Изобретение относится к области агрегатно-сборочного производства в самолетостроении.
Широко известен способ монтажа сборочных приспособлений с применением специальных технологических процессов, обеспечивающих высокую точность установки его фиксирующих и зажимных элементов (А.Л.Абибов. Технология самолетостроения. М.: Машиностроение, 1970, с.523-532). Сущность этого способа заключается в том, что фиксирующие и зажимные элементы приспособлений монтируют не непосредственно на жесткие элементы каркаса (например, балки), а на промежуточные (установочные) элементы их крепления (стаканы, втулки), в которые фиксирующие и зажимные элементы закрепляют при помощи специальной цементной массы. Для обеспечения требуемой точности монтажа во время заливки фиксирующие и зажимные элементы удерживают в заданном положении при помощи монтажных эталонов и макетов собираемых изделий или инструментальных стендов и плаз кондукторов.
Основным недостатком способа монтажа сборочных приспособлений с использованием эталонов и макетов собираемых изделий, равно как и с использованием макетов и эталонов при взаимной увязке приспособлений или их проверке и ремонте, является высокий объем трудовых и материальных затрат, необходимых для изготовления и поддержания точностных характеристик самих эталонов, обеспечения их взаимной согласованности по фактическим размерам, высокий уровень затрат, связанный с трудностями их дублирования. Кроме того, сама постановка эталона в действующее приспособление, при необходимости его контроля или ремонта, является трудоемкой операцией, сопряженной с разборкой несущих элементов приспособлений замкнутой конструкции и, как правило, с длительной остановкой производственного цикла.
Наиболее близким к данному изобретению по техническому решению и достигаемому результату является способ монтажа сборочного приспособления с использованием инструментального стенда для точной установки и удержания в заданном положении фиксирующих и зажимных элементов (Б.Н.Марьин. Технологическое обеспечение аэродинамических обводов современного самолета. М.: Машиностроение-1, 2001, с.60-63), принятый за прототип. При этом необходимое положение фиксирующих элементов определяется в инструментальном стенде посредством координатных линеек, а собранные каркасы приспособлений или их отдельные элементы устанавливают на столе инструментального стенда так, чтобы их координатные оси были параллельны координатным линейкам стола, а начало отсчета установочных размеров крепления фиксирующих элементов приспособлений совмещалось с началом отсчета координатных линеек.
Основным недостатком описанного в прототипе способа монтажа сборочного приспособления является невозможность размещения на столе инструментального стенда крупногабаритных стапелей и сборочных стендов в полном объеме их конструктивной схемы, а следовательно, и невозможность его полноценного применения для указанной номенклатуры приспособлений в процессе их окончательной сборки на месте установки.
Задачей настоящего изобретения является сокращение количества эталонного оснащения при монтаже сборочного приспособления путем расширения технологических возможностей координатных средств монтажа с обеспечением монтажа крупногабаритных приспособлений непосредственно на месте их установки в цехах производства, то есть исключение без потери точности и качества из технологических циклов монтажа крупногабаритных сборочных приспособлений эталонов и макетов собираемых изделий (агрегатов самолета), а также исключение инструментальных стационарных стендов с их низкой эффективностью применяемости для обозначенной номенклатуры сборочных приспособлений.
Согласно изобретению способ монтажа сборочного приспособления для отсеков и агрегатов самолета включает установку на каркасе приспособления фиксирующих элементов в промежуточные узлы, в которых фиксирующие элементы заливают цементной массой, при этом установку и проверку заданного положения фиксирующих элементов до затвердевания цементной массы осуществляют при помощи координатных линеек. При монтаже сборочного приспособления внутри него устанавливают реперную балку с совмещением ее плоскости симметрии с плоскостью симметрии сборочного приспособления либо параллельно ей на заранее выставленные в приспособлении съемные реперные фундаменты, при этом реперная балка снабжена продольной двухлучевой лазерно-оптической системой, оптические оси которой, будучи взаимно параллельны, совпадают с плоскостью симметрии балки, балка снабжена вдоль своей оси продольной координатной линейкой, которая служит одновременно направляющей, на которую устанавливают координатор, имеющий систему координатных стоек и съемных горизонтальных координатных линеек, при этом координатор выполнен с возможностью фиксации и контролируемого перемещения по продольной координатной линейке вдоль оси X до совмещения его базы координат с теоретически обозначенным положением по дистанции и возможностью его фиксированной настройки по осям Y, Z до совмещения его базы координат с оптическими осями двухлучевой лазерной системы, после чего выставляют съемные горизонтальные координатные линейки по теоретически обозначенным координатам и устанавливают на этих линейках зажимной элемент, центрируя по двум имеющимся на зажимном элементе базовым отверстиям, фиксирующий элемент устанавливают в промежуточном узле на каркасе приспособления, после чего фиксирующий элемент заливают в промежуточном узле цементной массой и выдерживают до затвердевания цементной массы, затем координатор перемещают по балке для установки следующего ряда фиксирующих и зажимных элементов.
При данном способе монтажа сборочного приспособления для отсеков и агрегатов самолета (фюзеляж, двигательные балки, крыло) обеспечивается (без применения монтажных эталонов и инструментальных стендов) возможность производства работ, связанных с монтажом и контролем, непосредственно на местах их установки в цехах агрегатно-сборочного производства. Данный способ обеспечивает также в составе полной конструктивной схемы сборку крупногабаритных приспособлений, изготавливаемых по частям на различных видах оборудования, при этом достигается качество монтажа и точность взаимного расположения отдельных элементов конструкции после их стыковки.
Использование предлагаемого изобретения в сравнении с прототипом позволяет не только расширить технологические возможности координатного способа изготовления сборочного приспособления, но и резко сократить степень применяемости инструментальных стендов и эталонного оснащения при изготовлении сборочного приспособления.
Сущность изобретения поясняется графическими материалами.
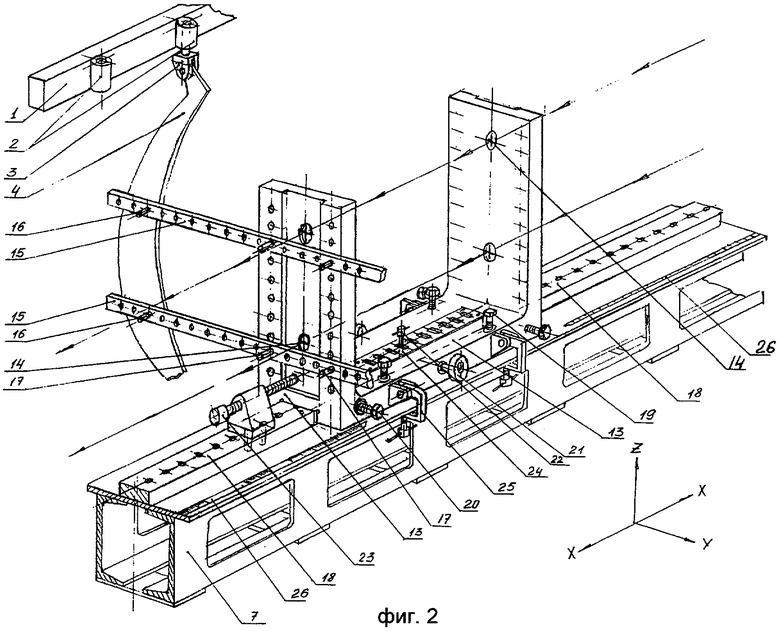
На фиг.1 в качестве примера сборочного приспособления представлен симметричный, наиболее характерный стапель сборки агрегатов фюзеляжа самолета. На фиг.2 с большей детализацией представлено сборочное приспособление с заведенной внутрь реперной балкой, снабженной продольной координатной линейной.
На фиг.1, 2 изображены: каркас 1 сборочного приспособления, промежуточные узлы 2. Промежуточный узел 2 предназначен для вставки в него фиксирующего элемента 3, соединенного с зажимным элементом 4. Реперные плиты 5 сборочного приспособления, съемные реперные фундаменты 6 приспособления, реперная балка 7, фланцевые узлы 8 стыковки частей реперной балки 7, щит-излучатель 9 двухлучевой оптико-лазерной системы, щит-мишень 10 двухлучевой оптико-лазерной системы, лазерный излучатель 11, целевые знаки 12 мишени, корпус координатора 13, целевые знаки 14 координатора 13, горизонтальные координатные линейки 15, фиксаторы 16 по базовым отверстиям зажимных элементов 4, фиксаторы 17 горизонтальных линеек, продольная координатная линейка 18 реперной балки 7, регулировочные узлы 19 выставления координатора 13 по оси «Z», регулировочные узлы 20 выставления координатора 13 по оси «Y», ролики 21 с эксцентриковой осью для перемещения координатора 13 вдоль реперной балки 7 по оси «X», фиксатор 22 выставленного положения координатора, горизонтальный винтовой домкрат 23 для точной доводки координатора по оси «X», вспомогательная координатная линейка 24 корпуса координатора с поперечно-пазовыми отверстиями, устройство 25 жесткой фиксации положения координатора 13, мерительная сборно-разборная линейка 26.
Способ монтажа сборочного приспособления для отсеков и агрегатов самолета осуществляют следующим образом.
В окончательно установленном на рабочее место каркасе 1 сборочного приспособления на реперные плиты 5 выставляют по оси приспособления съемные реперные фундаменты 6, при этом высота фундаментов для каждого сборочного приспособления выбирается индивидуально, исходя из соображений обеспечения максимальной компактности собираемой координатной системы. Затем при помощи штатного грузоподъемного оборудования внутрь каркаса 1 сборочного приспособления заводят по частям элементы реперной балки 7, выставляют ее отдельные части на фундаменты 6 с предварительной стыковкой отдельных частей балки по фланцевым узлам 8. Затем на противоположных концевых частях предварительно собранной реперной балки 7 выставляют с одной стороны щит-излучатель 9 с лазерными излучателями 11, а с другой стороны - щит-мишень 10 с целевыми знаками 12. При этом щиты, лазерные излучатели, целевые знаки 12 настраивают таким образом, чтобы образовать двухлучевую оптико-лазерную систему, расположенную как в плоскости симметрии балки, так и в плоскости симметрии самого сборочного приспособления, при строгой взаимной параллельности лазерных лучей. Далее при помощи смонтированной оптико-лазерной системы с использованием дополнительных, промежуточных щитов-мишеней с целевыми знаками (промежуточные щиты на фиг.1, 2 не представлены) выполняют проверку точности стыковки отдельных частей балки. После контроля точности окончательно затягивают фланцевые узлы 8 стыковки. Далее на продольную координатную линейку 18 реперной балки 7 с помощью грузоподъемного оборудования устанавливают корпус координатора 13, переводят ролики 21 с эксцентриковой осью в рабочее положение и, ориентируясь по мерительной линейке 26, перекатывают координатор 13 вдоль продольной координатной линейки 18 до предварительного, ближайшего размера с последующим переводом роликов 21 в нерабочее положение. Затем при помощи устанавливаемого на продольную координатную линейку 18 горизонтального винтового домкрата 23 доводят координатор 13 до положения, при котором возможна его фиксация по оси X через поперечно-пазовое отверстие вспомогательной линейки 24 за цилиндрическое отверстие линейки 18 фиксатором 22. При этом установка фиксатора 22 свидетельствует о выставлении координатора на требуемый для конкретного ряда фиксирующих и зажимных элементов приспособления размер по оси X, кратный 5, а возможный «недобор» до теоретического положения всей настраиваемой координатной системы при этом будет составлять менее 5 мм. Далее при помощи регулировочных узлов 19, 20 последовательным перемещением координатора 13 по осям Z, Y выставляют его в положение, при котором соответствующие целевые знаки координатора попарно совпадают с соответствующими лучами двухлучевой оптико-лазерной системы. Такое совпадение свидетельствует о совмещении координатной базы координатора 13 с оптическими осями лазерной системы, а следовательно, и с теоретической продольной базой самого сборочного приспособления. После чего узлами 19, 20 и зажимами 25 окончательно фиксируют и закрепляют корпус координатора 13 на реперной балке 7. Далее на систему вертикальных координатных стоек корпуса координатора, в соответствии с теоретической координатной схемой конкретного ряда устанавливаемых элементов сборочного приспособления, выставляют горизонтальные координатные линейки 15 и закрепляют их фиксаторами 17. Далее также в соответствии с теоретической координатной схемой на горизонтальные координатные линейки 15 закрепляют зажимные элементы 4 сборочного приспособления фиксаторами 16. При этом в промежуточных узлах 2 устанавливают фиксирующие элементы 3. Затем в промежуточный узел 2, в который установили фиксирующий элемент 3, вводят твердеющую цементную массу. В течение 7-15 минут всю координатную систему, с закрепленными на ней конструктивными элементами сборочного приспособления, выдерживают в стационарном положении до затвердевания цементной массы. После чего координатор в соответствии с теоретической схемой перемещают и настраивают его координатную базу для установки следующего ряда фиксирующих и зажимных элементов сборочного приспособления. Представленная в изобретении на фиг.1, 2 конструкторско-технологическая схема предполагает применение одновременно на одной, заведенной в сборочное приспособление, реперной балке нескольких координаторов с одновременным монтажом в сборочном приспособлении сразу нескольких рядов фиксирующих и зажимных элементов. Это в значительной степени сокращает продолжительность технологического процесса монтажа сборочного приспособления.
Использование предлагаемого изобретением способа монтажа сборочного приспособления для отсеков и агрегатов самолета позволяет при расширении технологических возможностей координатных средств монтажа без потери точности исключить при монтаже применение как дорогостоящих и громоздких монтажных эталонов, макетов, так и инструментальных стендов, что обеспечивает значительную экономию материальных и трудовых ресурсов. Предлагаемый изобретением способ делает оперативно доступным и малозатратным практически любую доработку конструкции действующих стапелей, связанную с введением дополнительных фиксирующих и зажимных элементов, что объективно обусловлено процессом постоянного совершенствования как самой конструкции агрегатов самолета, так и технологии их изготовления.
Способ монтажа сборочного приспособления для отсеков и агрегатов самолета включает установку на каркасе приспособления фиксирующих элементов в промежуточные узлы, в которых фиксирующие элементы заливают цементной массой. При монтаже сборочного приспособления внутри него устанавливают реперную балку с совмещением ее плоскости симметрии с плоскостью симметрии сборочного приспособления либо параллельно ей на заранее выставленные в приспособлении съемные реперные фундаменты. Реперная балка снабжена продольной двухлучевой лазерно-оптической системой, оптические оси которой, будучи взаимно параллельны, совпадают с плоскостью симметрии балки. Балка снабжена вдоль своей оси продольной координатной линейкой, на которую устанавливают координатор, имеющий систему координатных стоек и съемных горизонтальных координатных линеек. Координатор выполнен с возможностью фиксации и контролируемого перемещения по продольной координатной линейке вдоль оси X и возможностью его фиксированной настройки по осям Y, Z. Предлагаемый способ делает оперативно доступным и малозатратным практически любую доработку конструкции действующих стапелей, связанную с введением дополнительных фиксирующих и зажимных элементов. 2 ил.
Способ монтажа сборочного приспособления для отсеков и агрегатов самолета, включающий установку на каркасе приспособления фиксирующих элементов в промежуточные узлы, в которых фиксирующие элементы заливают цементной массой, при этом установку заданного положения фиксирующих элементов до затвердевания цементной массы осуществляют при помощи координатных линеек, отличающийся тем, что при монтаже сборочного приспособления внутри него устанавливают реперную балку с совмещением ее плоскости симметрии с плоскостью симметрии сборочного приспособления либо параллельно ей на заранее выставленные в приспособлении съемные реперные фундаменты, при этом реперная балка снабжена продольной двухлучевой лазерно-оптической системой, оптические оси которой, будучи взаимно параллельны, совпадают с плоскостью симметрии балки, балка снабжена вдоль своей оси продольной координатной линейкой, на которую устанавливают координатор, имеющий систему координатных стоек и съемных горизонтальных координатных линеек, при этом координатор выполнен с возможностью фиксации и контролируемого перемещения по продольной координатной линейке вдоль оси X до совмещения его базы координат с теоретически обозначенным положением по дистанции и возможностью его фиксированной настройки по осям Y, Z до совмещения его базы координат с оптическими осями двухлучевой лазерной системы, после чего выставляют съемные горизонтальные координатные линейки по теоретически обозначенным координатам и устанавливают на этих линейках зажимной элемент, центрируя по двум имеющимся на зажимном элементе базовым отверстиям, фиксирующий элемент устанавливают в промежуточный узел на каркасе приспособления, после чего фиксирующий элемент заливают в промежуточном узле цементной массой и выдерживают до затвердевания цементной массы, затем координатор перемещают по балке для установки следующего ряда фиксирующих и зажимных элементов.
| Способ сборки стапеля | 1990 |
|
SU1819825A1 |
| СПОСОБ СБОРКИ ИНТЕРЬЕРА САЛОНА ПАССАЖИРСКОГО САМОЛЕТА | 2003 |
|
RU2240962C2 |
| СПОСОБ МОНТАЖА СТАПЕЛЯ ДЛЯ СБОРКИ АГРЕГАТОВ | 1992 |
|
RU2103201C1 |
| СПОСОБ РЕАБИЛИТАЦИИ ПАЦИЕНТОВ С ПАТОЛОГИЕЙ ОПОРНО-ДВИГАТЕЛЬНОГО АППАРАТА | 2004 |
|
RU2276600C2 |
| Дополнительная генерация и накопление электроэнергии в поездах | 2020 |
|
RU2788743C1 |
| US 3616075 А, 26.10.1971. | |||

