Настоящее изобретение относится к автопокрышкам, усиженным металлическими волокнами. В частности, изобретение относится к автопокрышкам, усиленным волокнами из нержавеющей стали.
В заявке на патент FR-A-2096405 описана автопокрышка, которая состоит из усиливающего слоя, расположенного между слоями каркаса и резиновым протектором шины, наружная радиальная поверхность этого слоя была усилена многожильными тросами из нержавеющей стали. В этой заявке не имеется никакого упоминания об использовании нержавеющей стали в каркасе автопокрышки, цель этой заявки заключалась в предотвращении коррозии стальных тросов, расположенных в верхней части автопокрышек, эта коррозия возникает из-за влаги, которая достигает тросов через трещины и разрывы резины, вызванные старением или наездом на гвоздь.
Заявитель неожиданно обнаружил, что можно наблюдать снижение срока службы стальных тросов в каркасном слое автопокрышек вследствие явлений усталости и износа, вызванных наличием воды в зонах каркаса, даже при отсутствии разрывов и трещин на резине. Вода, отвечающая за это ухудшение свойств тросов, возможно проникает в зоны каркаса извне при миграции через резину, например, из выхлопных газов или она уже изначально находится внутри покрышки из-за заметного содержания влаги в использованной резине или из-за вулканизации. Наконец, эта вода также возможно может происходить из-за включения окружающего воздуха в резины во время каландрования корда.
Целью изобретения является устранение этих недостатков или их смягчение в значительной степени.
Соответственно, изобретение относится к стальному волокну для каркаса автопокрышек, отличающемуся следующими признаками:
а/ его диаметр равен по крайней мере 0,05 мм и не более 0,5 мм,
б/ его прочность на разрыв при растяжении равна по крайней мере 2000 МПа,
в/ сталь волокна является нержавеющей и она содержит не менее 0,02% и не более 0,2% углерода, не менее 3% и не более 20% никеля, не менее 12% и не более 28% хрома, сумма никеля и хроме равна не менее 20% и не более 35%, все эти величины являются мас.%;
г/ структура стали состоит из не менее 20% по объему мартенсита и она не содержит аустенита или она содержит его менее 80% по объему.
Изобретение также относится к сборкам, предназначенным для использования в каркасах автопокрышек, эти сборки содержат по крайней мере одно волокно согласно изобретению.
Изобретение также относится к каркасам автопокрышек, содержащим по крайней мере одно волокно или сборку согласно изобретению.
Изобретение также относится к автопокрышкам, содержащим по крайней мере один каркас согласно изобретению.
Изобретение также относится к способу получения волокна согласно изобретению, этот способ отличается признаками:
а/ исходят из волокна из нержавеющей стали, диаметр которого равен по крайней мере 0,3 мм и не превышает 3 мм, сталь волокна содержит не менее 0,02 % и не более 0,2% углерода, не менее 3% и не более 20% никеля, не менее 12% и не более 28% хрома, сумма никеля и хрома равна не менее 20% и не более 35%, все % являются массовыми, структура этой стали является полностью аустенитной или практически аустенитной;
б/ проводят по крайней мере одну обработку холодной проковки без термообработки, степень проковки в целом по крайней мере равна 1,5.
1. Определения и испытания
1. Динамометрические измерения
Измерения прочности на разрыв и удлинения после разрыва проводят при растяжении согласно методу AFNOR NFA 03-151.
2. Холодная проковка
По определению степень деформации при холодной проковке дана формулой:
ε = Ln/So/Sf/
Ln является натуральным логарифмом, S0 является исходным сечением волокна перед этой холодной проковкой, а Sf является сечением волокна после этой холодной проковки.
3. Пластичность при скручивании
По определению, пластичность при скручивании волокна является числом поворотов при кручении вокруг себя, которое может выдержать волокно. Это измерение проводят при длине волокна, равной ее 500-кратному диаметру. Один конец этого волокна удерживают в неподвижном зажиме, а другой конец удерживают во вращающемся зажиме, который вращается таким образом, что его осью вращения является ось волокна, напряжение при этом закручивании равно 5% от усилия разрыва при растяжении волокна, измеренного перед кручением, и подсчитывают количество оборотов, необходимое, чтобы вызвать разрыв волокна.
4. Структура стали
Идентификацию и оценку структуры стали осуществляют следующим образом.
Используют способ диффракции рентгеновских лучей. Использованный способ заключается в определении суммарной дифракционной интенсивности для каждой фазы стадии, в частности мартенсита α′ мартенсита ∈ и аустенита гамма, суммируя интегральную интенсивность всех пиков диффракции этой фазы, что позволяет рассчитать процент каждой фазы по отношению к совокупности всех фаз стали.
Спектры диффракции рентгеновских лучей определяют на сечении волокна при изучении гониометром с помощью антикатода из хрома. Развертка позволяет получить характеристические полосы каждой имеющейся фазы. В случае трех указанных фаз /две мартенситные и одна аустенитная/ развертка составляет от 50 градусов до 160 градусов.
Для определения интегральных интенсивностей пиков необходимо не учитывать полосы, которые интерферируют.
Имеется следующее соотношение для каждого пика любой фазы:
Iint = (Lmh • Imax)/P
в котором:
Iint = интегральная интенсивность пика
Lmh = ширина при miL - высоте пика /в градусах/
Imax = интенсивность пика /в импульсах в секунду/
P = шаг измерения пика /0,05 градуса/
Имеются, например, следующие характеристические полосы:
аустенит гамма:
полоса /111/ - 20 = 66,8
полоса /200/ - 20 = 79,0
полоса /220/ - 20 = 128,7
мартенсит α′
полоса /110/ - 20 = 68,8
полоса /200/ - 20 = 106
полоса /211/ - 20 = 156,1
мартенсит ∈
полоса /100/ - 20 = 65,4
полоса /002/ - 20 = 71,1
полоса /101/ - 20 = 76,9
полоса /102/ - 20 = 105,3
полоса /110/ - 20 = 136,2
Кристаллографическая структура указанных ранее фаз является следующей:
аустенит гамма: кубическая с центрованными поверхностями
мартенсит α′ : центрованная кубическая или центрованная квадратичная
мартенсит ∈ : компактная гексагональная.
Тогда можно рассчитать объемный процент любой фазы "i" по следующему соотношению:
% фазы "i" = Ii/It
где Ii = сумма интегральных интенсивностей всех пиков этой фазы "i"
It = сумма интегральных интенсивностей всех пиков всех фаз диффракции стали.
В частности получают:
% мартенсита α′ = Iα′/It
% мартенсита ∈ = I∈/It
% суммарный мартенсита (Iα′+I∈)/It
% аустенита гамма Iгамма/It
где Iα′= = интегральная интенсивность всех пиков мартенсита α′
I∈ = интегральная интенсивность всех пиков мартенсита ∈
Iгамма = интегральная интенсивность всех пиков аустенита гамма.
В дальнейшем описании различные %, относящиеся к структурным фазам стали, выражены по объему и термины "мартенсит" или "фаза мартенсита" охватывают совокупность фаз мартенсита α′ и мартенсита ∈ , следовательно, термин % мартенсита означает % по объему суммы этих двух фаз мартенсита, а термин "аустенит" означает аустенит гамма.
% по объему различных фаз, определенные по указанному ранее методу, получены с точностью около 5%.
В общем имеют следующее соотношение:
со следующими обозначениями:
индекс "i" соответствует фазе "j"
индекс "j" соответствует фазе "j"
fi m является массовой фракцией фазы "i"
fi v является объемной фракцией фазы "i"
fj v является объемной фракцией фазы "j"
di является плотностью фазы "i", рассчитанной из ее кристаллографической структуры
dj является плотностью фазы "j", рассчитанной из ее кристаллографической структуры
n является количеством всех фаз.
Следовательно, имеют: 100 • fi v = % по объему фазы "i"
100 • fi m = мас.% фазы "i".
В случае нержавеющих сталей согласно изобретению плотности основных фаз /мартенсита и аустенита/ являются очень близкими величинами /отклонение максимально примерно 3%/ так что мас.% является очень близким к % по объему.
II Примеры
Изобретение будет легче понять с помощью неограничивающих примеров, которые приведены ниже, со ссылкой в некоторых случаях на единственный рисунок, который представляет собой схематически в радиальном разрезе автопокрышку согласно изобретению.
В этих примерах используют волокна согласно изобретению, обозначенные "волокно 1" и "волокно 2".
В этих примерах все указанные % являются массовыми, если нет других указаний.
ВОЛОКНО 1
Чтобы получить это волокно 1 используют волокно из нержавеющей стали, которое имеет следующие характеристики: структура практически целиком аустенитная, т.е. % мартенсита является практически нулевым, а именно ниже 5% по объему; диаметр: 0,5 мм;
состав / мас.%/: C = 0,96; Cr = 17,6; Ni = 7,7; Mo = 0,7; Mn = 1,3; Si = 2,0; Cu = 0,2; N = 0,04; S = 0,001; O = 0,019; остальное представляет собой железо с неизбежными обычными примесями.
Это стальное волокно покрыто слоем никеля 1,3 мкм.
Это волокно, покрытое таким образом никелем, имеет прочность на разрыв 900 МПа и удлинение после разрыва 60%.
На это волокно, покрытое никелем, осаждают медь, потом осаждают цинк электролитическим путем при комнатной температуре, а потом нагревают термически за счет эффекта Джоуля до 540oC, чтобы получить латунь при диффузии меди и цинка, массовое отношение /фаза α / / / фаза α + фаза β / равно 0,85 фаз α и β, являющихся фазами латуни.
Затем проводят холодное волочение этого волокна во влажной среде со смазкой, которая обычно находится в виде эмульсии в воде. Это волочение проводят несколько раз, суммарная степень деформации ε, полученная при такой деформации, равна 2,04.
Никакой термообработки не проводят с волокном после получения латунного покрытия.
Полученное волокно имеет диаметр 0,18 мм, никелевое и латунное покрытие, которое его окружает, имеет очень малую толщину, меньше микрометра, что является пренебрежительно малым по сравнению с диаметром стального волокна.
Характеристики полученного волокна являются следующими:
Структура стали: мартенситная фаза имеет практически 57% по объему, эта фаза практически состоит только из мартенсита α′ аустенитная фаза составляет практически 43% по объему.
Прочность на разрыв: 2500 МПа
Удлинение при разрыве: 1%
Пластичность при кручении: 70 оборотов.
Разумеется, элементарный состав стали в волокне /например, углерод, хром, никель/ является таким же, что и в исходном волокне.
В процессе изготовления волокна никелевое покрытие обеспечивает хорошее сцепление латуни со сталью, а латунное покрытие облегчает холодную деформацию волокна, а также склеивание волокна с резиной при использовании волокна в резине.
ВОЛОКНО 2
Используют то же исходное волокно с покрытием из никеля, что и для волокна 1, с той разницей, что его диаметр составляет 0,8 мм.
Проводят те же операции, что и с волокном 1, но так, чтобы суммарная степень деформации ε при холодной деформации была практически равна 3.
Полученное волокно имеет диаметр 0,18 мм, здесь учитывается толщина покрытия из никеля и латуни, имеющего пренебрежительно малую толщину по сравнению с его диаметром.
Полученное волокно имеет следующие характеристики:
Структура стали: мартенситная фаза составляет практически 85% по объему, эта фаза практически целиком состоит из мартенсита α′ аустенитная фаза составляет практически 15% по объему;
прочность на разрыв: 2865 МПа;
удлинение при разрыве: 1%;
пластичность при кручении: 170 оборотов.
Разумеется, элементарный состав стали в волокне /например, углерод, хром, никель/ является таким же, как и у исходного волокна.
Пример 1.
Целью этого примера является оценка рабочих характеристик волокна согласно изобретению с помощью испытания на ленте.
Составляют сборки по формуле /1 + 6 + 12/, состоящие каждая из сердцевины, образованной единственным волокном, окруженным слоем из 6 волокон, этот промежуточный слой сам окружен наружным слоем из 12 волокон, в этих сборках отсутствует оболочка. Все волокна сборок являются волокном 1 и, следовательно, соответствуют изобретению, так же как и сами сборки. Сердцевина каждой сборки практически не испытывает кручения, а два слоя, которые окружают ее, имеют один и тот же шаг, равный 10 мм, и одинаковое направление свивания. Сила разрыва каждой сборки равна 1150 Н.
С другой стороны, составляют известные контрольные сборки, имеющие каждая структуру /1 + 6 +12/, так же как и сборки согласно изобретению, но волокна в которых являются известными волокнами диаметром 0,18 мм из перлитовой стали, кованой, нержавеющей, содержащей 0,7 мас.% углерода, эти волокна имеют каждое прочность на разрыв 2670 МПа, удлинение после разрыва 1% и пластичность при кручении 200 оборотов, сила разрыва каждой сборки равна 1255Н.
Сборки согласно изобретению, с одной стороны, и контрольные сборки, с другой стороны, вводят в бесконечные ленты, каждая из которых изготовлена из известной смеси на основе резиновых смесей, подобных тем, что обычно используют для автопокрышек. Ось каждой сборки ориентирована в продольном направлении ленты, в которую ее вводят. Следовательно, получают идентичные ленты, за исключением усиливающих сборок, которые в них находятся, одна усилена сборками согласно изобретению, а другая усилена контрольными сборками.
В каждой ленте сборки отделены от их поверхностей слоем смолы толщиной около 1 мм.
Эти две ленты подвергают одинаковым нагрузкам следующим образом. Каждую ленту поворачивают вокруг двух блоков таким образом, что каждая элементарная часть каждой сборки подвергается растяжению 138 Н и испытывает циклы переменной кривизны, которые проходят от радиуса неопределенной кривизны до радиуса кривизны 40 мм и это продолжается в течение 50•106 циклов.
Во время опыта температура и влажность воздуха при контакте с лентами являются одинаковыми и представляют собой температуру окружающего воздуха, или примерно 20oC и относительная влажность равна примерно 50%. Длительность испытаний каждой ленты составляет порядка 3 недель.
В конце этих испытаний извлекают одинаковым образом сборки из лент путем снятия оболочки, измеряют силу разрыва каждого волокна этих сборок и рассчитывают среднюю величину, с одной стороны, для сборок изобретения, а с другой стороны, для контрольных сборок.
С другой стороны, готовят две ленты, идентичные приведенным ранее, одну, усиленную сборкой согласно изобретению, а другую - контрольной сборкой, и снимают оболочку с этих лент, также как ранее, но на этот раз без проведения с ними предварительно испытаний, и измеряют силу разрыва каждого волокна в сборке, вычисляя среднюю величину, как ранее. Эта средняя величина разрывного усилия для волокон согласно изобретению и эта средняя величина разрывного усилия для известных волокон служат таким образом контрольными величинами, потому что соответствующие волокна не подвергались испытаниям.
Установлено, что уменьшение среднего разрывного усилия для волокон после испытания по сравнению со средним разрывным усилием для волокон, не подвергавшихся испытаниям, контрольными величинами являются следующим:
- менее 3% для волокон согласно изобретению;
- 15% для известных перлитовых кованых волокон.
Следовательно, установлено, что волокна согласно изобретению позволяют очень значительно снизить уменьшение разрывного усилия волокон. Такое снижение разрывного усилия происходит за счет износа волокон, вызванного совместным действием испытаний и воды из окружающего воздуха, эти условия были сравнимы с условиями, которым подвергаются упрочняющие волокна в каркасах автопокрышек.
Пример 2.
Целью этого примера является определение эксплуатационных характеристик волокон согласно изобретению при их использовании в автопокрышках.
Готовят сборки согласно изобретению типа /3+9/18 с волокнами, идентичными волокну 2. Эти сборки представляют собой слоистый корд, состоящий каждый из сердцевины из 3 волокон, скрученных вместе с шагом примерно 6,3 мм, окруженной слоем из 9 волокон, намотанных с шагом примерно 12,6 мм, направление намотки является таким же, как и для сердцевины и для наружного слоя, эта сборка не имеет обода.
Разрывное усилие для каждой сборки равно 820 Н.
С другой стороны, готовят известные сборки, имеющие такую же формулу, что и сборки согласно изобретению, /3 + 9/18, но волокна в которых являются известными волокнами диаметром 0,18 им из перлитовой кованой нержавеющей стали, содержащей 0,7% углерода, эти волокна, которые покрыты латунью тем же способом, что и волокна согласно изобретению, каждое имеет прочность на разрыв 2670 МПа, удлинение при разрыве 1% и пластичность при ковке 200 оборотов.
Каждая из этих известных сборок имеет разрывное усилие, равное 770 Н.
Готовят две автопокрышки размером 215/75 R 17,5, одна содержит радиальный каркас, выполненный из сборок согласно изобретению, другая содержит радиальный каркас, выполненный из известных сборок, эти покрышки различаются только природой сборок, использованных в каркасах, покрышка, каркас, который выполнен известным образом, с известными сборками, служит контрольной покрышкой.
На чертеже представлена схематически покрышка согласно изобретению. Эта покрышка 10 состоит из верхней части 1, двух скатов 2, двух закраин 3, усиленных каждая известным способом бортом покрышки 4. Радиальный каркас 5 расположен от одной закраины 3 к другой, обвиваясь вокруг бортов 4. Этот каркас состоит из единого слоя, образованного сборками 50 согласно изобретению. Верхняя часть 1 усилена известным образом арматурой 6. Линия yy' представляет собой плоскость, перпендикулярную оси вращения покрышки и проходящую через середину верхней части 1 /экваториальная плоскость/, плоскость фигуры, проходящей через эту ось вращения /не показано/, а также перпендикулярна к экваториальной плоскости. Арматура 6 обычно состоит из двух рабочих слоев, одного слоя триангуляционного и выше этих слоев защитного слоя, все эти слои, которые не представлены на рисунке с целью упрощения, усилены известными стальными сборками. В каждой исходной сборке, служащей для изготовления каркаса, расстояние между осями двух любых соседних сборок составляет 1,4 мм перед составлением покрышки.
Эти покрышки монтируют на известные идентичные обода /не показано/ и накачивают обе до давления 10,8 бар, каждая покрышка содержит 2 л воды и атмосфера этих покрышек содержит 29% кислорода /воздух, обогащенный кислородом/.
Каждую из этих покрышек подвергают действию нагрузки 2700 даН и прокатывают со скоростью 50 км/ч на маховом колесе, имеющем окружность 8, 5 м.
Контрольная покрышка имеет разрывы сборок каркасного слоя в нижней зоне вследствие феномена крепление-усталость в конце 105 000 км, таким образом покрышка становится неутилизируемой.
Покрышка согласно изобретению накатывает без какого-либо повреждения и, следовательно, без разрыва сборок каркасного слоя до 170 000 км.
Следовательно изобретение позволяет увеличить километраж более чем на 60%.
Кроме того, установлено на покрышках, подвергнутых этому тесту, что сборки согласно изобретению имеют только очень низкий износ /примерно 4% в нижней зоне и около 6-7% в зоне закраин/, тогда как известные сборки имеют значительный локальный износ, превышающей 20% в этих двух зонах.
Следовательно, изобретение позволяет очень значительно увеличить усталостную прочность и прочность к износу стальных волокон для каркасов автопокрышек и, следовательно, покрышки согласно изобретению, которые содержат эти волокна, характеризуются значительно увеличенным сроком службы, эти покрышки являются, например, покрышками для тяжеловесных транспортных средств.
Конкретные состав и структура нержавеющей стали, использованной для получения волокна согласно изобретению, позволяют получить тонкое волокно холодной проковкой. При холодной проковке аустенит постепенно превращается в мартенсит, что позволяет получить хорошую прочность на разрыв при растяжении готового волокна согласно изобретению. Если сумма содержаний никеля и хрома превышает заявленную, замедляется или не допускается появление фазы мартенсита при холодной проковке и механическая прочность готового волокна является недостаточной. Напротив, если сумма содержаний никеля и хрома ниже заявленной, мартенситная фаза имеется перед холодной проковкой или она возникает слишком быстро при холодной проковке и невозможно получить тонкое волокно. Наконец, степень заявленной холодной проковки обеспечивает хорошую эластичность при кручении и, следовательно, гарантирует возможное использование волокна для изготовления сборок.
Способы и устройства для изготовления этих сборок известны специалистам в данной области и они не описаны здесь для упрощения изложения, эти способы и эти устройства основаны, например, на принципах монтажа или крутильного производства.
В заключение, волокно согласно изобретению характеризуется следующими признаками:
- хорошими механическими свойствами, позволяющими использовать его в каркасах автопокрышек;
- хорошей пластичностью, позволяющей его легкую обработку для получения сборок;
- увеличением срока службы покрышек, когда оно включено, из-за его стойкости к действию воды.
В примерах способа согласно изобретению использованное исходное волокно имеет никелевое покрытие и перед проведением холодной проковки проводят обработку по покрытию латунью, но возможны другие способы получения, например, замена никеля другим металлическим материалом, например медью, или проведение холодной проковки исходного волокна лишенного металлического покрытия, готовое волокно может состоять только из нержавеющей стали.
Предпочтительно у волокна согласно изобретению имеется по крайней мере одна из следующих характеристик:
- диаметр волокна равен по крайней мере 0,12 мм и не более 0,3 мм,
- прочность на разрыв при растяжении равна по крайней мере 2400 МПа,
- содержание углерода в стали равно по крайней мере 0,05% и не превышает 0,15 мас.%,
- сумма никеля и хрома равна по крайней мере 22% и не превышает 30 мас. %,
- содержание серы и содержание фосфора для каждого ниже 0,05 мас.%,
- пластичность при кручении равна по крайней мере 30 оборотам, а более предпочтительно равна по крайней мере 50 оборотам;
- структура стали состоит по крайней мере на 50% по объему из мартенсита и она не содержит аустенита или она содержит его менее 50% по объему;
- структура стали практически состоит или только из мартенсита, или только из мартенсита и аустенита.
Предпочтительно в способе согласно изобретению имеют по крайней мере один из следующих признаков:
- исходное волокно имеет диаметр по крайней мере равный 0,4 мм и не более 2 мм;
- содержание углерода в стали равно по крайней мере 0,05% и не превышает 0,15 мас.%,
- сумма содержаний никеля и хрома равна по крайней мере 22% и не превышает 30 мас.%,
- содержание серы и содержание фосфора каждого ниже 0,05 мас.%;
- исходное волокно покрыто никелем или медью,
- перед холодной проковкой наносят латунное покрытие;
- холодную проковку проводят путем влажного волочения в жировой эмульсии в воде;
- степень суммарной холодной проковки ε по меньшей мере равна 2.
Сборки настоящего изобретения, описанные в примерах, все целиком состояли из волокон из нержавеющей стали согласно изобретению, но изобретение применимо и в случаях, когда сборки только частично состоят из волокон согласно изобретению. Так, например, сборки согласно изобретению могут быть слоистым кордом, только часть которого является волокнами согласно изобретению, в частности, когда полностью или часть волокон, составляющих один или несколько внутренних слоев, являются волокнами согласно изобретению, наружный слой состоит из нержавеющих волокон, а именно, из волокон известных перлитовых прокатанных сталей. Такое выполнение может быть выгодным для снижения стоимости.
Разумеется, изобретение не ограничивается приведенными выше примерами осуществления, так, например, автопокрышки согласно изобретению каждая может состоять из нескольких каркасных слоев, из которых по крайней мере один состоит по крайней мере частично из волокон и/или сборок согласно изобретению.
Изобретение относится к автопокрышкам, усиленным металлическими волокнами, в частности из нержавеющей стали. Волокно из нержавеющей стали для каркаса автопокрышки, содержащее не менее 0,02% и не более 0,2% углерода, не менее 3% и не более 20% никеля, не менее 12% и не более 28% хрома. Сумма никеля и хрома равна по крайней мере 20% и не превышает 35% (мас.%). Структура стали состоит по крайней мере на 20% по объему из мартенсита и она лишена аустенита или она содержит менее 80% аустенита по объему. Автопокрышка состоит из каркаса, который состоит из этого волокна. Способ получения этого волокна состоит в том, что в качестве компонентов используют вышеописанные составы. В результате увеличивается износостойкость и прочность покрышки. 5 с. и 16 з.п. ф-лы, 1 ил.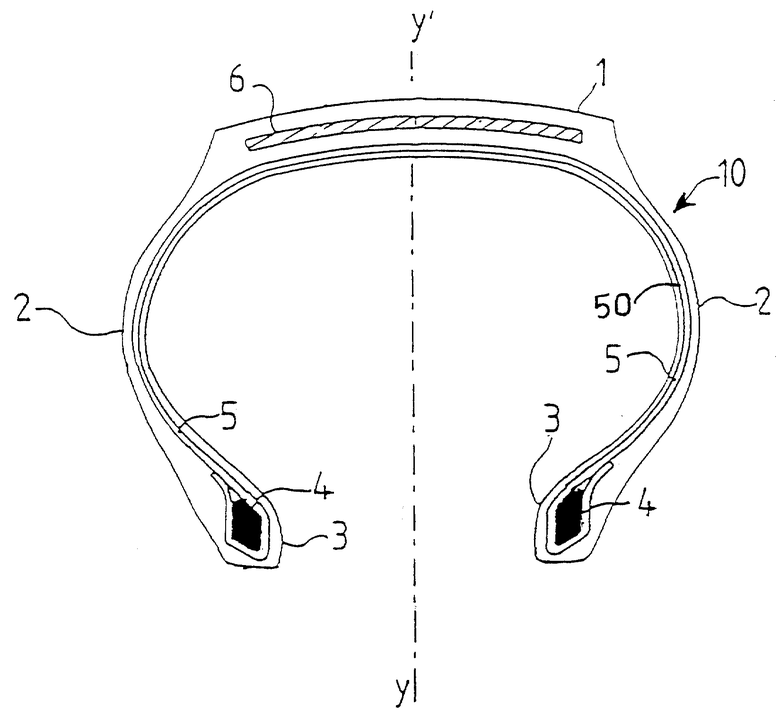
Углерод (C) - 0,096
Хром (Cr) - 17,6
Никель (Ni) - 7,7
Молибден (Mo) - 0,7
Марганец (Mn) - 1,3
Кремний (Si) - 2,0
Медь (Cu) - 0,2
Азот (N) - 0,04
Сера (S) - 0,001
Фосфор (P) - 0,019
Железо с обычными неизбежными примесями - Остальное
16. Слоистый корд, отличающийся тем, что содержит по крайней мере одно волокно по любому из пп.1 - 15.
| ПРОИЗВОДНЫЕ АРИЛСУЛЬФОНАМИДА, ИХ СМЕСИ ИЗОМЕРОВ ИЛИ ИНДИВИДУАЛЬНЫЕ ИЗОМЕРЫ И ИХ ФИЗИОЛОГИЧЕСКИ ПЕРЕНОСИМЫЕ АДДИТИВНЫЕ СОЛИ С ОСНОВАНИЯМИ И ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ, ОБЛАДАЮЩАЯ АНТИТРОМБИЧЕСКОЙ АКТИВНОСТЬЮ | 1992 |
|
RU2096405C1 |
| DE 3442799 A, 20.06.85 | |||
| МУФТА СВОБОДНОГО ХОДА | 0 |
|
SU182978A1 |
| Пряжка для ремня безопасности | 1982 |
|
SU1102482A3 |

