Это изобретение относится к устройствам и способам для соединения проводников и, в особенности, к соединителям, образующим паяные стыки между проводниками в таких изделиях, как электрическая проводка (электрические жгуты) автомобилей и т.п.
Электрическая проводка, изготовляемая, например, для автомобильной промышленности, часто бывает очень сложной. В некоторых случаях она изготовляется путем образования двух или большего количества узловых сборов, проводов, контактов, соединителей и других элементов, а затем путем электрического соединения узлов сборок. В таком случае узлом электропроводки можно управлять с помощью компьютера, позволяющего посредством монитора, проводящему сборку оператору видеть неисправности и проверять правильность выполнения операции сборки на каждом этапе установки электроповодки. Для того чтобы этот процесс контроля осуществлялся, концы проводников узловых сборок соединены, например, посредством пружинных контактов, и электрический ток пропускается через узел с выдачей сигнала, который удостоверяет, что проводка собрана правильно. Только после получения положительных результатов такой проверки зажимы убираются и образуют постоянное электрическое соединение.
Международная заявка N W087/05447 описывает кабельный стыковочный зажим, содержащий внешний конический корпус, имеющий аналогичную "червячную" пружину, навитую из проволоки с квадратным поперечным сечением. Внешний корпус содержит также металлический шарик, находящийся в контакте с "червячной" пружиной и доступный с внешней части зажима через отверстие во внешнем корпусе. Зажим имеет то преимущество, что электрические измерения могут проводиться в местах стыка не убирая зажима путем установки испытательного датчика в отверстие и его контакта с металлическим шариком.
Известны устройства для образования соединения между электрическими проводниками, которые в общем включают сжимающуюся при нагреве гильзу, содержащую припой. (см. Международную заявку N W088/09068, патент США N 3243211). Гофрированный соединитель, описанный в патенте США N 3708611, а соединитель типа "проволочная гайка", описан в заявке на Европейский патент N 0432662.
Задачей настоящего изобретения являлось создание устройства и способа образования соединения между электрическими проводниками, обеспечивающих более полное поглощение направленного на устройство излучения путем нового выполнения внешней поверхности соединительного элемента.
Согласно одному аспекту, настоящее изобретение представляет собой устройство для образования электрического соединения между набором электрических проводников, которое содержит электрически изолирующую гильзу, металлический соединительный элемент размещенный внутри гильзы, и некоторое количество припоя для образования постоянного электрического соединения между проводниками, причем соединительный элемент имеет неровную внешнюю поверхность, от которой значительная доля любого излучения, направленного радиально на внешнюю поверхность элемента, будет отражаться, по крайней мере, дважды.
Устройство согласно настоящему изобретению имеет то преимущество, что позволяет соединительному элементу, а потому и припою, если они находятся в тепловом контакте, быть более чувствительными к инфракрасному излучению, используемому для нагрева устройства, потому что большая доля излучения поглощается элементом благодаря увеличенному количеству отражений.
Желательно, чтобы устройство имело соединительный элемент с конусообразной внутренней поверхностью, имеющей винтовую резьбу, для того, чтобы временное электрическое соединение можно было образовывать поворачивая, соединительный элемент вокруг проводников.
Согласно другому аспекту, изобретение представляет собой способ образования соединения между электрическими проводниками, который включает:
размещение вокруг проводников устройства, включающего в себя изолирующую гильзу, металлический соединительный элемент, размещенный внутри гильзы, и некоторое количество припоя, причем соединительный элемент имеет конусообразную внутреннюю поверхность с винтовой резьбой и неровную внешнюю поверхность;
вращение устройства вокруг проводников для удержания их в соединительном элементе;
соединение инфракрасного излучения, направленного радиально внутрь для нагрева устройства и расплавления припоя с образованием постоянного соединения между проводниками; при этом значительная доля излучения отражается как минимум дважды от внешней поверхности соединительного элемента.
В общем виде соединительный элемент может иметь любую форму, хотя предпочтительно, чтобы он был образован путем наматывания отрезка провода для получения конусообразной катушки, так чтобы изгибы обмотки образовывали винтовую резьбу. Желательно, чтобы внутренняя поверхность соединительного элемента была хотя бы отчасти конической, например, она может быть конической или усеченно-конической. Если соединительный элемент выполнен из проволоки, он может захватить связку проводников, введенную в него, благодаря упругости проволоки и благодаря тому, что он несколько расширится радиально при введении проводников. В предпочтительном варианте реализации это устройство может быть радиально расширено в своем смягченном состоянии при изготовлении устройства так, чтобы оно радиально сжималось, или пыталось это сделать, при образовании постоянного соединения. Так, например, пружина может сохранять свою форму против действия упругих сил от гильзы или припоя, пытающихся вернуть ее в начальное состояние, а размягчение гильзы или расплавление припоя позволяет пружине вернуться в начальное состояние. Например, может быть создана выпуклость на внутренней поверхности гильзы или припоя, которая исчезнет при нагреве устройства. Степень расширения не обязательно должна быть большой, например, она может быть не больше 5% и даже не больше 2% так как может оказаться желательным, чтобы катушка находилась в контакте с припоем при нагреве устройства.
Предпочтительно, чтобы проволока имела многоугольное, и в особенности квадратное, поперечное сечение. Проволока может быть выполнена из любого пригодного металла или сплава металлов, но желательно, чтобы она выполнялась из меди, и в особенности из меди, имеющей ту же степень чистоты, что и традиционно используемая в электрических проводниках.
Можно применять другие конфигурации соединительного элемента. Например, его можно выполнить из сплошного куска металла, на котором метчиком нарезана винтовая резьба на его внутренней поверхности, а на внешней поверхности нарезана еще одна резьба или имеются фрезерованные желобки.
Уровень неровности внешней поверхности должен быть такой, чтобы основная часть (по меньшей мере 50%) любого радиального, направленного внутрь излучения отражалась как минимум дважды, более предпочтительно, чтобы, по меньшей мере, 70% и в особенности 90% любого излучения отражались бы от внешней поверхности как минимум дважды.
Нами установлено, что в случае выполнения проволоки из меди твердой закалки около 60% энергии инфракрасного излучения, используемого для нагрева устройства, поглощается медью, когда излучение попадает на поверхность, и около 40% отражается обратно. В случае выполнения устройства согласно настоящему изобретению, имеющего соединительный элемент, образованный из проволоки с квадратным сечением, и, кроме того, зависящего от геометрической конструкции этого элемента, например, от ориентации проволоки и от величины его конусности, большая часть излучения, направленного радиально на внешнюю поверхность соединительного элемента, дважды отражается от наружной поверхности проволоки прежде, чем рассеяться.
Если поперечное сечение проволоки изменить, так что угол между соседними наружными плоскостями в смежных витках уменьшится до значения меньше 90o, доля излучения, отраженного только раз, снизится (обычно до нуля), а доля излучения, отраженного три и большее число раз, увеличивается по мере уменьшения угла, что еще больше снижает энергию излучения, рассеиваемую элементом. Угол между смежными наружными поверхностями желобков (образованы ли они нарезкой метчиком или фрезерованием, или же за счет смежных витков проволоки) предпочтительно не должен превышать 90o. В некоторых случаях желательно, чтобы угол у смежных витков был меньше 80o, например, меньше 70o, и в особенности был в диапазоне от 40o до 65o. В качестве примера, при выполнении соединительного элемента, у которого наружные поверхности находятся под углом 60o, приблизительно 80% падающего излучения отражается три раза, а 20% отражается дважды, что приводит к величине поглощения порядка 92% падающего излучения.
Обычно проволока имеет квадратное или ромбовидное поперечное сечение и установлена так, что части проволоки, образующие внутреннюю поверхность соединительного элемента, представляют собой винтовую резьбу. В этом случае соединительный элемент можно ввернуть в соединяемые проводники для того, чтобы создать временное электрическое соединение, например, для проверки до образования постоянного соединения.
В самом широком аспекте этого изобретения, устройство включает в себя соединительный элемент, имеющий одну конусообразную внутреннюю поверхность, так что, например, можно образовать соединение внахлестку между проводниками в жгуте, введенных с одного конца гильзы, когда второй конец гильзы, к примеру, закрыт. Однако возможно, чтобы устройство согласно этому изобретению включало в себя соединительные элементы с двумя концевыми частями, одна или обе из которых выполнены в виде конусообразной катушки из спиралевидной проволоки, так что, например, линейное соединение внахлестку можно создать между парой связок проводников. Можно использовать соединительные элементы, в которых один конец не имеет винтовой резьбы, а связка проводников просто вталкивается в соединительный элемент. Если соединительный элемент снабжен винтовой резьбой на каждом конце, обе резьбы могут иметь одно и то же направление, или же одна может быть с правой резьбой, а другая с левой. Поскольку для образования временного соединения нет необходимости закручивать гильзу вокруг проводников более, чем на четверть или на половину оборота, выбор направления не вызывает особых проблем. Однако можно сделать так, чтобы концевые части соединительного элемента вращались относительно друг друга. Например, обе концевые части, образованные из проволоки, могут поддерживаться на небольшом цилиндрическом соединительном элементе путем навивки части проволоки в кольцевой желобок соединительного элемента.
Если концевые части соединительного элемента вращаются относительно друг друга, желательно образовать гильзу из двух частей, причем каждая часть может размещаться на одной из концевых частей соединительного элемента, так что концевые части соединительного элемента можно повернуть путем поворота той части гильзы, в которой он размещен.
Обычно гильза восстанавливает свои геометрические размеры, при нагревании, а это значит, что изделие обладает конфигурацией, которую можно значительно изменять при тепловой обработке. Обычно эти изделия при нагревании восстанавливают свою первоначальную форму, из которой они ранее были деформированы, но термин "восстанавливающий свои размеры при нагреве", используемый здесь, относится также к изделию, которое после нагрева принимает новую конфигурацию, даже если его предварительно не деформировать.
В самом распространенном виде такие изделия содержат сжимающуюся при нагревании эластичную или пластичную гильзу, выполненную из полимерного материала, обладающего свойством "памяти", как например, в патентах США NN 2027962; 3086242 и 3597372. Как явствует, например, из патента США N 2027962, первоначальная форма со стабильными размерами при нагревании может приобретать переходную форму, например, прессованная трубка расширяется при нагревании, переходя в нестабильную форму. В других вариантах заранее сформированное, стабильное при нагреве изделие деформируется в геометрически нестабильную форму отдельного вида.
При производстве восстанавливающихся при нагревании изделий полимерный материал может быть образован поперечными связями на любой стадии производства изделия, что превышает его способность восстанавливать геометрические размеры. Один из способов производства восстанавливающегося при нагреве изделия включает в себя придание полимерному материалу необходимой стабильной при нагреве формы, нагрев изделия до температуры, превышающей точку плавления кристалла или, в случае аморфных материалов, точку размягчения полимера, деформирование изделия и его охлаждение в деформированном состоянии, так что деформированное состояние изделия сохраняется. При использовании, поскольку деформированное состояние изделия нестабильно при нагреве, воздействие тепла заставит изделие принять свою начальную стабильную при нагреве форму.
То, что концы проводников заключены в соединительном элементе, также уменьшает риск того, что какая-нибудь проволока проткнет гильзу во время ее восстановления. Кроме того, проводящий элемент может действовать как теплоотвод, предотвращая устройство от перегрева во время восстановления.
Как указывалось выше, устройство содержит некоторое количество припоя, то есть некоторое количество мягкого припоя в отличие от твердого припоя для образования паяного соединения. Например, припой может быть представлен в виде эвтектического состава Sn63Pb37, который плавится, когда изделие нагревается и гильза восстанавливается, или это может быть более сложный состав припоя с разными точками плавления, как описано в Международной заявке N W088/09068. В устройстве такого вида плавление компонента с более высокой точкой плавления, например, эвтектики Sn96,5, Ag3,5, обеспечит индикацию того, что устройство нагрето достаточно, чтобы расплавился состав с более низкой точкой плавления с образованием удовлетворительного паяного стыка. При необходимости, припой с более низкой точкой плавления может иметь неэвтектический состав, например, как это описано в Международной заявке N W090/09255, при этом компоненты припоя с более высокой и с более низкой точкой плавления могут совместно образовывать эвтектический состав. Например, неэвтектический компонент с более низкой точкой плавления Sn60Pb40 можно применять вместе с компонентом, имеющим более высокую точку плавления и образованным из чистого олова в определенном соотношении, как образована и эвтектика Sn63Pb37. Преимущество использования двухкомпонентного припоя, и в особенности олова, в комбинации с Sn60Pb40, состоит в том, что оно снижает возможность возникновения эффекта "фитиля", то есть, перемещения припоя вдоль проводов и из общей зоны из-за капиллярного действия, оказываемого свитыми проводниками, что может быть вызвано продолжительным нагреванием устройства.
Припой можно разместить в любом месте, откуда он может попадать в соединительный элемент для образования паяного стыка. Припой можно использовать в виде кольца или в другом виде, например, в форме шарика, и его можно располагать симметрично вокруг оси гильзы или чтобы он выступал относительно нее. Элемент припоя может, например, размещаться на конце с меньшим диаметром соединительного элемента. В таком случае он может иметь форму шарика или пробки, или же он может размещаться у конца с большим диаметром соединительного элемента, например, в виде кольца. Размещение припоя по оси так, чтобы он примыкал к соединительному элементу, создает то преимущество, что поглощение инфракрасного излучения будет происходить по всей длине соединительного элемента. Однако в этом случае недостаток заключается в том, что тепловой контакт между припоем и соединительным элементом снижается. Ввиду этого более предпочтительным является размещение припоя вокруг внешней поверхности соединительного элемента в форме кольца, так как в этом варианте как тепловой контакт между припоем и соединительным элементом улучшается (поскольку расплавленный припой может протекать через витки соединительного элемента). Однако из-за плоской ориентированной наружу поверхности припоя инфракрасное излучение отражается только один раз в области, где кольцо припоя "заслоняет" соединительный элемент. По этой причине предпочтительно использовать относительно толстое кольцо припоя (в радиальном направлении), имеющее относительно малые размеры по оси, с тем, чтобы ограничить степень "затенения" соединительного элемента припоем, сохраняя при этом высокую степень теплового контакта между ними. Так, например, предпочтительно, чтобы кольцо припоя имело длину по оси не более чем в три раза, и в особенности, в один-два раза превышающую его толщину по радиусу. Можно использовать несколько припоев, например, в случае, когда соединительный элемент имеет более одной конусообразной внутренней поверхности для образования соединения внахлестку.
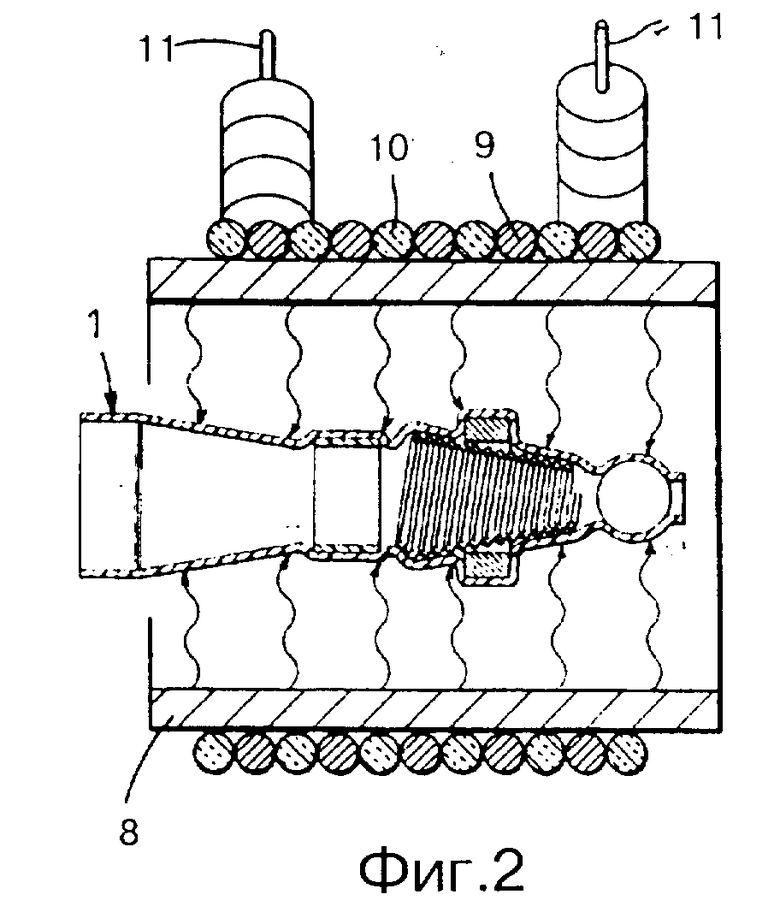
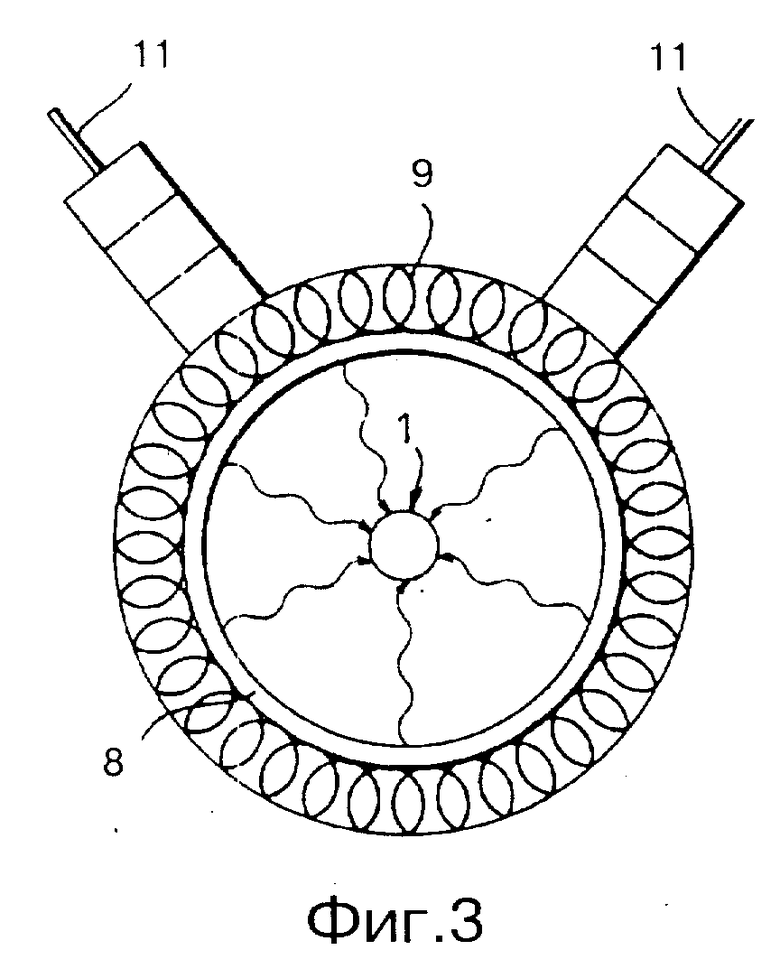
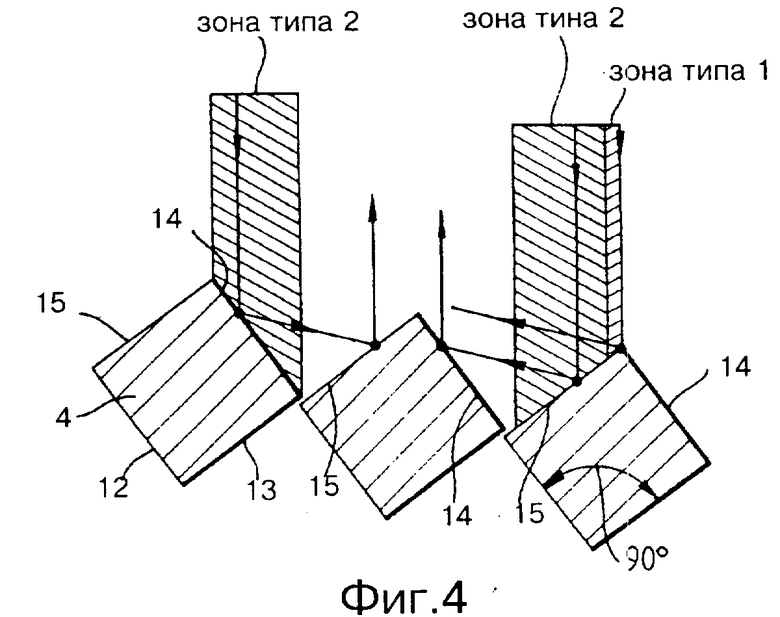
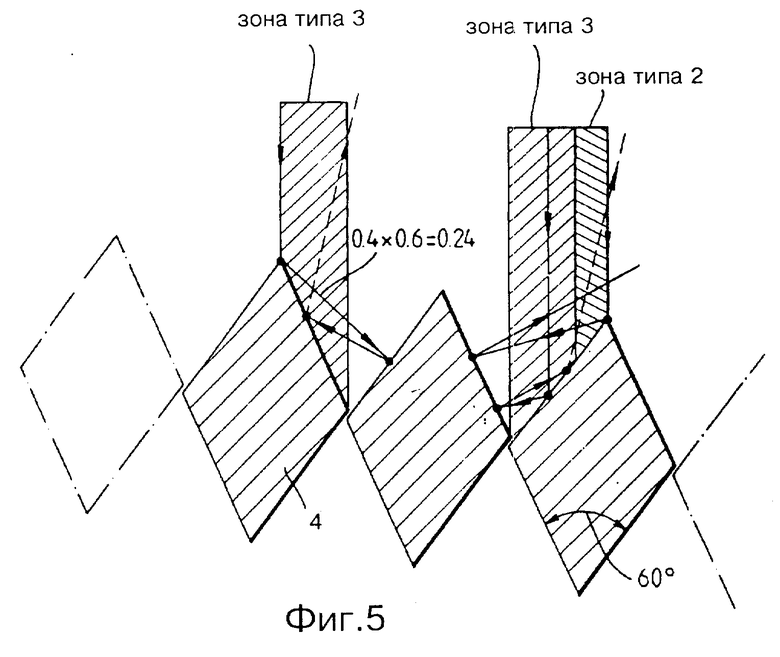
Вид устройства и способ его установки представлены на сопроводительных чертежах, где на фиг. 1 продольное сечение устройства; на фиг. 2 и 3 - боковой вид устройства и вид с торца, когда оно размещено в инфракрасном нагревателе; на фиг. 4 траектория излучения, падающего на соединительный элемент устройства, образованный из проволоки с квадратным поперечным сечением; на фиг. 5 траектория излучения, падающего на соединительный элемент устройства с ромбовидным поперечным сечением.
Устройство 1 для образования электрического соединения между рядом электрически изолированных проводов содержит восстанавливающую свои размеры при нагреве гильзу 2, выполненную из образованного из поперечных связей и расширенного поливинилидин-фторида, и соединительный элемент 3, сформированный как усеченно-коническая пружина или катушка из твердо закаленной проволоки. Медная проволока может иметь поперечное сечение в форме квадрата, как показано на фиг. 4, или ромба, как показано на фиг. 5, где стороны, образующие наружные поверхности проволоки, расположены под углом приблизительно 60o относительно смежной стороны и под углом приблизительно 120o относительно другой смежной стороны. Как показано на фиг. 5, проволока навита вверх, так что грани, образованные наружными поверхностями с углом 60o размещены с внутренней и с внешней стороны элемента, причем внутренние грани образуют винтовую резьбу для удержания соединяемых проводов. Один конец проволоки, размещенный на конце с меньшим диаметром соединительного элемента 3, согнут так, что проходит через ось катушки и препятствует проходу соединяемых проводов. В некоторых случаях может быть полезным увеличить диаметр катушки 3, раскрыв концы медной проволоки 4 и удержав их в этом положении.
Кольцо 5 эвтектического припоя Sn63Pb37 размещено вокруг внешней поверхности соединительного элемента 3 между последним и сжимающейся при нагреве гильзой 2. Кольцо припоя относительно толстое и короткое, а его длина по оси примерно в два раза превышает его толщину по радиусу, поэтому большая часть соединительного элемента остается открытой.
Один конец гильзы в области конца меньшего диаметра соединительного элемента заранее восстановлен в форме сферического герметизирующего элемента 6, выполненного из плавкого полимерного материала, например, полиэтилена. И имеется еще один герметизирующий элемент 7 в форме кольца, размещенный внутри гильзы 2 и примыкающий к другому концу соединительного элемента 3.
Инфракрасный нагреватель как таковой содержит кварцевую трубку 8, вокруг которой намотан нагревательный резистивный элемент 9 и керамическая прокладка 10. Нагревательный элемент 9 подходит к клеммовым участкам 11, а сам элемент окружен изолирующим диском.
Фиг. 4 и 5 это сечения, проведенные через некоторые витки соединительного элемента. На фиг. 4 показаны витки устройства согласно этому изобретению, образованные из проволоки с квадратным сечением, а на фиг. 5 показаны витки устройства с проволокой, имеющей ромбовидное поперечное сечение. Медная проволока, образующая соединительный элемент, была выполнена с образованием четырех наружных поверхностей, и ориентирована она так, что грань, образованная между смежными наружными поверхностями 12 и 13, создает внутреннюю винтовую резьбу соединительного элемента (около 10o) и слегка закручены. Как можно видеть из фиг. 4, большая часть инфракрасного излучения, падающего на внешнюю поверхность соединительного элемента, будет отражаться от наружной поверхности, например, от поверхности 14, на смежную наружную поверхность 15 соседнего витка, после чего она отражается назад, по радиусу наружу. Области соединительного элемента, в которых это происходит, показаны как "зона типа 2". Кроме того, имеется небольшая область, названная "зоной типа 1", в которой излучение отражается от элемента только один раз. В этой конфигурации 93,7% поверхности типа 2 и 6,3% типа 1. Если 60% мощности падающего излучения поглощается и 40% отражается, полная составляющая мощности падающего излучения, которая поглощается, равна, в соответствии с простым расчетом, 82,5% В устройстве, показанном на фиг. 5, в котором угол между наружными поверхностями проволоки 4 уменьшен от 90o до 60o, все падающее излучение отражается дважды (показано как "зона типа 3"). Такая конфигурация, как показывает аналогичный расчет, дает значение 91,7% общей составляющей поглощаемой мощности падающего излучения.
Для того, чтобы образовать электрическое соединение между проводами в жгуте, их концы очищают от изоляции и вставляют в открытый конец устройства 1, проталкивая их до тех пор, пока их концы не уткнуться в конец проволоки 4, который был согнут по оси катушки и действует как стопор. Провода и устройство размещают затем по оси в инфракрасном нагревателе, как схематически показано на фиг. 2 и 3.
Когда устройство 1 вставляется в трубку 8 и нагреватель включается, инфракрасное излучение от нагревательного элемента будет направляться радиально внутрь на устройство, заставляя припой 5 плавиться и стекать в соединительный элемент через витки, а восстанавливающуюся гильзу сжиматься вокруг проводов.
Пример. Скорость, с которой нагревались испытываемые элементы, определялась формированием механически обработанных усеченно-конических элементов с разными внешними поверхностями, но с одинаковыми массами. Один из элементов имел плоскую конусообразную внешнюю поверхность, внешняя поверхность второго была механически обработана с образованием ряда V-образных желобков, в которых наружные поверхности в каждом желобке образовывали угол 90o относительно друг друга, а третий элемент был механически обработан таким же образом, как и второй, но угол между наружными поверхностями составлял 50o. Жесткая термопара была смонтирована внутри элементов, и они помещались внутри печи. Регистрировались значения температуры, которую элементы достигли после одной минуты нагрева. Результаты испытаний представлены в таблице, из которой видно, что элементы с малым углом (50o) между наружными поверхностями ребра (грани) нагревались значительно быстрее, чем другие.

Существо: устройство для образования соединения между проводниками содержит восстанавливающую свои размеры при нагреве гильзу, внутри которой расположен металлический конусообразный соединительный элемент, и некоторое количество припоя. Внешняя поверхность соединительного элемента выполнена неровной с обеспечением, по крайней мере, двойного отражения значительной части инфракрасного излучения, радиально падающего на нее. Поперечное сечение проволоки, которая образует соединительный элемент, может быть квадратным или ромбовидным. Угол между смежными сторонами граней внешней поверхности соединительного элемента не должен превышать 90o. 2 с. и 7 з.п. ф-лы, 5 ил., 1 табл.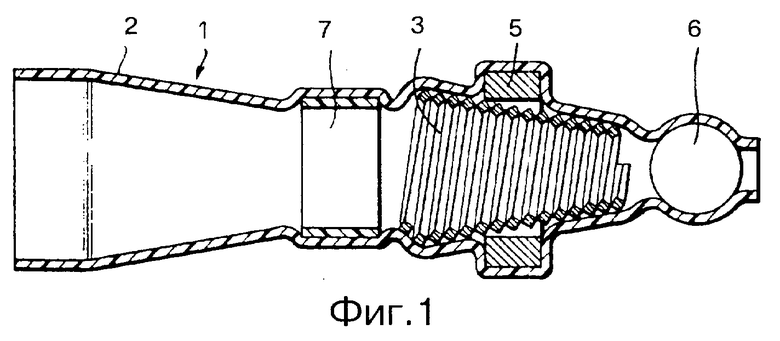
| WO, заявка, 8705447, кл.H 01R 4/22, 1987 | |||
| US, патент, 3708611, кл.174 - 84, 1973 | |||
| EP, заявка, 043662, кл | |||
| Механический грохот | 1922 |
|
SU41A1 |
| WO, заявка, 88/09068, кл.H 01R 4/72, 1988. | |||
