Изобретение относится к измерительной технике и может быть использовано для контроля размеров крупногабаритных изделий в трехмерном пространстве в прямоугольной системе координат, преимущественно рам тележек железнодорожного подвижного состава, например локомотивов, пассажирских вагонов, а также кранов и прочих конструкций.
Известен способ оптического контроля теоретических обводов летательных аппаратов, заключающийся в том, что рядом с измеряемым объектом устанавливают две взаимно перпендикулярные координатные линейки с перемещающимися по ним двумя оптическими трубами, а также установленными двумя катетометрами с отчетными устройствами, двумя целевыми знаками с перекрестиями, один из которых с отвесом устанавливается на объект в нижней части, фиксируются положения оптических труб на координатных линейках и положения катетометров, после чего второй целевой знак устанавливается на верхнюю часть обвода крыла и катетометры переводятся в номинальное значение вертикальной координаты этой точки и по отчетным устройствам катетометров судят о координатах контролируемой точки объекта, (см. описание изобретения к авторскому свидетельству N 258627, кл. 42b, 12/05, 1986).
К недостаткам описанного способа можно отнести значительные затраты времени, связанные с регулировкой уровня горизонта на оптической трубе при перемещении ее по вертикальной стойке, а соответственно и средства на получение координаты точки, связанные с вычислительными координатами по данным катетометров.
Известно устройство для определения линейного положения фиксирующих элементов стапельной оснастки, содержащей дистанционные шаговые линейки, оптические приборы, центровой целевой знак и приспособление, образованное двумя соединенными шарнирно плоскими звеньями с зеркальными поверхностями, установленными под заданным углом один к другому, (см. описание изобретения к авторскому свидетельству N 292863, кл. B 64 F 5/00, 1969).
К недостаткам описанного устройства относится значительно ограниченная функциональная цель и высокая стоимость измерения.
Известно устройство для определения положения в пространстве фиксирующих элементов, содержащее первую, вторую и третью координатные линейки, первая и вторая из которых расположены параллельно друг другу и перпендикулярно третьей, систему из четырех целевых знаков, два из которых расположены на второй и третьей линейках, а третий предназначен для скрепления с объектом, два лазерных излучателя расположены так, что оси их пучков параллельны, и пентапризму, установленную на третьей координатной линейке с возможностью перемещения вдоль нее и вращения вокруг оси, параллельной линейке, причем четвертый целевой знак кинематически связан с третьей координатной линейкой и имеет возможность вращения относительно оси, параллельной третьей координатной линейке и обеспечивает высокую точность отсчета координат, (см. описание изобретения к авторскому свидетельству N 1173183 кл. G 01 B 11/26, 1982).
К недостаткам описанного устройства относится направленность его на узко специализированную задачу, относительно высокая трудоемкость отсчета координаты, необходимость установочного приспособления для проверки дистанции между целевым знаком (четвертым) и отверстием знака для соединения с третьей линейкой.
Наиболее близким к предлагаемому решению, является способ и устройство для контроля геометрических параметров крупногабаритных изделий, описание в книге Е.Т.Вагнера и др. "Лазерные и оптические метолы контроля в самолетостроении. М. Машиностроение, 1977, с. 11 13, содержащие две взаимноперпендикулярные горизонтальные дистанционные линейки, причем основу координатной оптической системы составляет базовая прямоугольная система координат, образованная линиями визирования по горизонтальным осям, а вертикальная ось образована направляющей катетометра.
К недостаткам описанного решения можно отнести то, что прямоугольная система координат образована двумя оптическими линиями визирования, в горизонтальной плоскости, а в вертикальной механической направляющей катетометра. Трудоемкость получения координаты с помощью оптической системы значительно выше, чем с помощью лазерной, а при каждом вертикальном перемещении оптической трубы по стойке катетометра необходима дополнительная настройка уровня горизонта.
Целью изобретения является расширение технологических возможностей способов и устройство измерительной системы при контроле геометрических размеров крупногабаритных изделий общего машиностроения, обеспечение возможности контроля не только каркасных пространственных конструкций, но и сложных корпусных деталей.
В связи с тем, что все описанные способы и устройства для выполнения измерений крупногабаритных объектов создавались в основном с целью использования их в самолетостроительном производстве (например, при монтаже стапельной оснастки), где стоимость измерения значительно выше, а количество точек, для которых необходимо определение координат в пространстве, значительно меньше, чем в общем машиностроительном производстве, то все выше описанные устройства и способы несут в себе значительную трудоемкость получения координаты точки в пространстве. Одной из таких причин является то, что направляющие координатные линейки всегда монтируются рядом со стапельной оснасткой и встраиваются в систему координат изделия, в связи с этим получение координаты точки в пространстве сопряжено со значительным количеством настроек и регулировок.
Контроль размеров изделий общего машиностроения требует создания более дешевого и мобильного способа получения координаты точки в пространстве, позволяющей охватить широкую гамму контролируемых изделий.
Указанная цель достигается тем, что в способе размерного контроля крупногабаритных изделий используются четыре взаимно перпендикулярные координатные линейки с установленными на них излучателями, формирующими базовые опорные направления и перемещающимися поворотными устройствами с пентапризмами, поворачивающими опорный лазерный пучок на 90o в зону измерения, причем две координатные линейки размещены выше измеряемого объекта, установленного на отнивелированные опорные площадки, а две другие размещены ниже самой нижней контролируемой точки объекта, что дает возможность охватить все поверхности контролируемого изделия, при этом вертикальная координата выполнена так, что лазерный пучок, сканирующий в горизонтальной плоскости, может перемещаться с отсчетом координат вдоль вертикальной оси.
Для достижения указанного технического результата устройство, содержащее две взаимно перпендикулярные координатные линейки с установленными на них излучателями, формирующими базовые опорные направления и перемещающимися поворотными устройствами с пентапризмами, поворачивающими опорный лазерный пучок на 90o, в зону измерения и катетометр, дополнены еще двумя опорными координатные линейками с установленными на них аналогичными излучателями и каретками с поворотными устройствами, выполняющими аналогичные функции, кроме того, третья (вертикальная) координата обеспечивается специальным устройством, позволяющим сформировать вертикальное расположение лазерного пучка и с помощью аналогичной перемещающейся каретки с пентапризмой направлять в зону сканирующий горизонтально лазерный пучок, причем вертикальное перемещение этого пучка производится в отсчетом координаты.
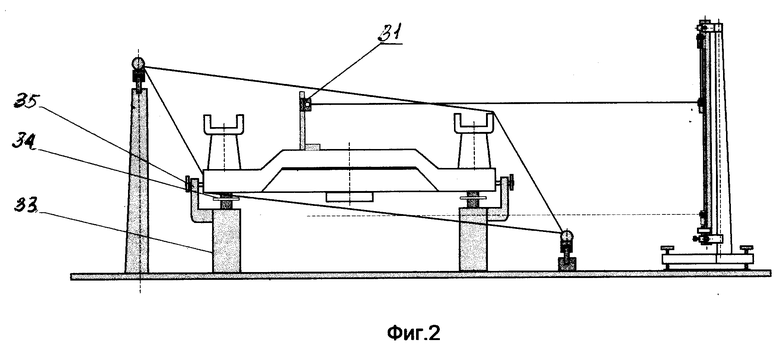
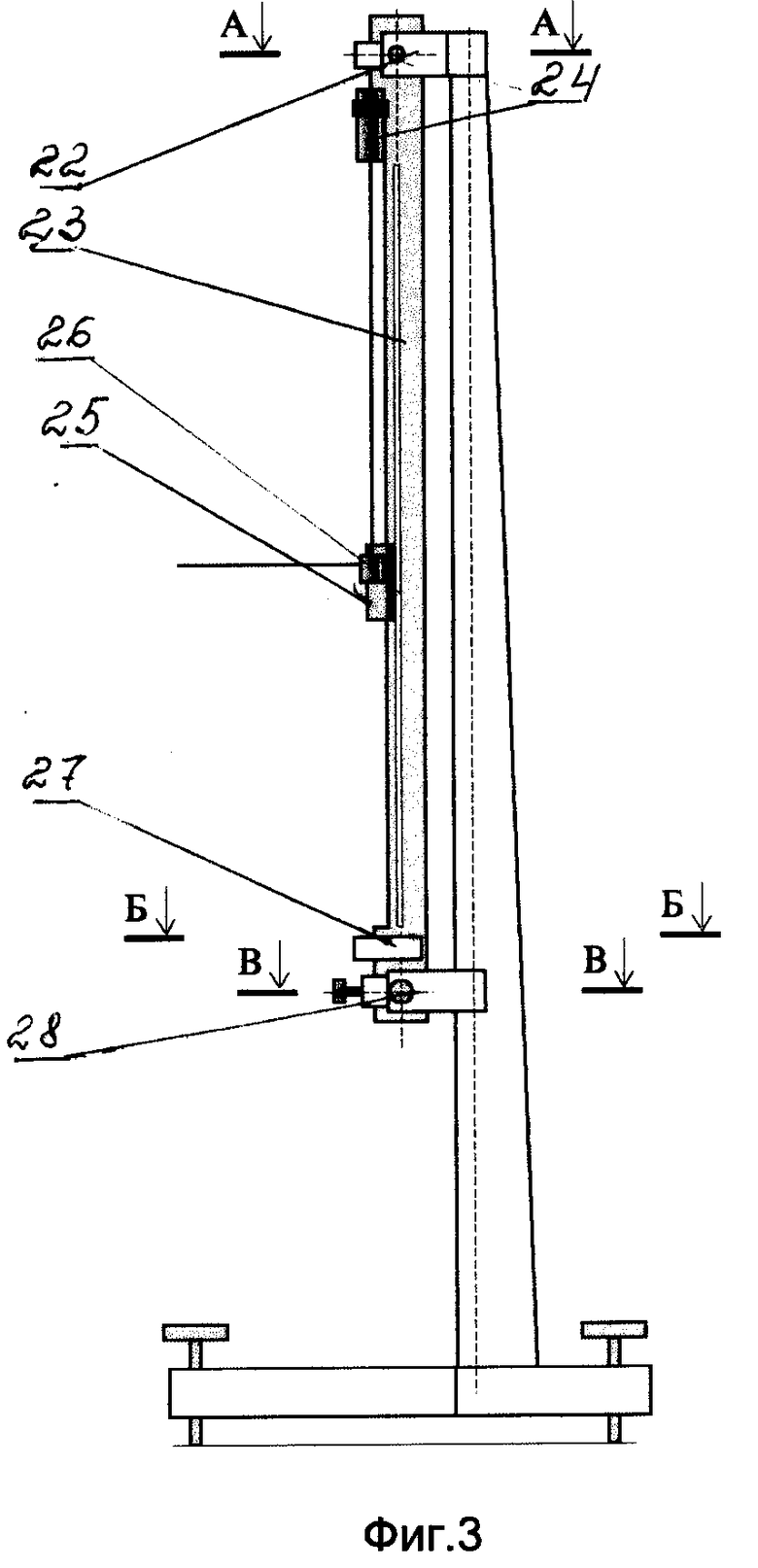
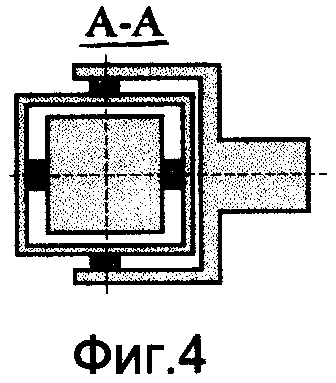
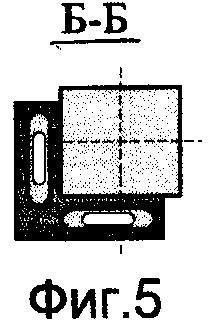
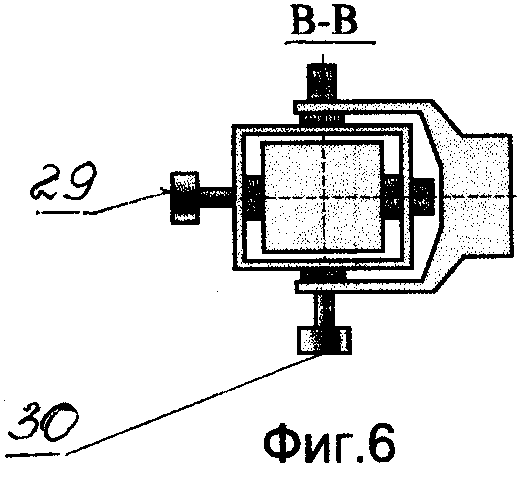
На фиг. 1 представлено устройство, общий вид; на фиг. 2 то же, вид спереди; на фиг. 3 устройство вертикальной координаты; на фиг. 4 сечение А-А (верхний шарнир); на фиг. 5 сечение Б-Б (узел размещения двух уровней горизонта); на фиг. 6 сечение В-В (узел регулировки вертикальной координаты).
Устройство для осуществления способа размерного контроля крупногабаритного изделия, преимущественно рам тележек локомотивов, содержит направляющие линейки 1, 2, 3, 4 (фиг. 1), расположенные взаимно перпендикулярно, попарно в верхнем положении, линейки 1, 2 (над верхним габаритным уровнем объекта) и нижнем положении, линейки 3, 4 (ниже габаритного уровня объекта). На одном из концов каждой из линеек расположены соответственно лазерные излучатели 5, 6 и 7, 8, формирующие координатные реперные оси в виде лазерных ортогональных узко направленных пучков, базирующихся по целевым знакам 9, 10 и 11, 12, расположенным на противоположных сторонах направляющих линеек.
По направляющим линейкам 1, 2, 3, 4 с возможностью продольного перемещения установлены подвижные каретки 13, 14, 15, 16 с пентапризмами 17, 18, 19, 20, смонтированными с возможностью поворота соответственно относительно осей лазерных пучков и отклоняющих их на угол 90o, в зону измерения объекта.
На отдельной опорной стойке 21 посредством шарнира 22 (фиг. 3, 4) закреплена координатная вертикальная направляющая линейка 23 с установленными на ней в верхней части излучателем 24 (фиг. 3), перемещающейся кареткой 25 с установленной на ней с возможностью вращения пентапризмой 26, а в нижней части направляющей линейки 23 установлен узел с двумя уровнями горизонта 27 (фиг. 5). Нижняя часть вертикальной направляющей линейки 23 крепится к опорной стойке 21 посредством двухкоординатного регулировочного узла 28 (фиг. 6), имеющего два взаимно ортогональных регулировочных винта 29, 30. Вращающаяся пентапризма 26 формирует в измерительном пространстве пучок с возможностью секторного поворота в пределах зоны контроля относительно оси координатной вертикальной направляющей линейки 23, что дает возможность формировать горизонтальную измерительную плоскость.
Для определения отклонения контролируемых поверхностей измеряемого объекта от горизонтальной плоскости служит штангенрейсмас 31 (фиг. 2) с перемещающимся вертикально целевым знаком и магнитным основанием, обеспечивающим быстрое крепление к объекту, устанавливаемый сверху или снизу, в данном случае рамы 32 тележки локомотива.
Рама 32 тележки локомотива установлена на опорные стойки 33, оснащенные регулировочными винтами 34, перемещающими раму по вертикали, и регулировочными винтами 35 для перемещения рамы по горизонтали, что дает возможность выставить раму тележки как в горизонтальном, так и в вертикальном положении. На измеряемой раме размещаются также быстросъемные приспособления 36, 37 с целевыми знаками 38, с помощью которых можно определять положение элементов конструкции рамы.
Предложенный способ размерного контроля и работа устройства для его осуществления производится следующим образом.
На регулировочные винты 34 опорных стоек 33 устанавливают раму 32 тележки локомотива. Лазерные пучки излучателей 5, 6, 7, 8, встраивают в целевые знаки 9, 10, 11, 12 соответственно. На направляющие линейки 1, 2, 3, 4 устанавливают подвижные каретки 13, 14, 15, 16 с пентапризмами 17, 18, 19, 20. Рядом с установленной рамой тележки 32 на опорной стойке 21 размещают координатную направляющую линейку 23.
Измерения выполняют следующим образом.
Вертикальную направляющую линейку 23, закрепленную на опорной стойке 21, выравнивают до вертикального положения с помощью регулировочных винтов 29, 30 (фиг. 6), определяя вертикальность с помощью уровней горизонта 27. Таким образом, сканирующий горизонтальный пучок пентапризмы 26, каретки 25 образует горизонтальную плоскость. Раму тележки 32 выравнивают до горизонтального положения, устанавливая поочередно штангенрейсмас 31 (фиг. 2) с целевым знаком в зоны регулировочных винтов 34 и подводя центр целевого знака штангенрейсмаса к лазерному пучку от вертикальной направляющей линейки 23.
После чего систему координат рамы тележки совмещают с системой координат устройства. Для этого пентапризму 20 на подвижной каретке 10 по опорной направляющей линейке 4 перемещают в среднее положение измерительного пространства. Лазерный пучок направляют в сторону рамы 32 и регулировочными винтами 35, базируясь лазерным пучком на навесные приспособления 36, встраивают продольную ось рамы 32 тележки в ось пучка. После встраивания рамы 32 тележки в прямоугольную систему координат устанавливают на измеряемые элементы конструкции навесные приспособления 37 с целевыми знаками. Далее встраивают опорный лазерный пучок, выходящий из пентапризмы 19 в целевой знак 37, фиксируют положение подвижной каретки по направляющей линейке и переводят пентапризму к другому элементу конструкции, фиксируя второе положение подвижной каретки, определяют размер между элементами конструкции. Метод отсчета величины перемещения каретки может выполняться различными способами, такими как шаговые отверстия на линейке; измерение по линейке на направляющей; с помощью растворимых или индуктивных датчиков перемещения, а также для более точных измерений возможно применение интерферометров.
Далее все измерения по координатным осям X и Y выполняют аналогично описанному.
Измерения по оси Z выполняют с помощью вертикальной направляющей линейки 23 и штангенрейсмаса 31 с перемещающимся вертикально целевым знаком. Пентапризму 26 вертикальной направляющей линейки 23 подводят к измеряемому объекту так, чтобы сканирующий горизонтально лазерный пучок размещался от измеряемого объекта на дистанции, доступной для целевого знака штангенрейсмаса 31. Штангенрейсмас 31 размещают на контролируемую поверхность рамы тележки 32, совмещают целевой знак штангенрейсмаса 31 со сканирующим горизонтально лазерным пучком, после чего перемещают штангенрейсмес 31 на следующую контролируемую поверхность, совмещают целевой знак штангенрейсмаса 31 и по отношению от первоначального положения судят о величине изменения геометрии. Для выполнения измерений, например в нижней зоне рамы тележки, сканирующий горизонтально лазерный пучок переводят в необходимое положение и контроль повторяется.
Таким образом, все параметры по координатным осям X, Y и Z могут быть проконтролированы предлагаемым комплексом.
Размещение двух пар взаимно ортогональных опорных линеек в верхнем и нижнем уровнях и размещение измеряемого объекта на регулируемых опорах (фиг. 2) дают возможность выполнять пространственный контроль геометрических параметров объектов, охватывая весь диапазон контролируемых размеров.
Предлагаемое решение значительно расширяет технологические возможности системы, повышает точность измерения, является универсальным измерительным средством для широкой гаммы изделий, которые из-за большой массы и габаритов невозможно транспортировать и контролировать на традиционных координатно-измерительных машинах (КИМ), а низкая точность геодезических приборов также не позволяет выполнить эту работу.
В соответствии с предлагаемым решением изготовлены макетные образцы устройства. Результаты проверки подтвердили высокую эффективность и надежность использования предлагаемого решения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения положения в пространстве фиксирующих элементов | 1982 |
|
SU1173183A1 |
| Марка для контроля соосности и прямолинейности | 1987 |
|
SU1490470A1 |
| Устройство для контроля положения в пространстве фиксирующих элементов | 1990 |
|
SU1737266A1 |
| СПОСОБ МОНТАЖА СБОРОЧНОГО ПРИСПОСОБЛЕНИЯ ДЛЯ ОТСЕКОВ И АГРЕГАТОВ САМОЛЕТА | 2006 |
|
RU2318702C2 |
| ЦИФРОВОЙ СКАНИРУЮЩИЙ РЕНТГЕНОДИАГНОСТИЧЕСКИЙ АППАРАТ | 2002 |
|
RU2217055C1 |
| СПОСОБ ДИСТАНЦИОННО-НЕКОНТАКТНОГО ОПРЕДЕЛЕНИЯ УРОВНЯ СРЕДЫ В РЕЗЕРВУАРЕ | 2001 |
|
RU2208768C2 |
| Способ разметки параллельных контрольных осевых линий для монтажа изделий | 1985 |
|
SU1402483A1 |
| Способ задания осевых линий судовых валопроводов | 1982 |
|
SU1039795A1 |
| Стенд контроля оптики | 1983 |
|
SU1114910A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ДЕФОРМАЦИЙ ПРОТЯЖЕННОГО ОБЪЕКТА | 2010 |
|
RU2445572C1 |
Использование: в измерительной технике и, конкретно, - для размерного контроля крупногабаритных изделий, в том числе корпусных, в частности, рам тележек железнодорожного подвижного состава. Сущность в части способа заключается в том, что изделие контролируется в прямоугольной системе координат, сформированной из пяти опорных линий визирования в виде лазерных пучков, причем две взаимно перпендикулярные опорные линии размещены ниже габаритного уровня контролируемого изделия, а две другие выше, верхний и нижний уровни опорных лазерных пучков смежно параллельны, что дает возможность сканировать изделие по всем контролируемым поверхностям, а пятая опорная линия размещена вертикально и формирует третью координату. Сущность изобретения в части устройства заключается в том, что устройство для осуществления способа размерного контроля крупногабаритного изделия снабжено дополнительными взаимно перпендикулярными дистанционными линейками 3, 4, размещенными во втором уровне относительно измеряемого объекта и смежно с первой парой дистанционных линеек 1, 2, которые параллельно увязаны, а между уровнями на регулируемых точечных опорах размещено контролируемое изделие, при этом вертикальная координата выполнена в виде вертикально расположенной дистанционной линейки 26, шарнирно закрепленной на опорной стойке 21 с возможностью вертикальной регулировки и контроля положения по закрепленной на дистанционной линейке 26 паре уровней горизонта 27, а на дистанционной линейке 26 размещены лазерный излучатель опорного светового пучка, каретки с вращающейся пентапризмой формирующей горизонтальную сканируемую плоскость. 2 с. п. ф-лы, 6 ил.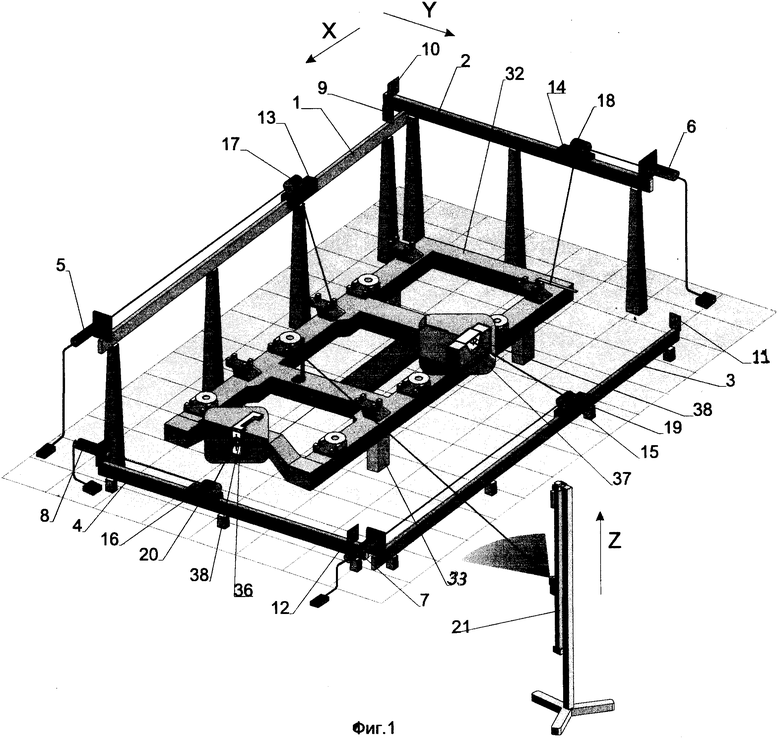
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1173183, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Вагнер Е.Т | |||
| и др | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
