Изобретение касается стальной проволоки и способов ее получения. Такая проволока применяется, например, для упрочнения изделий из пластических материалов или каучука, а именно рукавов (шланги), ремней, полотнищ, автопокрышек.
Проволока этого типа, широко применяемая, состоит из стали, содержащей не менее 0,6% углерода, эта сталь обладает перлитовой нагартованной структурой. Прочность на разрыв этой проволоки около 2800 МПа, ее диаметр 5 6 мм.
Обычно варьируется в пределах от 0,15 до 0,35 мм, и удлинение на разрыв в пределах между 0,4 и 2% Такую проволоку получают волочением исходной проволоки, называемой "катанкой", диаметр которой порядка 5 6 мм, структура катания жесткая, состоящая из перлита и феррита с высоким содержанием перлита обычно более 72%
В процессе получения этой проволоки по крайней мере один раз прерывают волочение для осуществления одной или нескольких термических обработок, позволяющих восстановить первоначальную структуру.
После последней термической обработки на проволоке необходим слой сплава, например из латуни, для правильного осуществления последней операции волочения. Указанный способ имеет следующие недостатки:
дорогостоящее сырье из-за относительно высокого содержания углерода;
параметры способа не могут быть легко изменены, в частности диаметр катанки и конечный диаметр проволоки поддерживается в жестких границах, т.е. отсутствует гибкость способа.
Высокая твердость катанки вследствие ее сильно перлитовой структуры затрудняет волочение перед термической обработкой, таким образом, что степень деформации ε этого волочения должна быть менее 3; с другой стороны скорости волочения небольшие и там могут быть обрывы проволоки.
Операция со слоем сплава, например из латуни, это необходимый для способа этап и он не интегрирован в этап термической обработки, предшествующий этой операции.
С другой стороны, такая проволока имеет прочность на разрыв и пластичность на разрыв иногда недостаточную и имеет значительное повреждение вследствие волочения перед термической обработкой из-за высокой твердости катанки.
В заявке [1] описан способ изготовления проволоки из бромсодержащей стали с бейнитной структурой посредством нагрева в кипящем слое.
В патенте [2] описан способ изготовления проволоки большого диаметра (6-8 мм) из стали с высоким содержанием углерода посредством прокатки, закалки и отпуска.
Цель изобретения предложить проволоку из нагартованной стали с покрытием металлическим сплавом, сталь проволоки имеет не перлитную нагартованную структуру и прочность на разрыв и удлинение на разрыв по крайней мере такие же высокие, как и у известной проволоки из перлитовой нагартованной стали и с наименьшим повреждением при волочении, как и у известных проволок.
Другая цель изобретения предложить для получения этой проволоки способ, лишенный указанных недостатков.
Металлическая проволока, согласно изобретению содержащая основу и покрытие, имеет следующие характеристики:
а) проволока содержит слой из стали с содержанием углерода, по меньшей мере равным 0,05% и не более 0,6%
б) эта сталь имеет структуру, содержащую более 90% негативного мартенсита отпуска;
в) основа покрыта металлическим сплавом, отличным от стали;
г) диаметр проволоки не менее 0,10 мм и не более 0,40 мм;
д) прочность на разрыв проволоки не менее 2800 МПа;
е) удлинение на разрыв проволоки не менее 0,4%
Способ, согласно изобретению для производства проволоки из стали с покрытием характеризуется следующими пунктами:
а) нагартовывают стальную катанку, эта сталь, содержащая не менее 0,05% углерода и не более 0,6% Эта сталь содержит от 28% до 96% избыточного феррита и от 72% до 4% перлита; степень деформации E этой нагартовки по крайней мере равна 3;
б) останавливают нагартовку и осуществляют термическую обработку закалкой на нагартованной проволоке, обработка заключается в нагревании проволоки выше точки преобразования АСЗ для придания ей однородной аустенитной структуры, затем быстро охлаждают ниже точки конца мартенситного преобразования, скорость охлаждения не менее 150oC/с для того, чтобы получить структуру, содержащую более 90% мартенсита;
в) затем на проволоке осуществляют осаждение по крайней мере двух металлов, способных образовать диффузией сплав стали, который составляет таким образом основу;
г) затем проволоку нагревают до температуры не ниже 0,3TF и не выше 0,5TF для того, чтобы вызвать образование вследствие диффузии сплав из двух этих металлов, а также образование для стали структуры, содержащей более 90% мартенсита отпуска, TF температура плавления стали в градусах Кельвина;
д) затем проволоку охлаждают до температуры ниже 0,3TF;
е) осуществляют нагартовку на проволоке, температура ее при этом ниже 0,3TF. Степень деформации e нагартовки не менее 1.
Изобретение касается также монтажей, содержащих по крайней мере одну проволоку по способу изобретения. Изобретение касается также изделий, упрочненных по крайней мере частично этими проволоками, это такие изделия, как, например, рукава, ремни, полотнища, автомобильные покрышки.
Суть изобретения легко понять с помощью примеров осуществления и схематических рисунков, относящихся к этим примерам.
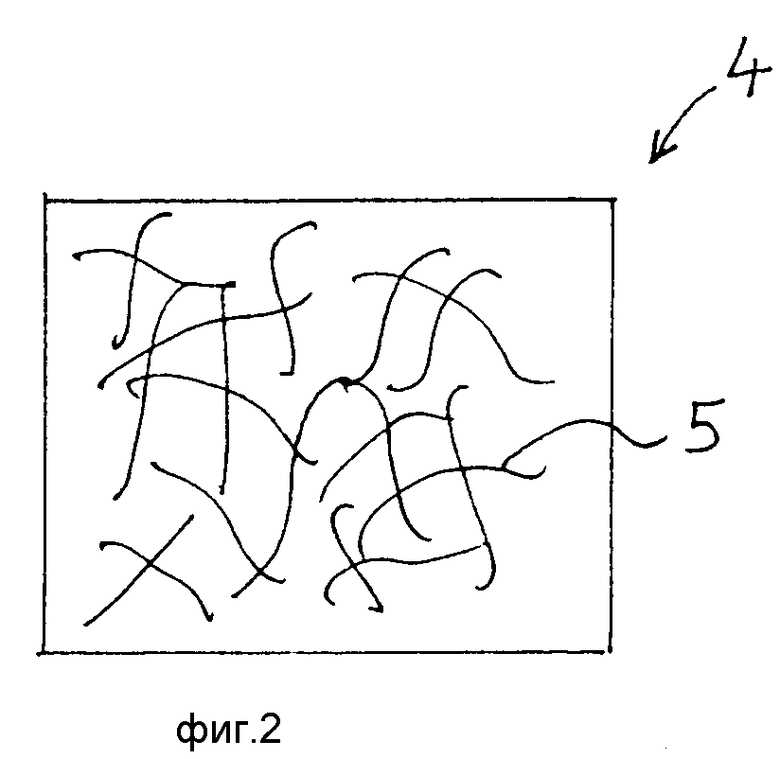
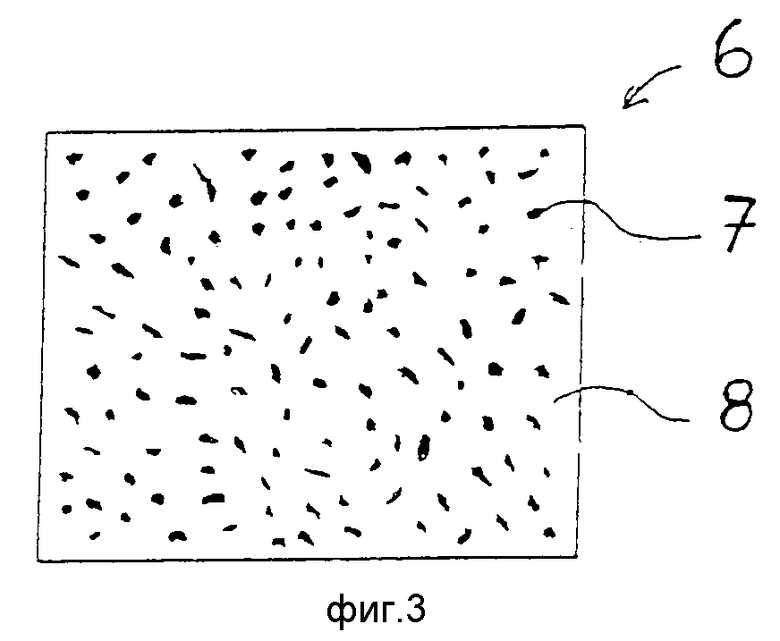
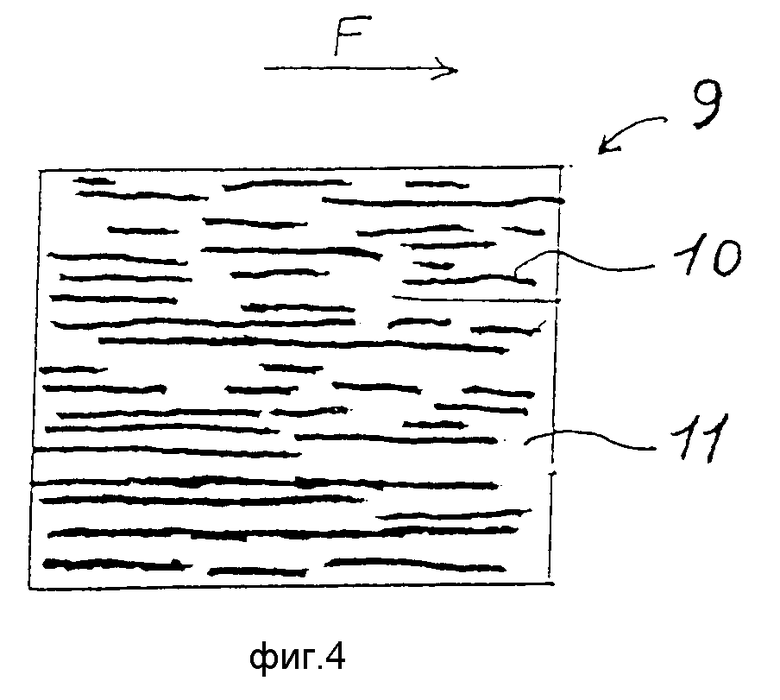
На фиг. 1 дана структура стали проволоки до термических обработок при осуществлении способа согласно изобретению; на фиг. 2 структура стали проволоки после термической закалки, при осуществлении способа по изобретению; на фиг. 3 структура стали латунированной проволоки при реализации способа по изобретению; на фиг. 4 структура стали проволоки согласно изобретению.
Ниже все процентные количества даны в весовых частях, а измерения прочности на разрыв и удлинения на разрыв осуществлены по методу AFNOR 01-151.
Степень деформации e нагартовки дана по формуле
где Ln неперов логарифм, So первоначальное сечение проволоки до этой нагартовки и Sf сечение проволоки после нагартовки.
Цель нижеприведенных примеров описать приготовление и свойства этих видов проволоки согласно изобретению.
В этих примерах использована ненагартованная катанка диаметром 5,5 мм. Катанка состоит из стали, имеющей следующие характеристики:
содержание углерода 0,4%
содержание марганца 0,5%
содержание кремния 0,2%
содержание фосфора 0,015%
содержание серы 0,02%
содержание алюминия 0,015%
содержание азота 0,005%
содержание хрома 0,05%
содержание никеля 0,10%
содержание меди 0,10%
содержание молибдена 0,01%
содержание избыточного феррита 53%
содержание перлита 47%
температура плавления стали 1795K
температура конца мартенситного превращения MF 150oC
прочность на разрыв Rm 700 МПа
удлинение на разрыв Ar 17%
Из катанки получают три вида проволоки согласно изобретению следующим образом.
Пример 1. Удаляют окалину с катанки, смазывают мылом для смазки волочения, например бурой, и протягивают всухую для получения проволоки диаметром 1,1 мм, что соответствует степени деформации ε несколько выше 3,2.
Волочение легко осуществляется, благодаря относительно пластичной структуре катанки. Например, сталь, содержащая 0,7% углерода и ненагуртованная, имеет прочность на разрыв Mr около 900 МПа и удлинение на разрыв Ar около 8% т.е. сталь значительно менее пластична.
В качестве примера, это волочение проводилось при температуре ниже 0,3 TF с целью упрощения, хотя это не является необходимым, температура волочения при необходимости может быть равной или выше 0,3 TF.
На фиг. 1 представлен разрез участка полученной структуры проволоки. Эта структура состоит из удлиненных блоков 2 цементита и удлиненных блоков 3 феррита, самый большой размер этих блоков направлен в сторону волочения.
На полученной таким образом проволоке осуществляет следующие термические обработки:
нагревают проволоку конвекцией в муфельной печи до 950oC, т.е. ниже температуры преобразования АСЗ и выдерживают в течение 30 с при этой температуре до получения однородной аустенитной структуры;
затем проволоку охлаждают в газовом кольце, производимом турбиной, до 75oC, т.е. ниже температуры конца мартенситного превращения MF за менее чем 3,5 с, таким образом получают структуру, содержащую более 90% мартенсита в виде дранок.
Фигура 2 представляет участок 4 таким образом полученной структуры, дранки мартенсита обозначены ссылкой 5.
Затем проволоку обезжиривают, покрывают медью, затем цинком электролитическим способом при комнатной температуре. Обрабатывают термически эффектом Джоуля при 540oC (813K) в течение 2,5 с, затем охлаждают при комнатной температуре (около 20oC, т.е. 293K).
Эта последняя обработка позволяет получить латунь диффузией меди и цинка, а также для стали структуру, содержащую более 90% мартенсита отпуска. Толщина этого слоя латуни небольшая (порядка mm ) и ею можно пренебречь по отношению к диаметру проволоки.
На рис. 3 представлен разрез участка 6 структуры проволоки, полученной таким образом. Эта структура содержит осадки карбидов 7, распределенных практически одновременно в матрице 8 ферритового типа. Эта структура получена благодаря предыдущим термическим обработкам и сохраняется при охлаждении до окружающей температуры.
Осадки 7 имеют обычно размеры не менее 0,005 (микрон) и не более 1.
Затем реализуют влажное волочение этой проволоки таким образом, чтобы получить конечный диаметр 0,2 мм, что соответствует практически ε = 3,4 Температура проволоки при волочении необходима ниже 0,3 TF. Толщина латуни проволоки очень маленькая порядка десятой части микрона.
На фиг. 4 представлен продольный разрез участка 4 стали этой проволоки, полученной по изобретению. Участок 9 представляет структуру типа нагартованного мартенсита отпуска, содержащую карбиды 10 вытянутой формы, которые практически параллельны между собой и самый большой размер направлен по оси проволоки, т.е. по направлению волочения, показанного стрелкой F на фиг. 4. Эти карбиды 10 расположены в нагартованной матрице 11.
Проволока согласно изобретению имеет прочность на разрыв 3000 МПа и удлинение на разрыв 0,7%
Пример 2.
Удаляют окалину с катанки, наносят слой мыла для смазки волочения, например буру, и осуществляют сухое волочение для получения проволоки диаметром 0,9 мм, что соответствует степени деформации ε несколько более 3,6. Полученная структура аналогична представленной на фиг. 1. На проволоке, полученной таким образом, осуществляют следующие термические обработки.
Нагревают проволоку эффектом Джоуля до 1000oC в течение 3 с, т.е. ниже температуры преобразования АСЗ таким образом, чтобы получить однородную аустенитовую структуру. Затем охлаждают проволоку в масляной ванне до 100oC, т. е. ниже температуры конца мартенситного превращения MF, менее чем за 3 с таким образом, чтобы получить структуру, содержащую более 90% мартенсита в дранках.
Структура полученной проволоки соответствует фиг. 2.
Проволоку обезжиривают, покрывают медью, затем цинком электролитическим способом при окружающей температуры, обрабатывают термически эффектом Джоуля при 540oC (813K) в течение 2,5 с, затем охлаждают при окружающей температуре, эти обработки идентичны обработкам в примере 1.
Полученная структура для проволоки таким образом латунированной аналогична представленной на фиг. 3. Волочение проволоки осуществляется мокрым способом таким образом, чтобы получить конечный диаметр, равный 0,17 мм, что соответствует практически e = 3,3 Температура проволоки при волочении ниже 0,3TF. Сталь проволоки, полученной согласно изобретению, имеет структуру, аналогичную представленной на фиг. 4.
Эта проволока характеризуется прочностью на разрыв, равной 2850 МПа, и удлинением на разрыв, равным 1%
Пример 3.
Проволоку диаметром 161 мм, полученную тем же способом, что и в примере 1, т.е. волочением катанки, нагревают эффектом Джоуля до 1000oC в течение 3 с, т.е. ниже температуры превращения АСЗ, чтобы получить однородную аустенитную структуру. Охлаждают проволоку в газовом кольце, образованном турбиной, до температуры 100oC, т.е. ниже температуры конца мартенситного превращения MF, менее чем за 3 с таким образом, чтобы получить структуру, содержащую более 90% мартенсита в дранках.
Проволоку покрывают медью, затем цинкуют электролитическим способом при окружающей температуре, затем обрабатывают термически эффектом Джоуля при 500oC (773K) в течение 5 с. Охлаждают при окружающей температуре. Проволоку таким образом латунированную подвергают мокрому волочению при температуре ниже 0,3 TF до диаметра 0,17 мм, что соответствует практически ε = 3,7
Проволока, полученная по изобретению, характеризуется прочностью на разрыв, равной 3200 МПа, удлинением на разрыв, равным 0,6%
Промежуточные структуры и конечная структура аналогичны описанным выше структурам.
Изобретение имеет следующие преимущества:
исходят из катанки со слабым содержанием углерода, следовательно, невысокой цены;
извлекается польза из большой гибкости выбора диаметров проволоки, таким образом, можно использовать катанки, диаметр которых значительно выше 6 мм, что уменьшает стоимость и позволяет получать проволоку разнообразных диаметров;
волочение до термических обработок осуществляется относительно легко, таким образом, что степень деформации ε при этом волочении может быть более 3. С другой стороны, это волочение можно осуществлять с высокими скоростями;
наконец, сокращается частота обрыва проволоки и смены фильер, что также снижает стоимость;
диффузная обработка для получения сплава осуществляется одновременно с отпуском проволоки, что позволяет избежать дополнительной диффузионной операции и ограничивает стоимость производства, позволяя осуществить общую обработку на линии проволоки, начиная с катанки до финальной проволоки;
полученная проволока характеризуется прочностью на разрыв и удлинением на разрыв, по крайней мере равными тем же показателям классических проволок, что выражается энергией разрыва, по крайней мере равной энергии классической проволоки;
проволока меньше повреждается при волочении до термической обработки;
полученная проволока обладает лучшей устойчивостью к коррозии, чем классическая проволока вследствие слабого содержания углерода.
При обработке закалкой, осуществляемой, начиная с однородного аустенита, от температуры выше температуры превращения АСЗ до температуры ниже MF, так как скорость охлаждения не менее 150oC; согласно изобретению менее 10% однородного аустенита превращается до достижения температуры, соответствующей температуре начала мартенситного превращения (MF) таким образом, что структура в конце этой закалки содержит более 90% мартенсита, эта структура может быть полностью состоять из мартенсита.
Предпочтительно, мартенсит, полученный после закалки, имеет структуру в виде дранок, как это описано в примерах.
Предпочтительно, чтобы сталь проволоки по изобретению и исходной катанки содержала не менее 0,2% и не более 0,5% углерода.
Предпочтительно, чтобы сталь проволоки по изобретению и сталь исходной катанки имела следующие составы:
0,3%≅Mn ≅0,6% 0,1%≅Si ≅0,3% P≅0,02; S≅0,02% Al≅0,02% N≅0,006%
Выгодно, чтобы сталь проволоки по изобретению и катанки имела следующие составы:
Cr≅0,06% Ni≅0,15% Cu≅0,05%
В способе согласно изобретению есть по меньшей мере одна из следующих характеристик:
исходная катанка содержит не менее 41% избыточного феррита и не более 78% не менее 22% перлита и не более 59%
степень деформации e при нагартовке до термических обработок не менее 3 и не более 5;
обработка закалкой осуществляется со скоростью охлаждения, по крайней мере равной 250oC/с.
Нагартовка проволоки в предшествующих примерах осуществляется волочением, но возможны другие способы, например прокатка, при необходимости, совмещенная с волочением по крайней мере для одной из операций нагартовки.
Разумеется, изобретение не ограничивается описанными примерами осуществления.
Так, например, изобретение применяется в случаях, когда осуществляется получение сплава не латуни из двух металлов или более, например, тройных сплавов медь-цинк-никель, медь-цинк-кобальт, медь-цинк-олово. Главное, чтобы используемые металлы были способны образовать сплав в результате диффузии при температуре не менее 0,3 TF и не выше 0,5 TF.
Изобретение касается стальной проволоки и способа ее получения. Техническим результатом является получение проволоки из нагартованной стали с покрытием металлическим сплавом, имеющей неперлитную структуру и прочность на разрыв и удлинение на разрыв такие же высокие, как и проволоки из перлитной нагартованной стали, и с наименьшими повреждениями при волочении. Металлическая проволока с основой и покрытием. Основа - сталь с содержанием углерода не менее 0,05% и не выше 0,6%. Сталь обладает структурой, содержащей более 90% нагартованного мартенсита отпуска. Основа покрыта металлическим сплавом, отличным от стали. Способ получения этой проволоки. Нагартовывают катанку из стали, содержащей от 28 до 96% избыточного феррита и от 72% до 4% перлита. Осуществляют обработку закалкой для получения структуры, содержащей более 90% мартенсита. Затем осуществляют осаждение металлов, нагревают проволоку, чтобы вызвать образование сплава и структуры, содержащей более 90% мартенсита отпуска. Проволоку охлаждают и нагартовывают. Такая проволока применяется, например, для упрочнения автопокрышек. 2 с. и 13 з. п. ф-лы, 4 ил.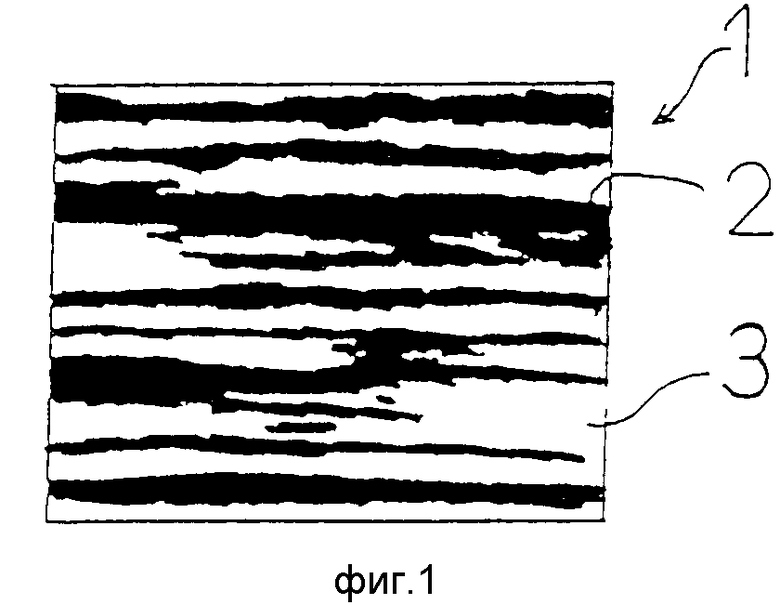
10. Способ по любому из пп.5 9, отличающийся тем, что нагартовку проволоки перед закалкой проводят со степенью деформации 3,2 6.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| JP, патент, 54-79119, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, авторское свидетельство, 322382, кл | |||
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
