Изобретение относится к способу и устройству для герметизации области контактных участков электрического проводного соединения как минимум с одним контактным участком. Проводное соединение представляет собой электрический провод, который включает как минимум один электрический проводник с изоляцией и как минимум один проводящий электричество элемент, соединенный с электрическим проводом. При изготовлении проводного соединения с электрического проводника снимают изоляцию в области контактных участков, то есть металлический материал провода оказывается оголен. Проводящим электричество элементом может быть, например, второй провод, электрический соединитель, электрический замыкающий контакт и т.п.
Предлагаемый способ в особенности подходит для проводных соединений, включающих электрические провода с несколькими электрическими кабелями. Электрические провода, например, могут иметь одно- или многопроволочные жилы. Одна из областей применения предлагаемого способа - герметизация контактных участков на жгутах проводки для бортовой электросети автомобиля.
При определенных условиях использования электрических приборов возникает опасность, что через подключенный к прибору электрический провод в устройство может попасть жидкость, например вода или масло. Под действием капиллярного эффекта проникающая жидкость может продвигаться в пространство между оболочкой кабеля и изоляцией отдельных жил или между изоляцией жилы и металлической жилой. Если провод состоит из нескольких отдельных жил, то жидкость может проникать в проводное соединение и пространство между жилами, приводя к коррозии и ухудшая проводимость места соединения и кабеля вплоть до разрушения электрического кабеля.
Известно применение стыковых соединений для защиты жил электрических проводов от проникновения влаги в продольном направлении. Также возможно нанесение уплотнительного средства вакуумным способом. В качестве альтернативного варианта можно использовать провода, не подверженные капиллярному эффекту, но стоимость таких проводов достаточно высокая.
В патенте DE 3871607 Т2 приводится описание способа продления срока службы многожильного электрического кабеля питания. При использовании данного способа промежуточные пространства внутри кабеля заполняют способной к отверждению смесью, которая защищает от проникновения воды. После этого текучую смесь отверждают.
В патенте DE 10138104 А1 приводится описание способа для герметизации электрического провода с несколькими отдельными жилами внутри внешнего слоя изоляции. Сначала с провода удаляется сегмент внешней изоляции, чтобы свободно уложить соответствующий участок жил. Затем как минимум на одном отрезке этого участка выполняется компрессия и сварка проволочных жил для создания массивного сегмента без зазора, в который может проникнуть жидкость. Последний этап может быть выполнен, например, с помощью ультразвуковой, лазерной или электроннолучевой сварки проволочных жил на открытом участке.
В патенте DE 102009041255 В3 приводится описание способа изготовления электрического провода с уплотнением, не пропускающем жидкость в продольном направлении. Первым шагом является рассечение провода в месте, где должно находиться уплотнение. Затем снимают оболочку провода на соответствующем конце. После этого выполняют электропроводную пайку соответствующих жил на обоих концах кабеля. Для этого соответствующие концы жил напаивают на противоположные концы проводящих дорожек, используемых в качестве подложки, расположенных на расстоянии друг от друга на общей плате и разделенных выемками в такой плате. Плату с припаянными концами кабеля вкладывают в форму. Затем герметично заливают или набрызгивают полимерный материал на всю зону соединения от оболочки одного конца провода до оболочки другого конца провода.
В патенте ЕР 2922145 А2 приведено описание способа осуществления электрического соединения двух концов электрического провода. Сначала освобожденные от изоляции концы провода вводят в соединительную гильзу. При этом как минимум один из концов провода располагается в камере соединительной гильзы. Камера имеет перегородку, которая герметично изолирует ее от другого конца провода. В предпочтительном варианте реализации уплотнительный элемент с рукавом, укрепленным на элементе таким образом, чтобы рукав выступал из камеры в осевом направлении, вводят в камеру соединительной гильзы. Затем выступающий из камеры рукав выворачивают на соединительную гильзу таким образом, что он формирует вокруг нее оболочку. Рукав, являющийся термоусадочным, на соединительной гильзе подвергают термоусадке.
В патенте DE 69324913 Т2 приводится описание способа изготовления паяного соединения для большого числа проволок. Для этого проволоки сначала соединяют путем их ввода в соединитель. Соединитель включает гильзу по размеру, которая восстанавливает форму после нагрева, расположенный внутри гильзы соединительный элемент, который можно нагревать индукционным способом, и паяную вставку, которая имеет термический контакт с соединительным элементом. Затем соединитель нагревают. Соединительный элемент подвергают воздействию переменного магнитного поля для того, чтобы он нагрелся за счет индукции и паяная вставка расплавилась. Одновременно снаружи гильзу нагревают при помощи горячего воздуха или инфракрасного излучения.
Кроме того, используются уплотнительные элементы из легкоплавкого полимерного материала, расположенные вне области контактных участков. Уплотнительные элементы расплавляются под действием горячего воздуха.
Из уровня техники известно применение термоусадочных рукавов с плавким клеем. Такие рукава подвергаются усадке на области контактных участков посредством приложения внешней энергии. При этом плавкий клей, находящийся на внутренней стороне термоусадочного рукава, запрессовывают в имеющиеся полости посредством давления на рукав. Для увеличения склеивающей области плавкий клей можно нанести на область контактных участков или закрепить на области контактных участков твердые частицы клея. Недостаток этого способа состоит в том, что из-за высокой теплопроводности электрический провод не нагревается в достаточной степени, и плавкий клей слишком сильно остывает еще до того, как проникнет в самые дальние пустоты. При этом плавкий клей теряет текучесть и уже не может заполнить пустоты целиком, что приводит к недостаточно эффективной герметизации места соединения. Эта проблема особенно часто возникает при герметизации сложных проводных соединений, то есть при увеличении количества проводов и их поперечного сечения. Кроме того, герметичность обеспечивается только в непосредственной близости к контактному участку. На примыкающих участках достигается лишь ограниченное уплотнение. Нагрев термоусадочного рукава снаружи, практикуемый в известном уровне техники, имеет тот же недостаток, что и электрические проводники, соединение которых требуется герметизировать и которые достигают максимальной температуры только к концу процесса. Термоусадочный рукав продолжает деформироваться, пока материал провода в месте, которое необходимо герметизировать, еще недостаточно нагрелся и клей, прикасаясь к такому проводу, остывает и теряет текучесть. Кроме того, для полного прогрева требуется относительно долгий процесс нагрева.
Так, например, в патенте WO 1997/0239247023924 А1 приведено описание электрического соединителя для электрического соединения как минимум двух электрических проводов. Соединитель имеет термоусадочный рукав с внутренним слоем плавкого клея. Соединитель нагревается с помощью индукции - при этом сначала расплавляется припой, а затем плавкий клей и материал термоусадочного рукава.
Таким образом, задача настоящего изобретения состоит в том, чтобы предложить способ и устройство для герметизации области контактных участков как минимум с одним местом контакта электрических проводных соединений, которые будут обеспечивать улучшенную герметизацию, в том числе для сложных проводных соединений и проводов с большим поперечным сечением. Наряду с уплотнением в месте герметизации должна обеспечиваться также герметичность в продольном направлении, то есть не только между изоляцией и электрическим проводником, но и внутри многопроволочной жилы.
Для решения этой задачи служит способ в соответствии с прилагаемым пунктом 1 формулы изобретения, устройство в соответствии с пунктом 7 формулы изобретения и способ уплотнения в соответствии с пунктом 9 формулы изобретения.
Предлагаемый способ включает следующую последовательность действий: после выполнения электрического проводного соединения электротехническим способом, например после сварки нескольких электрических проводов, на область контактных участков надевают термоусадочный рукав, закрывающий первую зону, которая по длине в обоих направлениях перекрывает область контактных участков. Первая зона выходит за пределы области контактных участков. Затем выполняют нагрев термоусадочного рукава до температуры усадки. Существенным признаком изобретения является то, что одновременно с нагревом термоусадочного рукава выполняют индукционный нагрев электрического провода как минимум в области контактных участков. Посредством нагрева термоусадочного рукава снаружи и одновременного индукционного нагрева электрического провода (изнутри) плавкий клей внутри термоусадочного рукава и (или) на поверхности контактных участков достигает рабочей температуры.
В предпочтительном варианте реализации используется такой способ индукционного нагрева электрического проводника в области контактных участков, чтобы температура на поверхности и внутри проводника была не ниже температуры плавления (рабочей температуры) плавкого клея. Таким образом подлежащие герметизации участки внутри электрического провода, в том числе между проводами внутри одной жилы, достигают достаточно высокой температуры, чтобы расплавленный до жидкого состояния клей не твердел преждевременно и лучше проникал в полости электрического провода, обеспечивая его герметизацию. Тепло, создаваемое индукционным способом на электрическом проводнике, одновременно передается на изоляцию провода вблизи контактного участка, помогая расплавить ее именно в этом месте. Такой порядок действий способствует также полной герметизации пространства между изоляцией провода и проводником и обеспечивает долговременное удержание клея в полостях внутри соединения.
Существенным преимуществом предлагаемого способа является то, что дополнительный индукционный нагрев обеспечивает прямое образование тепла в материале провода. Целенаправленный подвод энергии обеспечивается за счет соответствующей материалу провода частоты индукции, геометрии индуктора, предпочтительно локально изменяемой плотности энергии и времени воздействия. Дополнительный индукционный нагрев обеспечивает повышение температуры внутри термоусадочного рукава. Таким образом, плавкий клей может глубоко проникнуть внутрь электрического провода, сохраняя необходимую для оптимальной обработки текучесть. Для этого следует выбирать плавкий клей, оптимальная текучесть которого достигается при температуре, близкой к точке плавления изоляции провода. При этом плавкий клей сможет оптимальным образом проникнуть во все полости и обеспечить хорошую герметизацию. Это особенно существенно при обработке многожильных соединений, так как плавкий клей проникает в капилляры жил и позволяет экономичным способом получить провод без капиллярного эффекта. При помощи индукционного нагрева проводник можно нагревать до более высокой температуры, более точно выбирать отрезок для нагрева и точнее контролировать температуру. Преимущество данного способа состоит в том, что высокие температуры позволяют использовать плавкий клей с более высокой температурой плавления и меньшей вязкостью. В результате даже при высоких рабочих температурах нет риска, что плавкий клей превратится в жидкость и вытечет наружу. Практические опыты показали, что изобретение позволяет использовать плавкие клеи с такой высокой температурой плавления, что при последующей эксплуатации рабочие температуры порядка 150°С не создают проблем. При этом упомянутая температура не накладывает ограничений: вполне допустимы и более высокие рабочие температуры. Таким образом, технологически надежная герметизация обеспечивается даже при подобных высоких рабочих температурах. Дополнительные средства уплотнения не требуются.
Предлагаемый способ позволяет при низких финансовых затратах обеспечивать надежную герметизацию мест контакта, в том числе на сложных проводных соединениях, а также в случае повышенных требований к термостойкости при эксплуатации и в случае возникновения неблагоприятных условий окружающей среды, например в моторном отсеке двигателей внутреннего сгорания.
В области контактных участков предпочтительно использовать термоусадочный рукав, на внутреннюю сторону которого нанесен плавкий клей, достигающий оптимальной рабочей вязкости при температуре приблизительно равной 200°С и сохраняющий стабильность при температурах около 150°С. В качестве альтернативного варианта или в дополнение к термоусадочному рукаву можно также наносить плавкий клей на область контактных участков.
Нанесение дополнительного плавкого клея имеет следующее преимущество: такой клей, в отличие от нанесенного на внутреннюю сторону термоусадочного рукава, не отвержден, благодаря чему имеет лучшие показатели текучести и адгезии. Наносить такой клей на область контактных участков можно непосредственно, а также использовать клей в виде пленки или твердых частиц.
Также можно использовать плавкий клей в виде твердых частиц в области соединения контактных участков. Желательно, чтобы рабочая температура плавкого клея была близка к температурному диапазону плавления изоляции провода. При использовании такого плавкого клея расплавляется изоляция провода в зоне, непосредственно примыкающей к области контактных участков, в результате чего эта зона также надежно герметизируется. В случае использования многожильных проводов изоляция отдельных жил сплавляется между собой, что обеспечивает дополнительную герметизацию.
Было обнаружено, что во время нагревания термоусадочного рукава и электрического провода предпочтительно охлаждать внешнюю периферийную зону термоусадочного рукава. Охлаждение является надежной профилактикой повреждений изоляции провода в периферийной зоне термоусадочного рукава.
Однако охлаждение не обязательно, так как падения температуры на конце термоусадочного рукава иногда бывает вполне достаточно для гарантии отсутствия повреждений изоляции провода. В случае проводных соединений, в которых электрическая линия подводится только с одной стороны, достаточно охлаждать тот конец термоусадочного рукава, на котором расположены электрические провода, так как опасность повреждения изоляции возникает только здесь.
В предпочтительном варианте реализации необходимо располагать термоусадочный рукав в области контактных участков проводного соединения, включающего как минимум два электрических провода. Электрические провода, в свою очередь, состоят как минимум из одного электрического проводника с изоляцией, а в предпочтительном варианте - из нескольких электрических проводников.
Электрические проводники не имеют изоляции в области контактных участков, или она удаляется при выполнении электрического соединения. Два электрических провода могут быть соединены друг с другом при помощи электрического соединителя. Электрический проводник может быть, например, медным.
В качестве альтернативного варианта термоусадочный рукав для герметизации области контактных участков проводного соединения может охватывать как минимум один электрический провод и один проводящий электричество элемент, используемый в качестве электрического соединителя или электрического замыкающего контакта.
Необходимая для этого быстро достигаемая в первой зоне температура с возможностью местной регулировки достигается за счет сочетания нагрева термоусадочного рукава и индукционного нагрева провода. С этой целью в изобретении предложено устройство, которое через источник тепла передает тепло на термоусадочный рукав и одновременно подает магнитное поле на электрический провод, чтобы нагреть его посредством индукционного тепла. Предлагаемое устройство включает в себя источник тепла для нагрева термоусадочного рукава до температуры усадки. Нагрев термоусадочного шланга может осуществляться обычным способом, например, горячим воздухом или инфракрасным излучением.
Устройство дополнительно включает индукционную установку для индукционного нагрева электрического провода как минимум в области контактных участков до оптимальной рабочей температуры, то есть до температуры плавления плавкого клея.
В предпочтительном варианте реализации магнитное поле, создаваемое индукционной установкой, может быть различным на разных отрезках, что позволит разным температурным профилям присутствовать рядом с точкой контакта на проводе.
Расчет параметров, необходимых для реализации способа, может выполняться нижеследующим образом. Сначала при помощи элементов регулировки приблизительно определяют необходимую энергию индукционной установки. При этом используется оптический контроль, например термографическое измерение. Затем посредством испытаний определяют параметры времени и температуры, необходимые для усадки горячим воздухом. После этого оба процесса совмещают друг с другом. Изготавливается образец. С него снимают термоусадочный рукав и оценивают степень расплавления изоляции провода. В зависимости от результата при необходимости регулируют уровень энергии индукционной установки. Процесс повторяют до тех пор, пока не будет достигнут желаемый результат. В качестве альтернативного варианта могут применяться также автоматизированные процессы для определения подходящих параметров.
Предпочтительно, чтобы предлагаемое устройство было оснащено приспособлением для охлаждения, с помощью которого при необходимости можно было охлаждать наружную периферийную зону.
Ниже следует подробное описание предпочтительных вариантов реализации способа, проиллюстрированных прилагаемыми фигурами, в соответствии с настоящим изобретением. Также будут подробнее описаны отдельные действия, выполняемые в рамках такого предпочтительного применения.
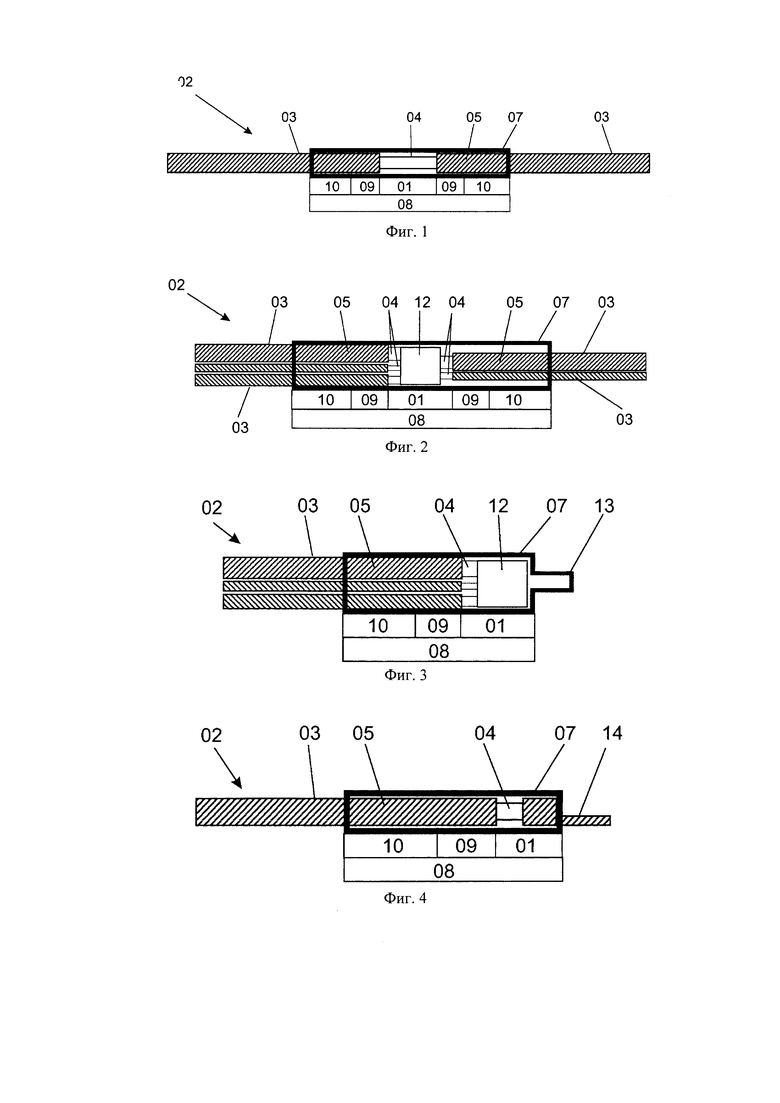
На фиг. 1 представлена герметизированная область контактных участков проводного соединения в соответствии с первым вариантом осуществления изобретения.
На фиг. 2 представлена герметизированная область контактных участков проводного соединения в соответствии со вторым вариантом осуществления изобретения.
На фиг. 3 представлена герметизированная область контактных участков проводного соединения в соответствии с третьим вариантом осуществления изобретения.
На фиг. 4 представлена герметизированная область контактных участков проводного соединения в соответствии с четвертым вариантом осуществления изобретения.
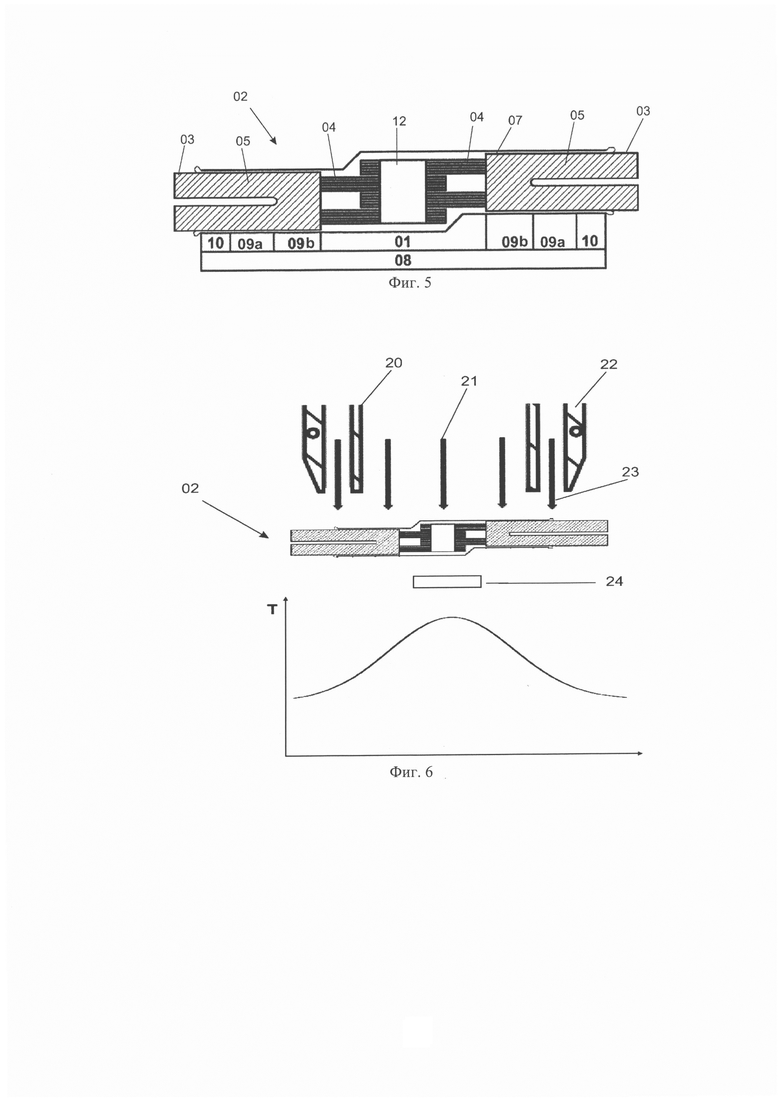
На фиг. 5 представлена герметизированная область контактных участков проводного соединения в соответствии с пятым вариантом осуществления изобретения.
На фиг. 6 представлено схематическое изображение устройства для изготовления герметизированной области контактных участков, изображенной на рис. 5, в соответствии с графиком распределения температуры.
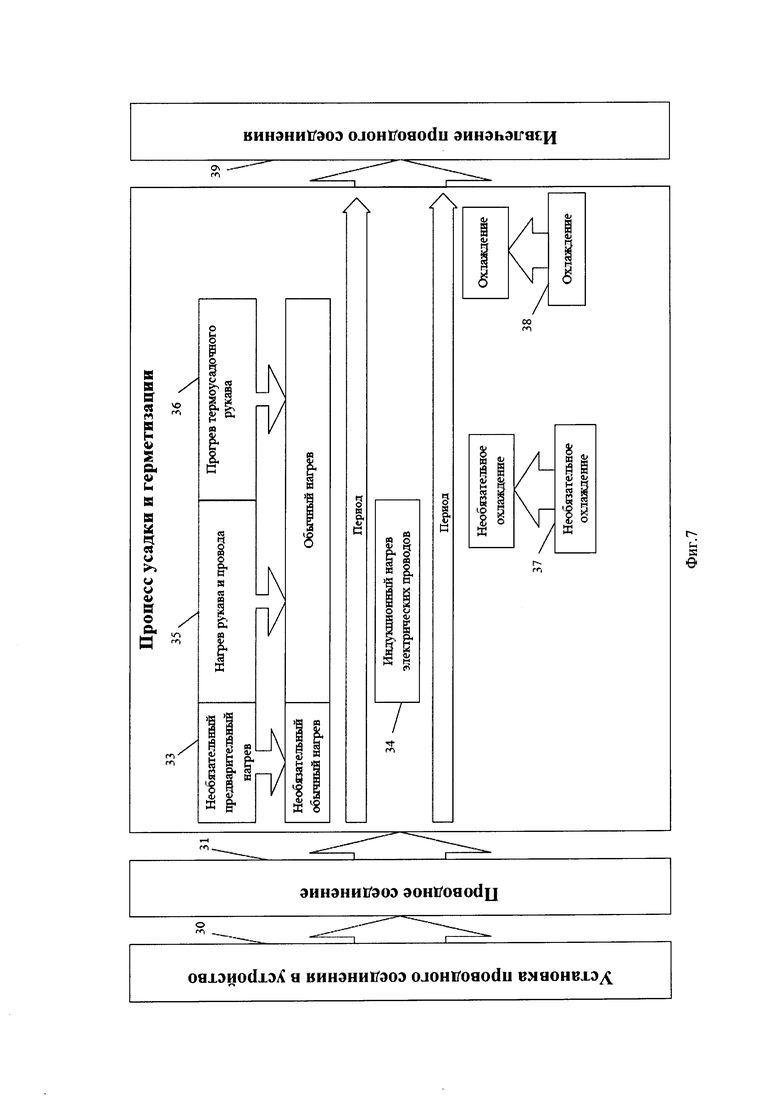
На фиг. 7 представлена схема основных технологических этапов изготовления герметизированной области контактных участков.
Показанные на рисунках проводные соединения (02) включают как минимум по одному электрическому проводу (03) и одному проводящему электричество элементу, соединенному с электрическим проводом (03). Проводящим электричество элементом может быть, например, электрический проводник (04), электрический соединитель (12) или электрический замыкающий контакт (14).
На фиг. 1 изображена герметизированная область контактных участков (01) проводного соединения (02) в соответствии с первым вариантом осуществления изобретения. Проводное соединение (02) включает в себя два электрических провода (03). Электрические провода (03) имеют по одному электрическому проводнику (04) с изоляцией (05). Оба провода (03) соединены друг с другом в области контактных участков (01). В области контактных участков (01) на электрических проводниках (04) отсутствует изоляция (05). В предпочтительном варианте реализации электрические проводники (04) сварены друг с другом, например, с помощью ультразвуковой сварки. В иллюстративном варианте осуществления каждый из проводов (03) имеет по одному электрическому проводнику (04). Провода (03) могут состоять также из нескольких проводников (04). В предпочтительном варианте осуществления проводники (04) представляют собой многопроволочные жилы. С одной или с обеих сторон может иметься также несколько проводов (03), соединенных друг с другом в области контактных участков (01). В альтернативном варианте рассматривается электрический провод (03) с удаленной изоляцией (05) в области контактных участков (01).
Для ясности следует указать, что тип электрического проводника и способ соединения не влияют на осуществление изобретения. В простейшем случае электрический провод может представлять собой также одинарный непрерывный провод, изоляция которого на определенном отрезке была удалена или повреждена; при этом возникла открытая область контактных участков, подлежащая герметизации в соответствии с настоящим изобретением.
Для герметизации области контактных участков (01) проводного соединения (02) используется термоусадочный рукав (07), который охватывает область контактных участков (01) на отрезке, проходящем в продольном направлении области контактных участков (01) первой зоны (08). Первая зона (08) с обеих сторон выходит за пределы области контактных участков (01).
Герметизация области контактных участков (01) выполняется в соответствии с настоящим изобретением, как описано далее. Сначала термоусадочный рукав (07) надевают на область контактных участков (01) таким образом, чтобы термоусадочный рукав (07) с обеих сторон выходил за пределы области контактных участков (01). Предпочтительно, чтобы термоусадочный рукав (07) имел слой плавкого клея на внутренней поверхности. В дополнение к нему или в качестве альтернативного варианта, перед тем как надевать термоусадочный рукав (07), плавкий клей можно нанести непосредственно на область контактных участков (01) или разместить в области контактных участков (01) в виде твердых частиц плавкого клея. Предпочтительно, чтобы рабочая температура плавкого клея находилась в температурном диапазоне плавления изоляции (05) провода.
Затем производится нагрев термоусадочного рукава (05) до температуры усадки предпочтительно с помощью горячего воздуха или инфракрасного излучения. Одновременно с нагревом термоусадочного рукава (05) электрический проводник (04) также нагревается индукционным способом как минимум в области контактных участков (01). При этом плавкий клей в области контактных участков (01) нагревается до рабочей температуры и поступает на предварительно нагретый материал проводника таким образом, что текучесть клея сохраняется и он может заполнить все полости, обеспечив хорошую герметизацию.
Материал проводника в области контактных участков (01) во время реализации способа в соответствии с настоящим изобретением может нагреваться, например, до температуры в диапазоне от 210 до 300°С. Во второй зоне (09) температура проводника (04) должна оставаться достаточно высокой, чтобы изоляция (05) расплавилась во второй зоне (09). Во внешних периферийных зонах (10), наоборот, следует стремиться к тому, чтобы температура была достаточно низкой и не приводила к повреждению изоляции (05) в этой зоне. Для этого предпочтительно, чтобы температура на внешних периферийных зонах (10) не достигала температурного диапазона плавления изоляции (05). Внешние периферийные зоны (10) можно охлаждать дополнительно, например, при помощи холодного воздуха, чтобы поддерживать соответствующую низкую температуру на таких участках. От охлаждения можно отказаться, если в результате перепада температур температура во внешней периферийной зоне (10) в любом случае не достигает диапазона плавления изоляции (05).
На фиг. 2 показана герметизированная область контактных участков (01) проводного соединения (02) в соответствии со вторым вариантом осуществления изобретения. Представленное проводное соединение (02) представляет собой электрические провода (03), соединенные друг с другом при помощи электрического соединителя (12). К одной стороне электрического соединителя (12) присоединены три электрических провода (03), а к противоположной второй стороне электрического соединителя (12) присоединены два электрических провода (03). Соединение электрического соединителя (12) выполнено в виде сквозного. Электрические провода (03) имеют по одному электрическому проводнику (04) с изоляцией (05). В области контактных участков (01) изоляция (05) удалена. Герметизация и одновременная электрическая изоляция области контактных участков (01) проводного соединения также производится при помощи термоусадочного рукава (07).
На фиг. 3 показана герметизированная область контактных участков (01) проводного соединения (02) в соответствии с третьим вариантом осуществления изобретения. Представленное проводное соединение (02) включает три электрических провода (03), соединенные электрическим соединителем (12), например, с помощью ультразвуковой сварки или обжимной гильзы. Электрический соединитель (12) выполнен в виде концевого соединителя. Электрические провода (03) подсоединены к одной и той же стороне электрического соединителя (12). Термоусадочный рукав (07), используемый для герметизации и изоляции области контактных участков (01), имеет выступающее за электрический соединитель (12) удлинение (13), диаметр которого меньше, чем диаметр термоусадочного рукава (07) в области контактных участков (01).
Для герметизации области контактных участков (01), изображенной на рис. 3, термоусадочный рукав (07) нагревают вышеописанным образом. Одновременно с этим в области контактных участков (01) выполняется индукционный нагрев электрического проводника (04). При нагреве проводника (04) и термоусадочного рукава (07) плавкий клей в области контактных участков (01) достигает рабочей температуры и может проникнуть во все полости, которые необходимо герметизировать. Во второй зоне (09), примыкающей к области контактных участков (01) с одной стороны, вследствие нагрева расплавляется изоляция (05), что обеспечивает дополнительную герметизацию во второй зоне (09). Во внешней периферийной зоне (10) примыкающей ко второй зоне (09), изоляция, напротив, не повреждается, так как температура в этой зоне остается достаточно низкой.
На фиг. 4 показана герметизированная область контактных участков (01) проводного соединения (02) в соответствии с четвертым вариантом осуществления изобретения. Проводное соединение (02) включает в себя один электрический провод (03), соединенный с электрическим замыкающим контактом (14). Электрический замыкающий контакт (14) может представлять собой, например, наконечник кабеля или обжимной контакт. Для герметизации снова используется термоусадочный рукав (07).
На фиг. 5 показан еще один вариант осуществления проводного соединения. Между четырьмя электрическими проводами (03) (по два с каждой стороны), в свою очередь, расположен электрический соединитель (12), обеспечивающий электрическое соединение всех электрических проводников (04) между собой. В области контактных участков (01) находится электрический соединитель (12), а в данном случае - отрезок, обработанный ультразвуковой сваркой, и отрезки электрических проводников (04) со снятой изоляцией. Длина и ширина электрического соединителя (12) определяются в зависимости от области применения и с учетом возможностей используемого сварочного аппарата. Необходимо, чтобы плавкий клей заполнил пустоты между проводниками в области контактных участков (01). Если при этом необходима защита от капиллярного эффекта, то ее можно обеспечить только путем нанесения клея в данной области. Вторая зона (09) в представленном примере делится на первичную зону герметизации (09а) и вторичную зону герметизации (09b). В первичной зоне герметизации (09а), которая примыкает к периферийной зоне (10), плавкий клей обеспечивает склеивание термоусадочного рукава (07) с изоляцией (05). Во вторичной зоне герметизации (09b), которая примыкает к области контактных участков (01), в результате нагрева изоляции (05) обеспечивается также газонепроницаемое расплавление материала изоляции между отдельными электрическими проводами (04). Для этого с помощью индуктора и при необходимости охлаждающего воздуха сбоку создается профиль теплопоступления, который обеспечивает во вторичной зоне герметизации (09b) более высокую температуру, чем в первичной зоне герметизации (09а), причем температура во вторичной зоне герметизации (09b) определяется температурой плавления материала изоляции. Во вторичной зоне герметизации (09b) изоляция (05) отдельных проводов сплавляется между собой, что обеспечивает герметизацию проводов (03). По внешней окружности изоляция проводов на этом участке образует единую изолирующую оболочку, сцепленную снаружи плавким клеем. Плавкий клей герметизирует пространство между термоусадочным рукавом (07) и общей изолирующей оболочкой пучка проводов.
В наружной периферийной зоне (10), наоборот, температура во время этого процесса выбирается таким образом, чтобы механические и оптические свойства изоляции не менялись. На этом участке не желательно ни отверждение, ни расплавление изоляции, ни образование трещин. Такой подвод температуры обеспечивается, если на периферийную зону (10) индуктор не передает энергию или передает очень мало энергии. При необходимости выполняется охлаждение при помощи холодного воздуха.
На фиг. 6 представлено схематическое изображение устройства для изготовления герметизированной области контактных участков, изображенной на фиг. 5. Над проводным соединением (02) располагается подвод горячего воздуха (20), который подает нагретый воздух (21) на подлежащий нагреву участок термоусадочного рукава (07). В качестве альтернативного или дополнительного варианта можно использовать инфракрасное излучение. Чтобы не допустить нежелательного подъема температуры во внешней периферийной зоне, справа и слева от подачи горячего воздуха (20) располагаются участки подачи холодного воздуха (22), через которые поступает холодный воздух (23). Также предусмотрен индуктор (24), конструктивное исполнение которого общеизвестно и который служит для индукционной подачи энергии на электрический проводник. Кроме того, на фиг. 6 схематически представлено распределение температуры Т при использовании описанного устройства для нагрева проводного соединения на отдельных участках.
Схема, представленная на фиг. 7, показывает основные технологические этапы герметизации области контактных участков. На подготовительных шагах 30, 31 выполняют установку проводного соединения в вышеописанное устройство и фиксацию в нем. Непосредственно в ходе процесса усадки и герметизации 32 последовательно выполняют шаги, приведенные далее. На шаге 33 при необходимости можно выполнить необязательный предварительный нагрев. Это целесообразно только в том случае, если имеется большой воздушный зазор между термоусадочным рукавом и электрическим проводом и предварительный нагрев обеспечит прилегание термоусадочного рукава к проводу. На следующем шаге 34 выполняют включение индукционного нагрева. Нагрев термоусадочного рукава и плавкого клея, например, горячим воздухом, на шаге 35, выполняют фактически одновременно. Электрический проводник нагревается преимущественно за счет индукции, в результате чего изоляция подплавляется. Внешний источник тепла нагревает термоусадочный рукав, который усаживается и оказывает давление, необходимое для сплавления воедино подплавленной изоляции и запрессования клея в полости. На следующем шаге 36 производят прогрев термоусадочного рукава. Необходимое падение температуры в наружном направлении может привести к тому, что термоусадочный рукав, особенно в наружных периферийных зонах, после индукции будет прилегать неправильно. Чтобы гарантировать прилегание, рукав усаживают до необходимой формы обычным нагреванием, вытесняя воздушные пузыри. Таким образом, на шагах 35 и 36 выполняют обычный нагрев, например, путем подачи горячего воздуха. Даже при обычном нагреве охлаждение на шаге 37 может оказаться целесообразным, но необязательно. Чтобы обеспечить необходимое падение температуры при обработке сложного проводного соединения, охлаждение периферийных зон обязательно. Медь, которая обычно используется в качестве электрического проводника, хорошо проводит тепло и быстро передает его наружу. Если медный провод имеет большое поперечное сечение, то обработка без охлаждения может привести к тому, что изоляция в периферийных зонах расплавится. При малом поперечном сечении, наоборот, может случиться так, что расплавление не будет достигнуто даже в нужных зонах. Наконец, на шаге 38 выполняют принудительное охлаждение. Так как на конструкцию подается большое количество энергии, по завершении процесса проводное соединение остается очень горячим и его необходимо охлаждать. Охлаждение может быть активным, например, при использовании сжатого воздуха, или пассивным, при котором требуется время на остывание перед следующей операцией. Кроме того, охлаждение предпочтительно, так как в некоторых материалах могут продолжаться процессы изменения. Механическая нагрузка на горячие элементы может привести к образованию в оплавленном материале трещин и потере герметичности. После завершения процесса на шаге 39 проводное соединение можно извлечь из устройства.
Список обозначений
01 - Область контактных участков
02 - Проводное соединение
03 - Электрический провод
04 - Электрический проводник
05 - Изоляция 06
07 - Термоусадочный рукав
08 - Первая зона
09 - Вторая зона
10 - Внешняя периферийная зона 11
12 - Электрический соединитель
13 - Удлинение термоусадочного рукава
14 - Замыкающий контакт
20 - Канал подачи горячего воздуха
21 - Нагретый воздух
22 - Канал охлаждающего воздуха
23 - Холодный воздух
24 - Индуктор
30 - Установка проводного соединения в устройство
31 - Фиксация проводного соединения
32 - Процесс усадки и герметизации
33 - Необязательный предварительный нагрев
34 - Индукционный нагрев
35 - Нагрев термоусадочного рукава и плавкого клея
36 - Прогрев термоусадочного рукава
37 - Необязательное охлаждение
38 - Охлаждение
39 - Извлечение проводного соединения
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ТРУБОПРОВОД ДЛЯ ПЕРЕДАЧИ СИГНАЛОВ | 2006 |
|
RU2339791C2 |
| СИСТЕМА ИНДУКЦИОННОГО НАГРЕВА ДЛЯ СОЕДИНЕНИЯ МЕТОДОМ СПЛАВЛЕНИЯ | 1996 |
|
RU2153778C2 |
| ЭЛЕКТРИЧЕСКИЙ СОЕДИНИТЕЛЬ | 2005 |
|
RU2306645C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКОМПОНЕНТНОГО ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193260C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2002 |
|
RU2221312C1 |
| ПОДВОДНЫЙ СКУТЕР ДЛЯ ВОДОЛАЗОВ | 2019 |
|
RU2758320C1 |
| ОПРЕССОВЫВАЕМАЯ ИЛИ ОБЖИМНАЯ МУФТА ДЛЯ РУКАВОВ, АРМИРОВАННЫХ ПРОВОДАМИ | 2011 |
|
RU2516676C1 |
| ЛИНИЯ ЭЛЕКТРИЧЕСКИХ КОММУНИКАЦИЙ ДЛЯ РЕГИСТРАЦИИ ЯДЕРНЫХ ИЗЛУЧЕНИЙ СИСТЕМЫ УПРАВЛЕНИЯ И ЗАЩИТЫ ЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2226730C1 |
| КОММУТАЦИОННОЕ ОБОРУДОВАНИЕ ДЛЯ ПОДКЛЮЧЕНИЯ ЛИНИЙ ПИТАНИЯ ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА | 2011 |
|
RU2563475C2 |
| СПОСОБ ВВЕДЕНИЯ ИНДУКЦИОННОЙ ПЕТЛИ В ГЕОЛОГИЧЕСКУЮ ФОРМАЦИЮ | 2014 |
|
RU2651867C1 |
Изобретение относится к способу герметизации области контактных участков (01), включающей как минимум один контактный участок на электрическом проводном соединении (02). Технический результат - предложение способа и устройства для герметизации области контактных участков как минимум с одним местом контакта электрических проводных соединений, обеспечивающих улучшенную герметизацию, в том числе для сложных проводных соединений и проводов с большим поперечным сечением, а также наряду с уплотнением в месте герметизации обеспечивающих герметичность в продольном направлении, то есть внутри многопроволочной жилы. Достигается тем, что проводное соединение (02) включает как минимум один электрический провод (03) и как минимум один проводящий электричество элемент (03, 12, 14), соединенные с проводным соединением электрически. Термоусадочный рукав (07) надевают на поверхность контактных участков (01) на отрезке первой зоны (08), с обеих сторон перекрывающем область контактных участков (01) в продольном направлении, после чего термоусадочный рукав (07) нагревают до температуры усадки. Во время нагрева термоусадочного рукава (07) дополнительно выполняют индукционный нагрев электрического проводника (04) как минимум в области контактных участков (01), благодаря чему термоплавкий клей внутри термоусадочного рукава (07) и (или) на поверхности контактных участков (01) нагревается до температуры плавления. 3 н. и 10 з.п. ф-лы, 7 ил.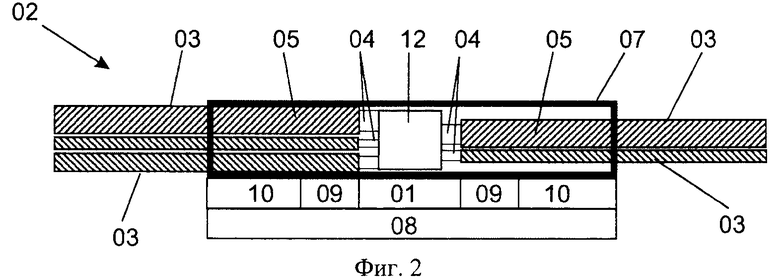
1. Способ для герметизации области контактных участков (01), в которой существует как минимум один контактный участок электрического проводного соединения (02), причем проводное соединение (02) включает как минимум один электрический провод (03) и как минимум один соединенный с ним проводящий электричество элемент (03, 12, 14), причем электрический провод (03) имеет как минимум один электрический проводник (04) с изоляцией (05), которая снята в области контактных участков (01), включающий надевание на область контактных участков (01) термоусадочного рукава (07), охватывающего первую зону (08), длина которой в обоих направлениях перекрывает область контактных участков (01), и нагрев термоусадочного рукава (07) до температуры усадки, отличающийся тем, что во время нагрева термоусадочного рукава (07) дополнительно выполняют индукционный нагрев электрического проводника (04) как минимум в области контактного участка (01) таким образом, что плавкий клей внутри термоусадочного рукава (07) и (или) в области контактных участков (01) нагревается до температуры плавления.
2. Способ по п. 1, отличающийся тем, что электрический проводник (04) в области контактных участков (01) нагревают индукционным способом так, чтобы температура на поверхности и внутри проводника была не ниже температуры плавления плавкого клея.
3. Способ по п. 1 или 2, отличающийся тем, что нагрев термоусадочного рукава (07) до температуры усадки выполняют посредством подаваемого из внешнего источника горячего воздуха и (или) инфракрасного излучения.
4. Способ по пп. 1-3, отличающийся тем, что во время нагрева термоусадочного рукава (07) дополнительно выполняют индукционный нагрев электрического проводника (04) во второй зоне (09), которая примыкает к области контактных участков (01), таким образом, что изоляция (05) в этой зоне нагревается до температуры плавления.
5. Способ по пп. 1-4, отличающийся тем, что перед надеванием термоусадочного рукава (07) наносят плавкий клей как минимум на область контактных участков (01).
6. Способ по пп. 1-5, отличающийся тем, что в области контактных участков (01) на термоусадочный рукав (07) наносят внутреннее покрытие из плавкого клея.
7. Способ по пп. 1-6, отличающийся тем, что как минимум в области контактных участков (01) наносят плавкий клей с температурой плавления, находящейся в диапазоне температур плавления изоляции (05), и (или) плавкий клей подводят к области контактных участков (01) посредством термоусадочного рукава (07).
8. Способ по пп. 1-7, отличающийся тем, что во время нагрева термоусадочного рукава (07) и электрического проводника (04) охлаждают наружную периферийную зону (10) термоусадочного рукава (07).
9. Способ по пп. 1-8, отличающийся тем, что термоусадочный рукав (07) надевают на область контактных участков (01) проводного соединения (02), включающего как минимум один электрический провод (03) и один проводящий электричество элемент, выполненный в виде электрического соединителя (12) или электрического замыкающего контакта (14).
10. Устройство для герметизации области контактных участков (01), в которой существует как минимум один контактный участок электрического проводного соединения (02), причем проводное соединение (02) включает как минимум один электрический провод (03), который состоит как минимум из одного электрического проводника (04) с изоляцией (05), и как минимум один соединенный с электрическим проводом (03) проводящий электричество элемент (03, 12, 14), причем электрический проводник (04) электрического провода (03) в области контактных участков (01) не имеет изоляции (05), а устройство включает источник тепла для нагрева термоусадочного рукава (07) до температуры усадки, отличающееся тем, что оно дополнительно включает индукционную установку для индукционного нагрева электрического проводника (04) как минимум в области контактных участков (01) до температуры плавления плавкого клея.
11. Устройство по п. 10, отличающееся тем, что оно дополнительно включает охлаждающее устройство для охлаждения наружных периферийных зон (10) термоусадочного рукава (07).
12. Способ герметизации области контактных участков (01), в которой существует как минимум один контактный участок электрического проводного соединения (02), причем проводное соединение (02) включает как минимум один электрический провод (03), который состоит как минимум из одного электрического проводника (04) с изоляцией (05), и как минимум один соединенный с электрическим проводом (03) проводящий электричество элемент (03, 12, 14), причем электрический проводник (04) электрического провода (03) в области контактных участков (01) не имеет изоляции (05), включающий усадку усадочного рукава (07), длина которого в обоих направлениях перекрывает область контактных участков (01) в первой зоне (08), на области контактных участков (01) под действием подведенного тепла, нанесение плавкого клея в области контактных участков (01), который под действием индукционного нагрева электрического провода (04) заполняет полости в области контактных участков, и расплавление изоляции (05) во второй зоне (09), примыкающей к области контактных участков (01) как минимум с одной стороны.
13. Способ герметизации по п. 12, отличающийся тем, что несколько электрических проводников (04) подводят к области контактных участков (01) с одной стороны и что вторую зону (09) разделяют на вторичную зону герметизации (09b), которая примыкает к области контактных участков (01), и прилегающую к ней первичную зону герметизации (09а), причем изоляцию (05) нескольких электрических проводников (04) во вторичной зоне герметизации (09b) сплавляют между собой и склеивают плавким клеем, а изоляцию (05) нескольких электрических проводников (04) в первичной зоне герметизации (09а) не сплавляют между собой.
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| DE 19960266 A1, 21.06.2001 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ЭЛЕКТРИЧЕСКОГО СОЕДИНЕНИЯ МЕЖДУ НАБОРОМ ЭЛЕКТРИЧЕСКИХ ПРОВОДНИКОВ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 1992 |
|
RU2096876C1 |

