Изобретение относится к машиностроению и может быть использовано на предприятиях авиа- и судостроения для проведения монтажа,контроля и исправления выявленных погрешностей стапельно- сборочных, примерочных, прогоночных, контрольных и других приспособлений.
Известны лазерные, центрирующие измерительные системы монтажа и контроля в самолетостроении.
Лазерные центрирующие измерительные системы типа ЛЦИС представляют собой комплекс оптико-электронных приборов и устройств, которые в процессе эксплуатации компонуются в измерительные координатные системы, обеспечивающие монтаж стапелей и их безмакетную увязку. Лазерный луч, выходя из излучателя, проходя коллиматор и попадая на устройство для разворота, выполняющее функции координатора лазерного луча, сканирующего лазерный луч в плоскости, перпендикулярной его первоначальному направлению, направляется к объекту измерения, где на экране установленного целевого знака по концентрическим окружностям луча определяется точность ориентации. Все приборы и устройства лазерной центрирующей измерительной системы располагаются на специальных подставках, кронштейнах, опорном пути из специальных линеек, установленных вдоль и поперек обозначенных осей.
Известно устройство для определения положения в пространстве фиксирующих элементов, содержащее первую, вторую и третью координатные линейки, первая и вторая из которых расположены параллельно друг другу и перпендикулярно третьей, систему из трех целевых знаков, два из которых расположены на второй и третьей линейках, а третий предназначен для
XI
GJ
XI ю о о
скрепления с объектом, два лазерных излучателя, расположенных так, что оси их пучков параллельны, и пентапризму, установленную на третьей координатной линейке с возможностью перемещения вдоль нее и вращения вокруг оси, параллельной линейке, и четвертым целевым знаком, кинематически связанным с третьей координатной линейкой, установленной с возможностью перемещения по ней и вра- щения вокруг оси, параллельной этой линейке, и перпендикулярно направлению излучения, выходящему из пентапризмы. Первый лазерный излучатель, целевой знак, установленный на второй линейке, располо- жены вдоль одной оси пучка, а второй лазерный излучатель, пентапризма и целевой знак, установленный на третьей линейке, расположены вдоль другой оси пучка.
Недостатком известного устройства я в- ляется то, что оно реализует контроль положения в пространстве фиксирующих элементов, расположенных в ортогональных направлениях. Наклонно расположенные фиксирующие элементы данной конструкции контролировать не представляется возможным, поэтому достоверность контроля низкая.
Целью изобретения является расширение технологических возможностей контро- ля.
Поставленная цель достигается тем, что устройство, создающее первую, вторую и третью координатные линейки, первая и вторая из которых расположены параллель- но одна другой и параллельно оси симметрии стапеля и перпендикулярно третьей, систему из трех целевых знаков, два из которых расположены на третьей линейке и третий расположен на первой линейке или отдельно стоящей стойке за ней, излучатели, расположенные так, что оси пучков двух из них параллельны третьей линейке, три поворотных устройства с пентапризмой, расположенных и скользящих по одной на каждой линейке, снабжено приспособлением, содержащим головку с экранами, расположенными на взаимно перпендикулярных плоскостях для ориентации лазерного луча и нивелировочной линейки, установленной на одной оси с регулировочной пластиной в проушине переходника, в верхней части которого выполнены отверстия для установки его на фиксирующем элементе, а для устранения обнаруженного дефекта оно снабже- но разъемной обоймой со струбциной.
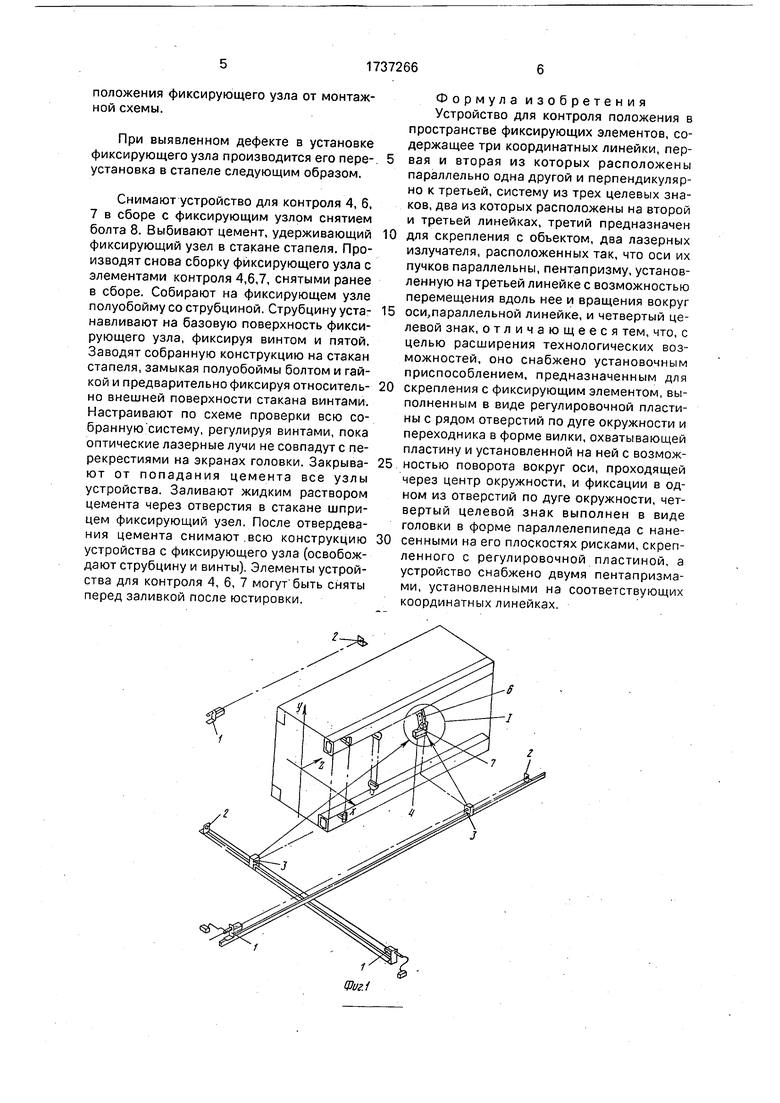
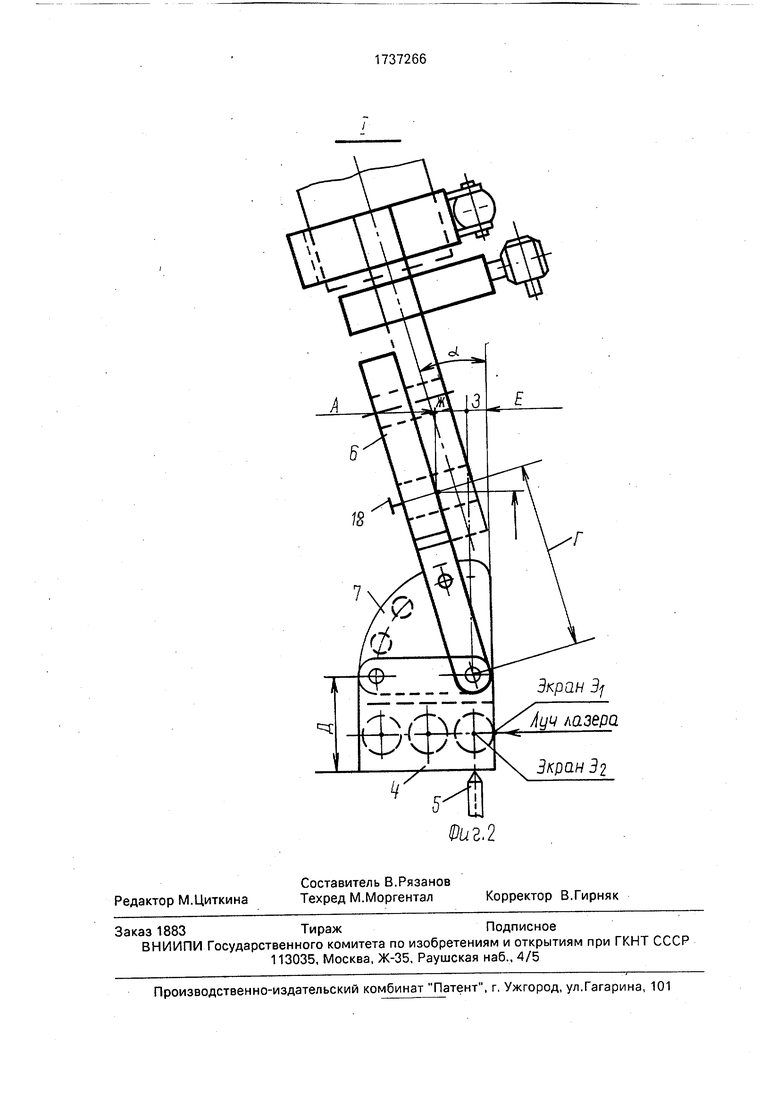
На фиг. 1 показана монтажная схема устройства для контроля и монтажа фиксирующих узлов и элементов стапеля; на фиг. 2 - узел I на фиг. 1.
Устройство для контроля и монтажа фиксирующих узлов и элементов содержит две линии координатных линеек вдоль оси симметрии стапеля и третью линию поперечных линеек, перпендикулярную оси симметрии, на которых расположены по одному источнику излучения 1, одному целевому знаку 2 на противоположном конце линеек и по одной пентапризме 3 в середине между источником излучения и целевым знаком, поворачивающей луч на 90 в сторону головки 4. Головка 4 на взаимно перпендикуляр- ных плоскостях имеет экраны для ориентации лазерного луча и нивелировочной линейки 5. В верхней части головки имеются не менее двух отверстий для фиксации с переходником 6 и регулировочной пластинкой 7 в узле, осью вращения и фиксатором. Головка, установленная в проушине переходника 6, выполнена в виде вилки.
Переходник 6 имеет отверстия для установки на фиксирующем узле. Ввиду различной конструкции фиксирующих узлов стапеля могут использоваться переходники различной конструкции, где одинаково присутствует проушина, в которой размещены головка 4 и регулировочная пластинка 7. В случае использования фиксирующего узла с одним отверстием типа уха необходимо дополнительное отверстие для установки приспособления.
Контроль положения фиксирующего узла осуществляется следующим образом.
В схеме монтажа определены все размеры до соответствующих точек на поверхности головки 4 (перекрестий экранов) по трем осям X, Y, Z, определены все конструктивные размеры (типа J , И) и расчетные размеры (типа Г, Ж, 3) для перехода на расчетную проверяемую точку фиксирующего узла, Все размеры входящих в устройство для контроля и монтажа фиксирующих узлов деталей постоянны, кроме значения угла а и местонахождения отверстия на регулируемой пластине 7 по штырь. Собирается переходник 6, регулируемая пластина 7 и головка 4 по схеме, устанавливается на базовую плоскость проверяемого фиксирующего узла и жестко фиксируется болтом 8.
Оптические лазерные лучи от источника излучения 1, направляясь к целевому знаку 2, разворачиваются поворотным устройством с пентапризмой 3 на соответствующий экран головки 4. Совпадение оптических лазерных лучей с перекрестиями экранов на головке 4 на закрепленном фиксирующем узле констатирует правильное его положение в пространстве.
Несовпадение лучей с перекрестиями экранов говорит о дефекте, об отклонении
положения фиксирующего узла от монтажной схемы.
При выявленном дефекте в установке фиксирующего узла производится его пере- установка в стапеле следующим образом.
Снимают устройство для контроля 4, 6, 7 в сборе с фиксирующим узлом снятием болта 8. Выбивают цемент, удерживающий фиксирующий узел в стакане стапеля. Производят снова сборку фиксирующего узла с элементами контроля 4,6,7, снятыми ранее в сборе. Собирают на фиксирующем узле полуобойму со струбциной. Струбцину уста- навливают на базовую поверхность фиксирующего узла, фиксируя винтом и пятой. Заводят собранную конструкцию на стакан стапеля, замыкая полуобоймы болтом и гайкой и предварительно фиксируя относитель- но внешней поверхности стакана винтами. Настраивают по схеме проверки всю собранную систему, регулируя винтами, пока оптические лазерные лучи не совпадут с перекрестиями на экранах головки. Закрыва- ют от попадания цемента все узлы устройства. Заливают жидким раствором цемента через отверстия в стакане шприцем фиксирующий узел. После отвердевания цемента снимают всю конструкцию устройства с фиксирующего узла (освобождают струбцину и винты). Элементы устройства для контроля 4, 6, 7 могут быть сняты перед заливкой после юстировки.
Формула изобретения Устройство для контроля положения в пространстве фиксирующих элементов, содержащее три координатных линейки, первая и вторая из которых расположены параллельно одна другой и перпендикулярно к третьей, систему из трех целевых знаков, два из которых расположены на второй и третьей линейках, третий предназначен для скрепления с объектом, два лазерных излучателя, расположенных так, что оси их пучков параллельны, пентапризму, установленную на третьей линейке с возможностью перемещения вдоль нее и вращения вокруг оси,параллельной линейке, и четвертый целевой знак, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено установочным приспособлением, предназначенным для скрепления с фиксирующим элементом, выполненным в виде регулировочной пластины с рядом отверстий по дуге окружности и переходника в форме вилки, охватывающей пластину и установленной на ней с возможностью поворота вокруг оси, проходящей через центр окружности, и фиксации в одном из отверстий по дуге окружности, четвертый целевой знак выполнен в виде головки в форме параллелепипеда с нанесенными на его плоскостях рисками, скрепленного с регулировочной пластиной, а устройство снабжено двумя пентапризма- ми, установленными на соответствующих координатных линейках.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗМЕРНОГО КОНТРОЛЯ КРУПНОГАБАРИТНОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2096741C1 |
| СПОСОБ МОНТАЖА СБОРОЧНОГО ПРИСПОСОБЛЕНИЯ ДЛЯ ОТСЕКОВ И АГРЕГАТОВ САМОЛЕТА | 2006 |
|
RU2318702C2 |
| ЛАЗЕРНАЯ ВИЗИРНАЯ СИСТЕМА | 2002 |
|
RU2245513C2 |
| Устройство для определения положения в пространстве фиксирующих элементов | 1982 |
|
SU1173183A1 |
| Устройство для контроля прямолинейности образующих поверхности крупногабаритных объектов | 1990 |
|
SU1733924A1 |
| СПОСОБ СБОРКИ ИНТЕРЬЕРА САЛОНА ПАССАЖИРСКОГО САМОЛЕТА | 2003 |
|
RU2240962C2 |
| УСТРОЙСТВО для ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ В ПРОСТРАНСТВЕ ФИКСИРУЮЩИХ ЭЛЕМЕНТОВ СТАПЕЛЬНОЙОСНАСТКИ | 1967 |
|
SU190783A1 |
| Способ установки секции при изготовлении корпуса судна и устройство для его осуществления | 1984 |
|
SU1248886A1 |
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО СНЯТИЯ ПРОЕКЦИОННЫХ РАЗМЕРОВ ОБЪЕКТА | 2004 |
|
RU2251382C1 |
| Стенд для контуровки корпусных конструкций | 1983 |
|
SU1100187A1 |
Изобретение относится к машиностроению и может быть использовано для проведения монтажа и контроля. Цель изобретения - расширение технологических возможностей контроля. Оптические лазерные лучи от источника излучения, направляясь к целевому знаку, разворачиваются поворотным устройством с пентапризмой на соответствующий экран головки устройства. Совпадение оптических лазерных лучей с перекрестиями экранов на головке, закрепленной на фиксирующем узле, свидетельствует о правильном его положении в пространстве. При выявлении дефекта в установке фиксирующего узла производится его переустановка в стапеле 2 ил.
5
| Вагнер Е | |||
| Т | |||
| и др | |||
| Лазерные и оптические методы контроля в самолетостроении | |||
| М.: Машиностроение, 1977, с | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Устройство для тонкого грохочения материалов,преимущественно рудных | 1982 |
|
SU1113183A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
