отличающаяся тем, что с целью снижения мощности, потребляемой нагревателями в процессе термообработки, выходные группы клемм постов термообработки соединены с распределительным шинопроводом и общей точкой источника питания через свои регулирующие блоки.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
tf 472763, кл. В 23 К 9/00, 03.05.73.
2.Авторское свидетельство СССР по заявке № 2703079 кл. В 25 К 9/00, 28.12.78 (прототип).
Сч)
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопостовая система для электродуговой сварки | 1983 |
|
SU1118495A1 |
| Многопостовая система питания | 1983 |
|
SU1172664A1 |
| Многопостовая система питания | 1986 |
|
SU1389959A2 |
| Многопостовой источник питания для сварки на постоянном токе различной полярности | 1978 |
|
SU697271A1 |
| Устройство для термообработки | 1981 |
|
SU985090A1 |
| Источник питания для многопостовой дуговой сварки постоянным током | 1977 |
|
SU642100A1 |
| Многопостования система питания для электродуговой сварки | 1976 |
|
SU610627A1 |
| Система питания для многопостовой дуговой сварки | 1981 |
|
SU998036A1 |
| Многопостовая система питания для сварки на постоянном токе | 1983 |
|
SU1156874A1 |
| Многопостовая система питания | 1989 |
|
SU1692782A1 |