Изобретение относится к трубчатому полимерному изделию, восстанавливающему свои геометрические размеры при нагревании, к способам получения изделия и к способам использования изделия для соединения двух удлиненных предметов.
Восстанавливающее свои геометрические размеры при нагревании изделие - это изделие, чья размерная конфигурация может существенно меняться, если его подвергнуть тепловой обработке. Обычно эти изделия восстанавливают свою первоначальную форму, из которой они перед этим были деформированы, но используемый здесь термин "восстанавливаемое" также включает в себя изделие, принимающее новую конфигурацию, даже если оно не было предварительно деформировано. В своем наиболее распространенном виде восстанавливаемые при нагревании изделия - это дающий усадку рукав, выполненный из полимерного материала.
Обычно процесс производства восстанавливающихся при нагревании изделий предполагает образование межмолекулярных связей в полимере на некотором этапе производственного процесса, чтобы улучшить желаемую восстанавливаемость геометрии изделия. Конкретный способ производства восстанавливаемого при нагревании изделия включает в себя придание изделию желаемой стабильной при нагревании формы, затем образование в полимерном материале межмолекулярных связей, нагрев изделия до температуры выше точки плавления кристаллического вещества или, для аморфных материалов, точки размягчения, что здесь уместно, полимера, деформирование изделия и охлаждение изделия в его деформированном состоянии для сохранения деформированного состояния изделия. При использовании, поскольку деформированное состояние изделия нестабильно при нагревании, приложение тепла заставит изделие принять свою начальную, стабильную при нагревании форму. Образование межмолекулярных связей удобно проводить облучением или с помощью химических средств.
В EP-A-0158519 (B100) описывается восстанавливаемое при нагревании изделие для покрытия удлиненного предмета (предметов), причем изделие содержит восстанавливаемый при нагревании, образовавший перекрестные связи полимерный лист с межмолекулярными связями, имеющий резистивный нагревательный элемент, установленный в тепловом контакте с листом, причем резистивный элемент соединен с источником электрической энергии для нагревания и, таким образом, восстановления изделия. Чтобы установить изделие, лист, содержащий нагревательный элемент, спирально обертывается один или несколько раз вокруг предмета (предметов) до его нагревания. Обычно лист имеет слой адгезива, и после нагрева и восстановления смежные слои листа склеиваются вместе.
Трубчатые изделия с относительно тонкими стенками (толщина стенок от 0,4 до 2 мм), очевидно содержащие спирально обернутые слои полиэтилена с межмолекулярными связями, перекрывающиеся слои которого заранее склеены друг с другом склеивающими слоями сополимера, вероятно склеивающим слоем этилен-винилацетата, появились на рынке уже несколько лет назад. Эти рукава с тонкими стенками обычно имеют диаметр в диапазоне примерно от 50 до 1000 мм и обычно находят применение в покрытии труб и т. п.
В патенте JP-A-54163974 (Hitachi) описывается способ получения дающей усадку при нагревании композитной трубы путем наматывания ленты из двух или нескольких образующих межмолекулярные связи в воде полимеров на полый шпиндель, интегрирования слоев нагреванием с последующим образованием в полимерах межмолекулярных связей в воде или при повышенной влажности. Труба делается дающей усадку при нагревании путем введения находящейся под давлением текучей среды для расширения ее и охлаждения расширенной формы.
В JP-A-61249738 (Futukawa) описывается способ получения дающего усадку при нагревании материала покрытия из полиолефина путем наматывания листа из полиолефина с привитым силаном на шпиндель в присутствии силанолового конденсационного катализатора с получением слоистой структуры требуемой толщины. Затем навитый лист нагревают, чтобы сварить перекрывающиеся слои и образовать межмолекулярные связи. Затем трубу с межмолекулярными связями расширяют и охлаждают в расширенном виде.
Первый аспект данного изобретения предусматривает наличие восстанавливаемого при нагревании трубчатого изделия, содержащего спирально намотанный, полимерный лист с межмолекулярными связями, причем перекрывающиеся слои листа с межмолекулярными связями были непосредственно сплавлены друг с другом с образованием объединенного трубчатого изделия, причем эта труба имеет толщину, как минимум, 2,2 мм.
В отличие от описанного выше EP-A-0158519 в данном изобретении перекрывающиеся слои спирально навитых слоев листа непосредственно сплавлены друг с другом до восстановления листа. Обычно операция непосредственного сплавления осуществляется на фабрике до поставки изделия конечному пользователю. Поэтому объединенное многослойное восстанавливаемое трубчатое изделие, в котором слои заранее склеены друг с другом, может быть установлено конечным пользователем.
В отличие от тонкостенных коммерческих рукавов, о которых говорилось выше, изделия согласно настоящему изобретению имеют намного более толстые стенки и не включают в себя отдельного склеивающего слоя между перекрывающимися слоями листа. Более того, изделия с более толстыми стенками настоящего изобретения, поскольку они намного прочнее, можно использовать для образования соединений между предметами, такими как трубы.
В отличие от труб и трубок, выполненных согласно JP-A-54163974 и JP-A-61249738, изделие согласно настоящему изобретению выполнено из полимерного листа, в котором межмолекулярные связи образованы до его спиральной обмотки и твердения. В японских источниках образование межмолекулярных связей проводится после обмотки.
Восстанавливаемые при нагревании изделия согласно изобретению имеют минимальную толщину стенки 2,2 мм. Предпочтительно толщина стенки является в принципе постоянной по всей длине или/и по всей периферии изделия. Минимальная толщина стенки 2,2 мм относится только к сплавленным намотанным слоям, независимо от любого отдельного уплотняющего материала, или другого материала, который может использоваться в качестве подкладки.
Конструкция изделия согласно настоящему изобретению типа спиральной обмотки или сигаретной скрутки с успехом позволяет получать относительно толстостенные изделия (например, 22 мм или больше, часто 3 мм или больше, 5 мм или больше или даже 8 мм, 10 мм, 15 мм или больше), которые изготавливаются из листового материала, имеющего одну или несколько разных меньших толщин. Разные толщины изделия можно получить, используя увеличенное количество слоев в спиральной обмотке или путем увеличения толщины листа-компонента, или комбинацией обоих способов. Кроме того, конструкция в виде спиральной обмотки позволяет получать ряд трубчатых изделий с разными диаметрами из листового материала с одной толщиной. Например, можно удобно и легко получать изделия согласно изобретению, диаметр которых меняется примерно от 90 до 1400 мм, или даже до примерно 2500 мм. Поэтому изобретение позволяет производить трубчатые изделия с широким диапазоном толщин и диаметров без необходимости вкладывать деньги в оборудование для экструзии (выдавливания) труб, для их расширения или/и формования каждого изделия с определенным диаметром и толщиной стенок.
Перекрывающиеся слои спирально обернутого полимерного листа непосредственно сплавлены друг другом. Используемый здесь термин "непосредственно сплавлены друг с другом" означает, что происходит достаточное молекулярное взаимодействие между смежными перекрывающимися слоями листа с образованием связи, которая обеспечит механические характеристики, равные характеристикам самого листа или превышающие их. Это прямое сплавление может вестись посредством вязкоупругого контакта, как он определен Дж. Н. Анандом в "Adhesion 1", 1968, стр. 16-23, и в "Adhesion 2", 1970, стр. 16-22, или посредством молекулярной диффузии по поверхности раздела полимер-полимер. Чтобы проверить, непосредственно ли сплавлены друг с другом перекрывающиеся слои спирально намотанного изделия, можно провести измерения прочности на отрыв между слоями.
То, что перекрывающиеся слои непосредственно сплавлены друг с другом, не исключает присутствия других материалов между смежными слоями при условии, что связь сплавлением может быть образована вокруг этих материалов. Например, может быть полезным включить армирующие материалы, например стеклянные волокна, углеродные волокна, полиэтиленовые волокна со сверхвысоким модулем, арамидные волокна, керамические волокна и т. п. , в нетканом или тканом, или ином виде, между смежными слоями. Такие армирующие волокна могут повысить прочность в осевом и кольцевом направлениях и могут также увеличить ударопрочность. Может быть также полезным включить нагревательные элементы между некоторыми или всеми перекрывающимися слоями. Они могут быть выполнены в виде резистивных проволочных нагревателей, металлических сетчатых элементов (приводимых в действие индукцией) и т. п. Например, в четырехслойной конструкции такие нагреватели можно включить между вторым и третьим слоями. Цель нагревателей обычно заключается в создании нагрева для осуществления восстановления изделия при его установке. Присутствие нагревателей между перекрывающимися слоями может ускорить перенос тепла к слоям. Нагреватели можно также, или вместо того, использовать для нагрева, хотя бы частичного, для проведения укрепления перекрывающихся слоев.
Полимерный материал обернутого листа образовывает межмолекулярные связи до его спиральной намотки. Преимущество межмолекулярных связей для разных конечных использований обсуждено ниже. Для некоторых областей применения полимерный материал обернутого листа предпочтительно в принципе образует 100% перекрестных связей. Под 100% межмолекулярных связей мы имеем в виду, что между соседними молекулами углерода в длинных цепочках существуют достаточные межмолекулярные связи, так что единая молекула существует в принципе по всему полимерному листу. Однако хотя 100% межмолекулярные связи могут быть желательными, общая плотность межмолекулярных связей предпочтительно не так высока и не предотвращает непосредственного сплавления между перекрывающимися слоями обернутых листов изделия.
Для некоторых областей применения предпочтительно, чтобы лист не имел однородных межмолекулярных связей по всей толщине листа. Например, лист может иметь межмолекулярные связи на одной своей поверхности, а не на другой поверхности листа, причем количество межмолекулярных связей предпочтительно постепенно уменьшается по толщине листа. В этом случае поверхность с большим количеством межмолекулярных связей может помещаться вовне или внутри конструкции обертки. Когда мы говорим, что лист может образовать межмолекулярные связи на одной своей поверхности, а не на другой, мы включаем сюда возможность того, что лист в принципе не имеет межмолекулярных связей на этой другой поверхности. Различные методы, известные специалисту, можно использовать для создания листа с неоднородными межмолекулярными связями. Например, для получения листа, у которого больше межмолекулярных связей на одной его главной поверхности, чем на другой главной поверхности, можно использовать источник излучения малой интенсивности, направленный только на одну поверхность листа.
Вышеописанная конструкция, в которой одна поверхность листа имеет больше межмолекулярных связей, чем другая поверхность, может полезным образом улучшить связь сплавлением между смежными слоями. Это может облегчить получение изделия согласно настоящему изобретению.
Другой способ улучшения связи сплавлением между смежными слоями заключается в специальном выборе материала для спирально обернутого листа. Поэтому в предпочтительных примерах выполнения изобретения используется обернутый лист, содержащий смесь подходящих и совместимых сополимеров и основного полимера. К числу пригодных сополимеров, которые можно смешивать с основным полимером, таким как полиэтилен (или другой олефин), относятся этиленвинилацетат, этиленбутилакрилат и этиленметилакрилат и т. п. Особенно предпочтительный материал для полиэтиленового листа содержит от 80 до 90% полиэтилена высокой плотности и от 10 до 20% этиленбутилакрилата, предпочтительно около 85% полиэтилена высокой плотности и 15% этиленбутилакрилата.
В особенно предпочтительных изделиях согласно изобретению используются и (1) сополимеры, добавленные в полимерный лист, и (2) дифференциальные межмолекулярные связи по толщине листа, чтобы улучшить связь сплавлением, но изделия, где используется либо только (1), либо только (2), также предусматриваются как предпочтительные изделия согласно изобретению.
Изделия согласно изобретению можно выполнить любым подходящим способом. В подходящих способах обычно используют нагрев для получения непосредственного сплавления. Нагрев можно получить в печи или с помощью других средств нагрева. Второй и третий аспекты настоящего изобретения предусматривают два конкретных способа, которые можно использовать для получения изделий согласно изобретению.
Так второй аспект изобретения предусматривает способ получения восстанавливаемого при нагревании изделия, который включает:
1) спиральную намотку восстанавливаемого при нагревании, полимерного листа с межмолекулярными связями с образованием трубчатой конструкции, содержащей два или большее число перекрывающихся слоев спирально обернутого листа;
2) размещение обернутого листа относительно опорного шпинделя, так что обернутый лист окружает опорный шпиндель; и
3) нагревание листа до температуры, достаточной для создания прямого сплавления между смежными перекрывающимися внахлестку слоями листа.
Этапы (1) и (2) можно выполнять в принципе одновременно, т. е. лист можно спирально наматывать прямо на опорный шпиндель. Вместо этого этап (2) можно выполнять после этапа (1). Например, предварительно обернутый лист можно скольжением надевать на шпиндель.
Этап нагревания (3) удобно проводить после того, как лист был размещен на шпинделе, например, в печи. Вместо этого или в дополнение к этому тепло можно прикладывать, когда лист спирально наматывается (при условии, что он уже находится на шпинделе и потому не может полностью восстановиться), или как предварительный нагрев шпинделя до наматывания. Наложение тепла во время намотки или как предварительный нагрев шпинделя означает, что тепло прикладывается более непосредственно ко внутренним слоям, когда они наматываются. Когда используется последующий нагрев, тепло должно достичь внутренних слоев посредством теплопереноса, который обычно бывает более медленным. Нагрев во время намотки или предварительный нагрев шпинделя можно удобно производить инфракрасным нагревателем.
На этапе (3) изделие нагревается до температуры, достаточной чтобы вызвать сплавление между смежными перекрывающимися слоями листа. Эта температура предпочтительно выше точки плавления кристаллического вещества Tm полимера или выше температуры стеклования Tg полимера для аморфных полимеров, предпочтительно на 10-60oC выше. Предпочтительно температура не так высока, чтобы ухудшать свойства материала полимерного листа. Предпочтительно она самое большое на 100oC выше Tm или Tg, что в данном случае применительно.
В предпочтительном примере выполнения полимерный лист содержит полиэтилен высокой плотности с межмолекулярными связями (либо со 100% межмолекулярных связей, как определено выше, либо образовавший межмолекулярные связи только частично по глубине листа, как описано выше), факультативно смешанный с совместимыми полимерами, как описано выше. Изделие, выполненное из такого состава (имеющее температуру плавления примерно 125oC), предпочтительно нагревают до температуры, как минимум, 160oC, предпочтительно, как минимум, 180oC. Эта температура может также подходить и для других составов полимеров.
Для восстанавливаемых при нагревании полимерных материалов температура, требуемая для вызывания прямого сплавления, - это температура, превышающая температуру восстановления полимерного материала. Поэтому этап (3) в этом способе вызовет некоторое восстановление изделия. Если, как предпочтительно согласно второму аспекту изобретения, лист дает радиальную усадку при нагревании, предпочтительно, чтобы шпиндель имел соответствующие размеры, чтобы предотвратить полное восстановление изделия.
Уровень восстановления, пригодный для изделий согласно изобретению, зависит от их предполагаемого использования. Коэффициенты восстановления в широком диапазоне от 2% до 500% могут быть пригодны для различных областей применения. Для соединения труб с двойной вместимостью или труб с теплоизоляцией предпочтительны коэффициенты восстановления примерно 5-50%. В способе производства согласно второму аспекту изобретения шпиндель поэтому предпочтительно имеет такие размеры, чтобы образованное на нем трубчатое изделие все же имело желаемый коэффициент восстановления, в зависимости от области применения. Это, как упоминалось, может быть любым значением от 2% до 500%. Процент восстановления - это изменение размеров как свободное восстановление, выражаемое как значение в процентах от начальных размеров. Коэффициент восстановления - это отношение начальных размеров к новым размерам. Например, процент восстановления 40% соответствует отношению (проценту) восстановления 1,67 к 1.
Как упоминалось выше, восстанавливаемый при нагревании материал предпочтительно дает усадку при нагревании в радиальном направлении. Поэтому когда тепло подводится, чтобы вызвать сплавление между слоями, оно также заставляет каждый слой выгибаться по направлению к своему соседнему лежащему ниже слою и оказывать радиальное давление на этот лежащий ниже слой. Это служит улучшению прямого сплавления.
В дополнение к неизбежному давлению, вызываемому восстановлением слоев во время приложения тепла, для укрепления изделия способ согласно второму аспекту изобретения предпочтительно дополнительно включает приложение внешнего радиального давления. Это может еще более улучшить непосредственное сплавление между перекрывающимися слоями или/и исключить захваченный воздух. Это внешнее давление прикладывается радиально вовнутрь к листу, намотанному на шпиндель. Предпочтительно оно прикладывается одновременно с этапом нагревания или вскоре после него, или и то и другое. Удобно использовать давление величиной от 0,02 кг/км2 до примерно 0,10 кг/км2, выражаемое в вертикальном направлении к стенке трубы. Удобным средством приложения давления является обертывание и фиксирование натянутой эластомерной ленты вокруг обернутого рукава на шпинделе, например, можно использовать натянутую силиконовую ленту. Натянутая лента предпочтительно покрывает всю внешнюю поверхность обернутого листа.
Предпочтительно нагрев и давление прикладываются к перекрывающемуся листу на шпинделе одновременно и на время, достаточное, чтобы улучшить прямое сплавление между перекрывающимися слоями намотанного листа. Можно использовать периоды времени, как минимум, 15 минут, предпочтительно, как минимум, 30 минут, более предпочтительно, как минимум, 45 минут и даже, как минимум, час.
Поэтому способ согласно второму аспекту изобретения в его предпочтительном виде предполагает приложение тепла и давления в течение значительного времени, чтобы вызвать прямое сплавление между перекрывающимися слоями. Результатом является слоистая или упрочненная структура. Предпочтительные значения температур, давлений и времени были даны выше. Однако для специалиста будет очевидно, что их можно менять для достижения требуемой связи. Например, можно использовать более низкие температуры и величины давления при увеличении времени выдержки при этой температуре и давлении и т. д.
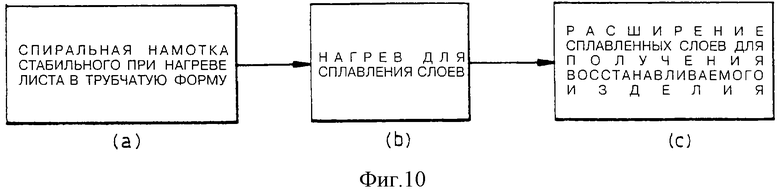
Третий аспект изобретения предусматривает второй способ получения изделий согласно изобретению. Этот способ включает:
1) спиральную намотку стабильного при нагревании, связи листа полимера с межмолекулярными связями с образованием трубчатой конструкции, содержащей два или большее число перекрывающихся слоев спирально навитого листа;
2) нагрев намотанного листа до температуры, достаточной для вызывания сплавления между смежными перекрывающимися слоями листа; и
3) расширение спаянных слоев радиально вовне, причем изделие делается восстанавливаемым при нагревании.
В отличие от первого способа во втором способе вначале наматывается стабильный при нагревании, а не восстанавливаемый при нагревании, лист. Поэтому в течение этапа нагревания для получения слоистости и упрочнения не нужен опорный шпиндель для предотвращения восстановления. Однако шпиндель можно и использовать. Этот способ также предполагает дополнительный этап после процесса упрочнения - расширения, чтобы сделать изделие восстанавливаемым при нагревании. Это расширение предпочтительно проводится при температуре выше температуры плавления кристалла полимерного листа (или для аморфных материалов точки размягчения), затем изделие охлаждается в его деформированном состоянии. Поэтому этап расширения предпочтительно следует сразу же после завершения сплавления, так что не требуется отдельный этап нагрева.
Как и в первом способе получения изделий согласно изобретению предпочтительно прикладывается давление, чтобы улучшить сплавление между слоями листа, при приведенных выше значениях, и тепло, и давление прикладываются в течение достаточного времени, как упоминалось выше.
В обоих способах согласно изобретению в листе образованы межмолекулярные связи, предпочтительно на 100%, или для некоторых областей применения неравномерные межмолекулярные связи, так как описывалось в отношении изделия согласно изобретению. Природа листа с межмолекулярными связями позволяет нагревать обернутый лист в соответствии с предпочтительными способами третьего аспекта изобретения до температур выше его точки плавления, чтобы расширить его и сделать восстанавливаемым при нагревании.
Восстанавливаемые при нагревании изделия имеют ряд хорошо известных областей применения, включая покрытие, соединение или/и торцевую обработку труб, кабелей или проводов. Изделия согласно этому изобретению можно применять в любой из этих областей применения. Две конкретные области применения для изделий настоящего изобретения - это (а) в качестве соединения для продления обшивки теплоизолированных труб и (б) в соединении труб, включая соединение заранее изготовленных труб с двойной защитной оболочкой.
Когда соединение выполняется между двумя отрезками теплоизолированной трубы (например стальной трубы), какие используются, например, в районной отопительной системе, обычно снимают изоляцию с торцевых участков каждого отрезка трубы, чтобы изоляция не сгорела при соединении труб, поскольку соединение обычно осуществляют сваркой. После выполнения сварного шва незаизолированный участок трубы в области соединения нужно повторно заизолировать, чтобы минимизировать тепловые потери. Важно, чтобы изоляция в области соединения была уплотнена от воздействия влаги, которая могла бы иначе вызвать разрешение изоляции и также коррозию труб.
Несколько физических ограничений налагается на уплотнение изоляции в соединении между изолированными трубами в районной системе отопления. В результате частых и широких циклических колебаний температуры труба может подвергаться циклам расширения и сжатия и совершать продольные и поперечные перемещения. Например, было определено, что усилия до 10 Н•мм-2 могут прилагаться во внешней защитной оболочке изолированной трубы в результате температурных циклов, переносимых трубой зимой до ее закапывания в землю. Уплотнение должно быть в состоянии выдерживать эти циклы и перемещения без разрушения. Более того, предпочтительно, чтобы уплотнение было в состоянии выдерживать давления, оказываемые, когда полость вокруг изолированной части трубы повторно изолируется на месте посредством пенистых материалов.
Обычно используемые устройства для повторной изоляции и уплотнения места соединения теплоизолированных трубопроводов предполагают применение отдельного корпуса, перекрывающего отрезанную изоляцию трубопроводов с каждой стороны соединения с каким-либо уплотнением отрезанной изоляции. Существующие устройства можно классифицировать как гибкие, полугибкие или жесткие устройства. В гибких устройствах обычно используется корпус в сочетании с отдельными гибкими уплотнениями, обычно включающими в себя мастику. Гибкие уплотнения обычно перекрывают изоляцию, окружающую каждую трубу и корпус, причем уплотнение изгибается или растягивается, чтобы погасить нагрузки почвы на место соединения. Такое устройство описано, например, в патенте GB-A-2108625 (Raychem), где используются торцевые уплотнения с тонкими стенками, покрытые полосками адгезива и мастики в сочетании с не дающим усадку корпусом. Полугибкие устройства - это обычно торцевые уплотнения, перекрывающие изоляцию, окружающую каждую трубу, и корпус. Торцевые уплотнения жестко фиксируются у обоих концов и имеют покрытую мастикой центральную зону. Эти торцевые уплотнения позволяют некоторое ограниченное перемещение и снятие напряжения между секциями трубы, передавая оставшуюся часть усилия. В отличие от этого, жесткие устройства спроектированы так, чтобы быть достаточно прочными, чтобы выдерживать усилия, появляющиеся во время установки и срока службы, без изгибов или растяжения, так что растягивающие или сжимающие усилия, приложенные к одной секции трубопровода, передаются через корпус к смежной секции трубопровода. В DK 154730 (Logstor) описывается устройство, которое является в принципе жестким, а в EP-A-0245067 (Raychem) описывается устройство, которое может быть или полугибким, или жестким в зависимости от толщин стенок используемых рукавов или гильз и от диаметров и толщин стенок перекрываемых труб и корпусов.
Корпуса, используемые в предыдущих разработках, включают в себя как дающие усадку при нагревании и стабильные при нагревании корпуса, так и образовавшие межмолекулярные связи и не образовавшие межмолекулярных связей корпуса. В DK 154730 (Logstor), например, описывается не образовавший межмолекулярных связей, полиэтиленовый дающий усадку при нагревании корпус, который делается дающим усадку при нагревании только путем ориентации молекул. Концы корпуса проложены расплавляющимся при нагревании адгезивом, способным прилипать к полиэтилену. Аналогичным образом, в GB 2184804 (Tjaerekompagniet Danske Gasvaerkers Tjaere Kompagni) описывается корпус, который может образовывать межмолекулярные связи и который расширяется у концов только для того, чтобы сделать эти концы восстанавливаемыми при нагревании. Внутренняя поверхность концов корпуса может быть снабжена сварным слоем или слоем адгезива.
В EP-A-0188363 (Shaw) описывается образовавший межмолекулярные связи, дающий усадку при нагревании трубчатый корпус, внутренняя поверхность которого покрыта адгезивом или уплотнителем, но предпочтительно адгезивом с прочностью к усилию сдвига не менее 3 фунтов на квадратный дюйм. Это позволяет месту соединения сопротивляться сдвигающим (скалывающим) нагрузкам, т. е. обеспечивает жесткое уплотняющее устройство, в котором растягивающие и сжимающие усилия, прилагаемые к одному обрезанному покрытию трубы, передаются через корпус к смежному обрезанному покрытию трубы.
Преимущества дающих усадку при нагревании устройств в том, что их можно изготавливать с увеличенными размерами относительно отрезанных торцов труб, так что их можно легко надевать скольжением на эти торцы труб.
Восстанавливаемые при нагревании изделия согласно изобретению находят себе применение в качестве корпусов для мест соединения между термоизолированными трубами. Их можно использовать способом, аналогичным тому, который был описан выше со ссылками на уровень техники.
Таким образом, четвертый аспект данного изобретения предусматривает способ изоляции места соединения между трубами с теплоизоляцией, изоляция в которых немного не доходит до соединения, оставляя часть трубы свободной от изоляции, причем этот способ включает:
а) размещение вокруг оголенной части трубы трубчатого изделия согласно изобретению; и
б) нагрев изделия, чтобы заставить его восстановиться, войдя в контакт с изоляцией каждой из труб.
Аналогичным образом изделия согласно изобретению можно применять для соединения труб, и они особенно полезны для соединения труб двойной защитной оболочкой, где требуются особенно прочные соединения.
Согласно изобретению на часть или на всю внутреннюю поверхность изделия могут быть нанесены различные адгезивы, или мастики, или их комбинация. Например, в способе использования согласно четвертому аспекту изобретения можно включить мастику с образованием гибкого соединения между изделием (используемым как корпус) и теплоизолированными трубами, или приводимый в действие нагреванием, например, расплавляющийся при нагревании, адгезив можно применять с образованием жесткого соединения между изделием (используемым как корпус) и теплоизолированными трубами. Адгезив, мастика или другой уплотняющий материал может покрывать всю внутреннюю поверхность изделия или же с успехом может находиться только на концах. Вместо наличия адгезивов или других уплотняющих материалов, заранее установленных на изделии, в способах согласно четвертому аспекту изобретения, или в других способах для различных областей применения, уплотняющие материалы могут наличествовать в виде отдельных полосок, установленных на месте между изделием и объектом. Использование отдельных полосок позволяет избежать необходимость помещать защитные покрытия над изделиями, с нанесенным адгезивом. В иных случаях защитное покрытие может потребоваться для предотвращения загрязнения.
При использовании отдельной полоски адгезива, особенно полоски, плавящейся при нагревании, в области применения, когда полоска помещается в открытое кольцо (например, между изделием согласно изобретению и поверхностью трубы), полоску адгезива можно преждевременно расплавить нагревом, осуществляемым для восстановления изделия, и она может выпасть из правильного положения. Поэтому предпочтительно армировать такие отдельные полоски адгезива, например волокнами. Это армирование не предотвратит расплавления, но не даст полоске адгезива выпадать из ее правильного положения. Такое армирование может также улучшить вообще механические характеристики адгезива. Поэтому изобретение также предусматривает наличие набора деталей, содержащего изделие согласно изобретению в сочетании с отдельными полосками адгезива, причем полоски адгезива предпочтительно армированы.
Можно использовать сочетание активизируемого нагреванием (например расплавляющегося при нагревании) адгезива и кольца из мастики. В одном примере выполнения кольцо или намотанная полоска расплавляющегося при нагревании адгезива находится рядом с кольцом из мастики между изделием и предметом. Например, для места соединения между трубами с теплоизоляцией кольцо из расплавляющегося при нагревании адгезива или намотанная полоска предпочтительно помещается рядом с кольцом из мастики или намотанной полоски между изделием (создающим корпус) и изоляцией трубы, у каждого конца корпуса. Адгезив можно поместить ближе, чем мастику к концу корпуса, или наоборот. Активизируемые нагреванием кольца адгезива и кольца мастики могут создавать прокладку рукавов или представлять собой отдельные полоски.
В другом примере выполнения между изделием и объектом можно использовать дискретную полоску, содержащую слоистую конструкцию из слоя активизируемого нагреванием адгезива и слоя мастики. Слои активизируемого нагреванием адгезива и мастики могут иметь в принципе одну и ту же форму и размеры и в принципе точно накрывать друг друга. В другом примере выполнения можно использовать комбинацию широкой ленты активизируемого нагреванием адгезива и более узкой ленты мастики на одной поверхности адгезива. Когда применяется комбинация широкой ленты адгезива и более узкой ленты мастики, ленту мастики можно поместить по центру ленты адгезива или ближе к ее одной стороне. Обычно лента адгезива может быть шириной примерно 50 мм - 150 мм, а лента мастики шириной примерно 25 мм - 100 мм. Особенно предпочтительный пример выполнения содержит ленту адгезива шириной около 100 мм и ленту мастики шириной около 50 мм.
При использовании слоистой конструкции активизируемого нагреванием адгезива и мастики адгезив может помещаться ближе чем мастика к объекту, или наоборот. В предпочтительных примерах выполнения мастика находится ближе к объекту, чем адгезив. Это дает следующие преимущества. Во-первых, мастику обычно легче прикреплять к объекту-подложке (например, к поверхности трубы), чем адгезив. Во-вторых, для изделий, которые восстанавливаются внешним источником нагрева, таким как газовая горелка, поверхность раздела между изделием и адгезивом достигает более высокой температуры, чем поверхность раздела между адгезивом и объектом-подложкой. Обычно при использовании газовой горелки для достижения восстановления поверхность раздела между изделием и адгезивом достигает температуры около 100-110oC. Этой температуры достаточно для активизации широкого набора существующих сейчас активизируемых нагреванием адгезивов. В-третьих, поскольку мастика отделена от изделия адгезивом, она позволяет размещать изделие над полоской адгезив-мастика без риска того, что изделие прилипнет преждевременно в неправильном положении к липкой мастике. Следовательно, это помогает избегать необходимости удалять любой разъединяющий слой с мастики, когда изделие заняло свое положение.
Комбинации адгезив-мастика особенно полезны, когда изделие является корпусом для соединений между трубами с теплоизоляцией, и объект-подложка - это труба. Для этой области применения комбинация "широкая лента адгезива - более узкая лента мастики" особенно полезна для увеличения стойкости к утечкам между корпусом и изоляцией трубы. Однако аналогичные комбинации адгезив-мастика могут быть пригодны для других областей применения, например, в соединениях между трубами с двойной защитной оболочкой.
Если между изделием и объектом-подложкой используются активируемые нагреванием адгезивы, может оказаться полезным предварительно нагревать объект до наложения адгезива и изделия. Температуры предварительного нагрева, как минимум, 40oC, или 60oC, или 80oC, или 100oC могут быть пригодными в зависимости от вида используемого адгезива.
При использовании внешнего источника нагрева, такого как газовая горелка, над частью внешней поверхности могут иметься теплоотражательные защитные покрытия, так что достигается резкий ступенчатый переход непосредственно рядом с защитным покрытием после восстановления. Это может быть желательным для некоторых областей применения и может улучшить уплотнение.
Другие изделия согласно изобретению могут включать в себя отдельные или образующие одно целое сварные нагреватели, чтобы достичь непосредственного сплавленного соединения между изделием и объектом, на котором оно помещено. Например, в случае приведенного выше примера трубы с теплоизоляцией нагреватель поверхности раздела может быть помещен между внутренней поверхностью изделия и внешней поверхностью отрезанной изоляции трубы.
Если нужно достичь непосредственного сварного соединения между изделием и объектом, изделия согласно изобретению предпочтительно включают в себя как минимум один слой прокладки, содержащий материал без межмолекулярных связей. Предпочтительные примеры выполнения изделий согласно изобретению поэтому имеют межмолекулярные связи по основному корпусу изделия для обеспечения последовательной воспроизводимости восстановления, как описано ниже, но содержат слой без межмолекулярных связей внутренней прокладки. Другие предпочтительные изделия согласно изобретению содержат лист с неоднородными межмолекулярными связями по всей его толщине, как описано выше, причем во внутренней поверхности межмолекулярных связей меньше, чем во внешней поверхности, или совсем их нет. Таким образом внутренняя поверхность внутренней обмотки листа создает слой прокладки без межмолекулярных связей, способный образовывать прямое сварное соединение с объектом.
Изделия согласно данному изобретению содержат полимерный лист с молекулярными связями. Восстанавливаемые изделия, изготовленные восстанавливаемыми посредством расширения заготовки с межмолекулярными связями, обычно имеют более воспроизводимое и последовательное поведение при восстановлении, чем восстанавливаемые изделия, которые были выполнены восстанавливаемыми только путем ориентации молекул.
Поскольку восстанавливаемые при нагревании изделия с межмолекулярными связями согласно изобретению имеют такое последовательное и воспроизводимое поведение при восстановлении, их можно успешно использовать без дополнительных торцевых уплотнений.
В особенности, если изделия согласно изобретению имеют толстые стенки, после восстановления упругая деформация может оставаться в торцах изделия. Это означает, что изделие имеет возможность сокращаться еще после охлаждения. Значения приблизительно 3% деформации могут наблюдаться, например, для полиэтилена высокой плотности. Это особенно полезно, если механизм текучей связи используется для непосредственной связи изделия с объектом-подложкой, поскольку имеющаяся дополнительная усадка заставляет текучий материал заполнять любые зазоры или пустоты.
Более того, по сравнению с восстанавливаемыми изделиями без межмолекулярных связей восстанавливаемые изделия с межмолекулярными связями лучше сохраняют свои характеристики восстановления во время хранения (особенно когда их делают восстанавливаемыми путем расширения примерно при их температуре плавления кристаллического вещества), не требуют отражательной упаковки для предотвращения преждевременной усадки из-за воздействия солнца и обычно восстанавливаются при более высоких температурах, что позволяет применять более высокотемпературные активизируемые при нагревании адгезивы, которые обычно обладают лучшими рабочими характеристиками, чем более низкотемпературные активизируемые нагреванием адгезивы.
Если изделие нужно сплавить с объектом, можно использовать промежуточный сварной нагреватель. Примерами являются резистивные проволочные нагреватели или металлические сетчатые элементы, нагреваемые индукцией. Сварной нагреватель может заставить материал изделия непосредственно сплавиться с объектом-подложкой или опосредованно через сварной нагреватель. В одном примере выполнения можно использовать сварной нагреватель, проводящий нагреватель полимерной границы раздела, предпочтительно в виде ленты, такой как описана в WO 88/06517 или WO 89/05220. Такая лента предпочтительно содержит полиэтилен сверхвысокой молекулярной массой (ПСВММ), предпочтительно агломерированный и содержащий проводящий наполнитель, такой как углеродная сажа. Ленты являются проводящими и предпочтительно содержат удлиненные электроды, например, в виде проводящей оплетки, проходящей вдоль их длинных краев, которая может подсоединяться к источнику электрической энергии для пропускания электрического тока через ленту, тем самым нагревая ее. Будучи нагретым, материал ленты может сплавляться с любым совместимым полимерным изделием, к которому он примыкает. Поэтому предпочтительное изделие согласно изобретению содержит проводящую полимерную ленту, предпочтительно описанного выше типа, проходящую вокруг внутренней периферии каждого конца изделия. Эта лента может проводить электрический ток, нагреваться и сплавляться с изделием и с соседними объектами. В этом случае сплавление между изделием и объектом является опосредованным, через сварную ленту. Например, если изделие согласно изобретению используется в качестве корпуса для соединения труб с теплоизоляцией, одна сторона проводящей ленты будет сплавляться с изделием (корпусом), а другая сторона - с изоляцией трубы. Аналогичным образом, если изделие используется для соединения двойных контейнеров или других труб, одна сторона ленты будет сплавляться, сцепляясь с изделием, а другая сторона - с трубами. Вместо того, чтобы быть заранее установленной на поверхности изделия, проводящая лента может поставляться как отдельная деталь.
Для некоторых областей применения, когда толщина изделия составляет примерно 2,5 мм, проводящая лента, будучи активизированной, может также дать достаточный нагрев, чтобы вызвать усадку концов восстанавливаемого изделия. В этих случаях можно использовать процедуру двухэтапного нагрева. Первый ток можно пропускать, чтобы вызвать восстановление, а второй ток пропускается, чтобы вызвать сплавление между изделием и объектами. Обычно более низкая энергия необходима для вызывания восстановления, чем для вызывания сплавления. Для других областей применения можно применять другой способ нагрева для этапа восстановления, например газовую горелку, тепловое защитное покрытие или дающие усадку при нагревании электрические нагреватели.
Этот двухэтапный процесс нагрева с использованием проводящей полимерной нагревающей ленты или другого нагревающего элемента является новым сам по себе, независимо от вида изделия, с которым она связывается (например, включая не имеющие множественную обмотку изделия). Поэтому другой аспект изобретения предполагает способ сцепления восстанавливаемого полимерного изделия с полимерным объектом-подложкой, включающий:
а) размещение ленты, содержащей проводящий полимерный материал, или другой нагреваемый элемент между внутренней поверхностью концов изделия и объектом;
б) пропускание электрического тока через ленту или другой нагревательный элемент при плотности энергии, достаточной для нагрева концов изделия, чтобы они восстановились, входя в контакт с объектом; и затем
в) пропускание электрического тока через ленту или другой нагревательный элемент при второй плотности энергии, достаточной для того, чтобы одна поверхность ленты сплавилась с изделием, а вторая поверхность ленты сплавилась с объектом.
Процесс, в котором нагревательный элемент заранее устанавливается на внутренней поверхности восстанавливаемого трубчатого полимерного изделия, причем нагревательный элемент используется для восстановления изделия или/и для сварки изделия с объектом и способен завершить восстановление изделия, также сам по себе является новым.
Поэтому другой аспект изобретения предусматривает способ сцепления восстанавливаемого трубчатого полимерного изделия с полимерным объектом-подложкой, включающий:
а) наличие одного или большего числа нагревательных элементов, заранее установленных на внутренней поверхности восстанавливаемого трубчатого полимерного изделия, каковые нагревательные элементы (элемент) способны завершить восстановление изделия;
б) размещение изделия вокруг объекта; и
в) активирование нагревательных элементов, причем тепло, выделяемое нагревательными элементами, заставляет изделия сцепляться с объектом.
Чтобы завершить восстановление изделия, обычные нагревательные элементы могут быть деформируемыми, как, например, деформируемая сетка, В качестве других нагревательных элементов можно использовать описанные выше проводящие полимерные ленты.
В этом способе тепло от нагревательных элементов можно вместо того, или в дополнение к этому, использовать для восстановления изделия, по крайней мере, на его концах.
Изделия с межмолекулярными связями согласно изобретению можно напрямую сварить с изоляцией трубы (или с другой подложкой) без необходимости прилагать какое-либо отдельное внешнее давление. Нужно приложить достаточное количество тепла в течение достаточного времени, чтобы достичь большого усилия сварки. Однако избыточного нагрева нужно избегать, т. к. он может привести к тепловому расширению изделия и последующему уменьшению усилия восстановления. В отличие от этого ряд непосредственно сваренных, без межмолекулярных связей и дающих усадку корпусов, имеющихся на рынке, предполагает приложение внешнего давления посредством механически или гидравлически приводимых в действие внешних зажимов в сочетании со сварными нагревателями.
Если изделие включает в себя слой прокладки адгезива, адгезив можно выполнить так, чтобы он действовал как указатель температуры и показывал, когда достигается достаточный нагрев для сцепления с лежащим ниже объектом. Например, он может менять свой цвет при указанной температуре, он может течь и становиться видимым снаружи при этой температуре. К числу других предусматриваемых примеров выполнения относятся адгезив, наносимый в неплоскостной конфигурации, например, гребнями или буграми, причем гребни или бугры исчезают при приложении достаточного количества тепла.
Вместо того, чтобы непосредственно сцепляться с изоляцией трубы с любой стороны соединения между трубами с теплоизоляцией посредством сварки или адгезива, изделия согласно изобретению можно использовать совместно с отдельными дающими усадку торцевыми уплотнениями, покрытыми адгезивом, или мастикой, или их сочетанием.
Если изделия согласно изобретению нужно использовать в способе согласно четвертому аспекту изобретения (в виде корпуса между трубами с теплоизоляцией), изделия можно использовать в сочетании с отдельными торцевыми уплотнениями, которые перекрывают корпус и изоляцию трубы, или же корпуса можно прямо сваривать (т. е. сцеплять плавлением) с изоляцией трубы. Если нужно применять сварочную систему, на изделие предпочтительно нанесен совместимый материал без межмолекулярных связей, чтобы осуществить сварку.
Для некоторых областей применения может быть полезным иметь дополнительные рукава с толстыми стенками, окружающие концы изделия согласно изобретению. Такие рукава - это предпочтительно короткие рукава с толстыми стенками, и они предпочтительно восстанавливаются при нагревании. Такие дополнительные рукава могут быть особенно полезны, когда изделия согласно изобретению нужно использовать для сцепления с объектом, когда связь должна подвергаться внутреннему давлению. Примером может служить то, когда изделие из полиэтилена высокой плотности нужно использовать, чтобы соединить трубы с двойной защитной оболочкой. Например, если такое внутреннее давление приводит к растягивающему напряжению от центробежных сил 5 МПа в изделии, такое напряжение породит упругую деформацию стенок изделия около 3%. Чтобы предотвратить любую возможность утечек из-за деформации, рекомендуется применять дополнительные армирующие торцевые рукава, тем самым уменьшая растягивающие напряжения и последующую деформацию до приемлемых уровней. Обычно рукава имеют такую же толщину, что и само используемое изделие, или толще. Они могут уменьшить локально растягивающее напряжение на половину или более. Поэтому изобретение предусматривает наличие набора деталей, содержащего изделие согласно изобретению в сочетании с дополнительными торцевыми армирующими рукавами и способ их использования. Один отдельный рукав можно использовать на каждом конце или несколько рукавов, расположенных рядом друг с другом или/и друг на друге. Предпочтительно достаточные дополнительные рукава используются для снижения упругой деформации у концов до самое большое 1%.
Предпочтительные материалы для изделий согласно изобретению - это полиолефины, например полиэтилен. В особенно предпочтительной конструкции изделие содержит полиэтилен средней или высокой плотности, предпочтительно с межмолекулярными связями. Слой прокладки без межмолекулярных связей, если он имеется, может содержать совместимый полимер, такой как полиэтилен без межмолекулярных связей.
Установку изделий согласно изобретению для любой области применения можно производить любым удобным способом нагрева, хорошо известным в технике. Например, можно использовать горелку, пульверизатор горячего воздуха, электрический резистивный нагрев или индукционный нагрев. Выбор способа нагрева будет зависеть от области применения и будет очевиден для специалиста.
Теперь примеры осуществления настоящего изобретения будут описаны в качестве примеров, со ссылками на сопроводительные чертежи, на которых:
фиг. 1 - это продольный разрез изделия согласно изобретению;
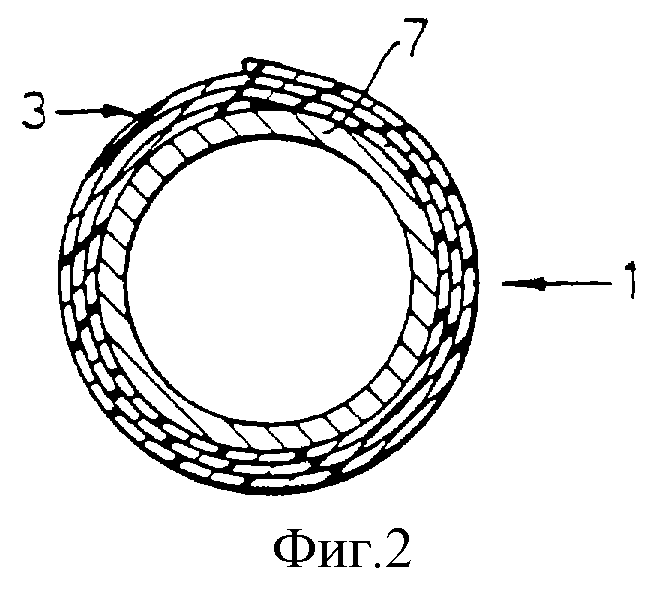
фиг. 2 - это поперечное сечение, по линии А-А фиг. 1;
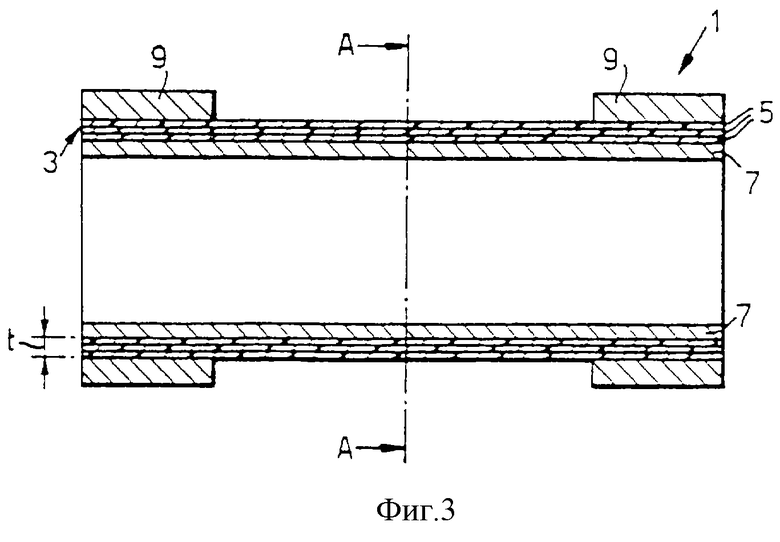
фиг. 3 показывает другое изделие согласно изобретению;
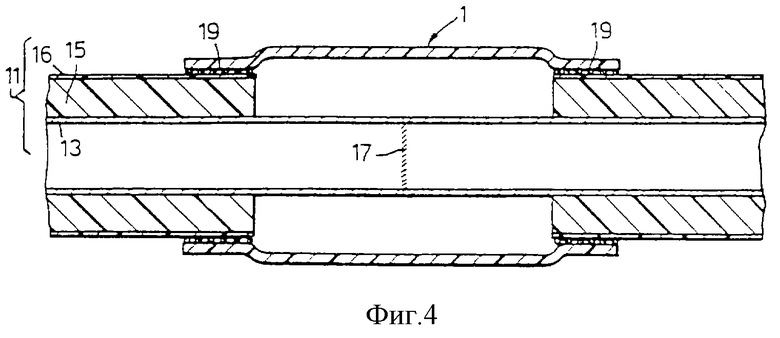
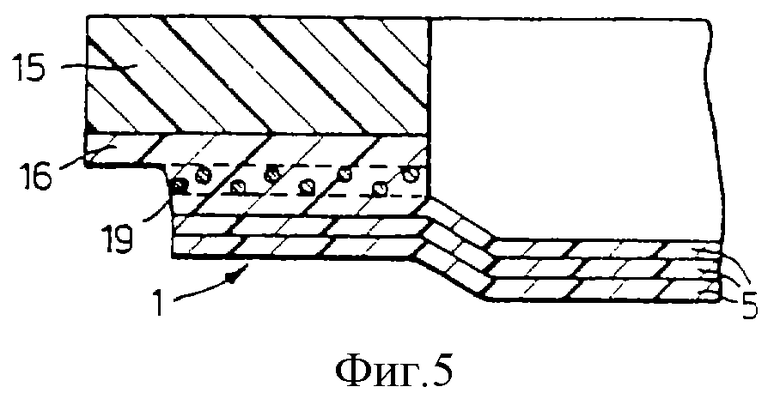
фиг. 4 и 5 показывают применение изделия по фиг. 1 и 2;
фиг. 6, 7 и 8 показывают другие изделия и их применения согласно изобретению; и
фиг. 9 и 10 показывают последовательные этапы в двух отдельных способах изготовления изделия согласно изобретению.
Как видно из чертежей, на фиг. 1 и 2 показано трубчатое изделие 1, содержащее лист 3 восстанавливаемого при нагревании полиэтилена высокой плотности с межмолекулярными связями, образовавшего спиральные межмолекулярные связи при образовании трубчатого изделия. Каждый слой 5 обернутого листа 3 непосредственно сплавлен со своими смежными слоями. Общая толщина обернутых слоев t составляет примерно 3 мм в показанном примере. Изделие включает в себя дополнительный слой в виде прокладки 7, содержащий полиэтилен низкой плотности без межмолекулярных связей.
На фиг. 3 показан другой пример выполнения, в котором дополнительные армирующие рукава 9 установлены у каждого конца изделия 1 для повышения стойкости к радиальному, направленному вовне давлению.
На фиг. 4 и 5 показано применение изделия по фиг. 1 и 2 в сочетании с нагревателями 19 поверхности раздела для образования продолжения соединения между двумя трубами 11 с теплоизоляцией. Каждая труба содержит центральную стальную трубу 13, полиуретановую изоляцию 15 и внешнюю оболочку 16 из полиэтилена. Стальные трубы 13 были сварены встык 17, и изоляция отрезана и завернута назад на участке сварки. До начала сварки труб 13 трубчатое изделие 1 надевается скольжением на одну из труб 11, затем изделие 1 согласно изобретению помещается, так чтобы перекрыть отрезанную изоляцию 15. Нагреватели поверхности раздела (например, резистивные проволочные нагреватели 19) включены между концами изделия 1 и внешними оболочками 16 трубы. Когда изделие и нагреватели 19 поверхности раздела правильно установлены, изделие нагревается, например, посредством горелки, чтобы восстановить его, по крайней мере, у его концов. Затем изделию дают остынуть. В охлажденном изделии в результате восстановления возникают остаточные растягивающие напряжения примерно 4,5 МПа. В этот момент приводятся в действие нагреватели 19 поверхности раздела. При температуре, достигнутой на поверхности раздела с помощью нагревателей, и под действием остаточных растягивающих напряжений в изделии образуется прямое сплавленное сцепление между слоем 7 без межмолекулярных связей, нанесенным на изделие 1, и оболочками 16 трубы. Не требуется никакого прикладываемого извне давления.
Вместо нагревателей 19 поверхности раздела, или в добавление к ним, можно применять активируемые нагреванием адгезивы как прокладку у концов изделия 1. Они тоже образуют связь между внутренней поверхностью изделия 1 и оболочками трубы без необходимости в прикладываемом извне давлении. Адгезивы могут активизироваться теплом, прилагаемым для восстановления изделия, или же при использовании отдельных нагревателей поверхности раздела теплом, выделяемым нагревателем поверхности раздела. При использовании адгезивов можно удобно исключить отдельный слой 7 без межмолекулярных связей, нанесенный на изделии 1.
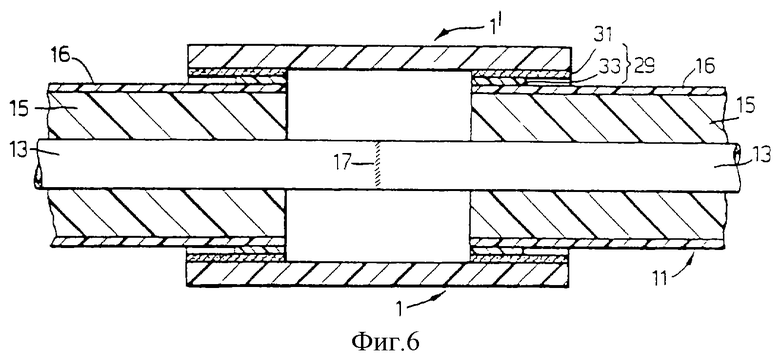
На фиг. 6 показано применение изделия, аналогичного показанному на фиг. 1 и 2 (но без слоя 7 прокладки без межмолекулярных связей), используемому в сочетании с адгезивом и мастикой для образования продолжения соединения между двумя трубами с теплоизоляцией. Изделие имеет позицию 1' и используется вместе с полоской 29, содержащей широкую ленту расплавляющегося при нагревании адгезива 31 и более узкую ленту мастики 33, в виде корпуса между двумя трубами 11 с теплоизоляцией. На этом чертеже позиции, используемые для компонентов труб, те же самые, что использовались со ссылками на фиг. 4 и 5. На фиг. 6 показано приспособление до восстановления изделия 1'.
В устройстве фиг. 6 трубчатое изделие 1' расположено над трубой 11 до ее соединения сваркой с другой трубой 11. Концы обрезанной и загнутой изоляции 16 затем предпочтительно заранее нагреваются до температуры, как минимум, 60oC, и полоска из мастики и адгезива 29 наматывается вокруг концов каждой из обрезанных изоляций 16 на трубах 11, как показано. Затем корпус ставится в положение над полосками 29 мастики-адгезива, как показано. То, что мастика 33 находится внутри расплавляющегося при нагревании адгезива 31, означает, что нет риска того, что изделие 1' прилипнет к клейкой мастике 33 в неправильном положении. После установки тепло подается на, как минимум, концы изделия 1' с помощью внешнего источника тепла, такого как газовая горелка (не плавящийся при нагревании адгезив 31), чтобы течь и связать поверхности 16 трубы.
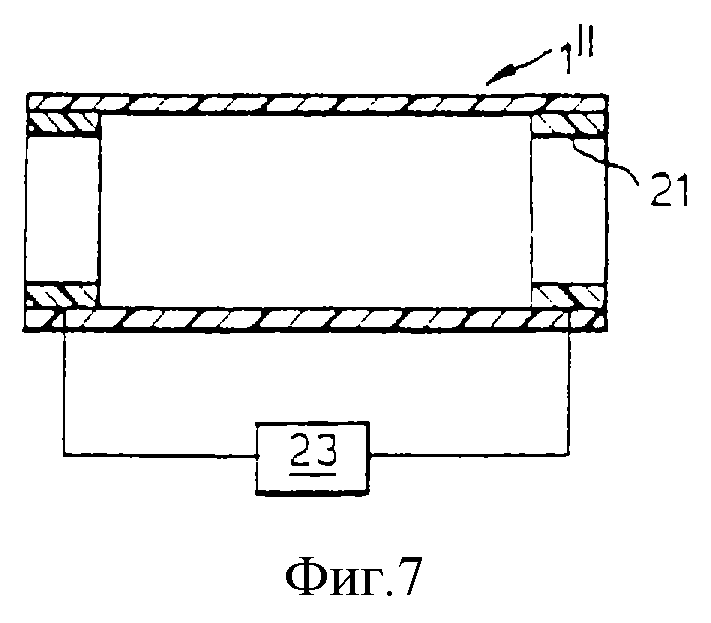
На фиг. 7 показано альтернативное изделие 1'', где использованы проводящие полимерные ленты 21 из содержащего углерод ПСВММ того типа, который описан в WO 88/06517 и WO 89/05220, у концов изделия. Они могут быть соединены с источником электрической энергии 23, чтобы ток мог течь по ним для их нагрева. Это тепло можно использовать, чтобы дали усадку концы изделия 1'' (или же можно использовать отдельные нагревательные средства). Тепло действительно служит для того, чтобы сплавить внешнюю поверхность обернутых лент 21 с внутренней поверхностью изделия 1'', и внутреннюю поверхность обернутой ленты с объектом (не показан), размещенным внутри изделия. Можно применить двухэтапный процесс подачи энергии для того, чтобы сначала осуществить восстановление, а затем сплавление.
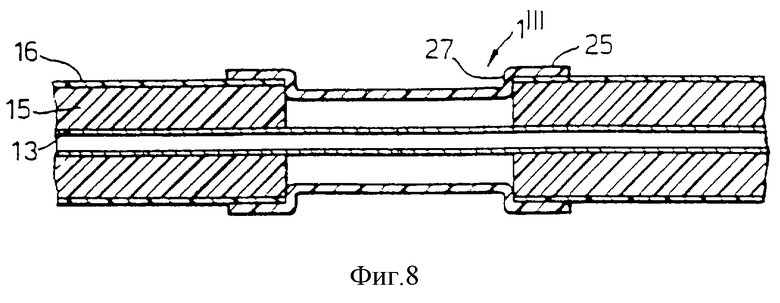
На фиг. 8 показано применение другого изделия 1''' для образования продолжения соединения между трубами с теплоизоляцией, т. е. в том же применении, что показано на фиг. 4, 5 и 6. На фиг. 7 одинаковые номера позиций используются для указания одинаковых деталей для труб с теплоизоляцией, показанных на фиг. 4 и 5. В этом случае концы 25 изделия частично восстановлены в углублении между обрезанными участками теплоизоляции 15. Поэтому изделие 1''' представляет вертикальный лицевой переход 27 между внешней оболочкой 16 трубы и углублением. Это обеспечивает улучшенную способность удерживать давление и дополнительное растягивающее напряжение.
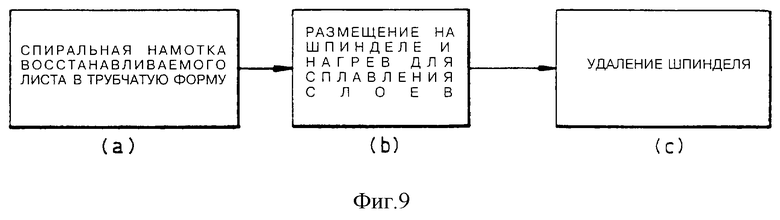
На фиг. 9 схематически представлены этапы способа производства изделия согласно изобретению. На этапе (a) восстанавливаемый лист полиэтилена наматывается по спирали. На этапе (b) он размещается на шпинделе, и подается тепло (например, из печи) для восстановления листа на шпинделе и для сплавления слоев напрямую друг с другом с последующим охлаждением, затем на этапе (c) шпиндель удаляют. Шпиндель имеет приблизительно такие размеры, чтобы изделие, образовавшееся после этапа (c), все еще имело, как минимум, 3% остаточного восстановления.
На фиг. 10 схематически показаны этапы альтернативного способа производства изделия согласно изобретению. На этапе (a) стабильный при нагревании лист сворачивается в трубчатое изделие. На этапе (b) подается тепло для сплавления вместе слоев, и на этапе (c) сплавленные слои расширяются, чтобы сделать изделие восстанавливаемым.
Изобретение относится к трубчатому полимерному изделию, восстанавливающему свои геометрические размеры при нагревании, к способам получения изделия и к способам использования изделия для соединения двух удлиненных предметов. Способ получения трубчатого изделия по первому варианту включает спиральное наматывание восстанавливаемого при нагревании полимерного листа с межмолекулярными связями с образованием трубчатой конфигурации, содержащей два или более перекрывающихся внахлестку слоя спирально намотанного листа. Полимерный лист содержит полиэтилен. Затем намотанный лист располагают вокруг опорного шпинделя и нагревают до температуры, достаточной для непосредственного сплавления смежных перекрывающихся внахлестку слоев листа с межмолекулярными связями. По второму варианту способ включает спиральное наматывание стабильного при нагревании полимерного листа с межмолекулярными связями, содержащего полиэтилен, с образованием трубчатой конфигурации, содержащей два или более смежных перекрывающихся внахлестку слоя спирально намотанного листа. Затем осуществляют нагревание намотанного листа до температуры, достаточной для сплавления смежных перекрывающихся внахлестку слоев листа с межмолекулярными связями, и расширение сплавленных слоев радиально наружу, посредством чего изделие выполняют восстанавливаемым при нагревании. Изобретение позволяет получать упрочненное трубчатое изделие с толщиной стенки, по меньшей мере, 2,2 мм, содержащее спирально намотанный полимерный лист с межмолекулярными связями, содержащий полиэтилен, перекрывающиеся внахлестку слои которого непосредственно сплавлены друг с другом. 2 с. и 1 з. п. ф-лы, 10 ил.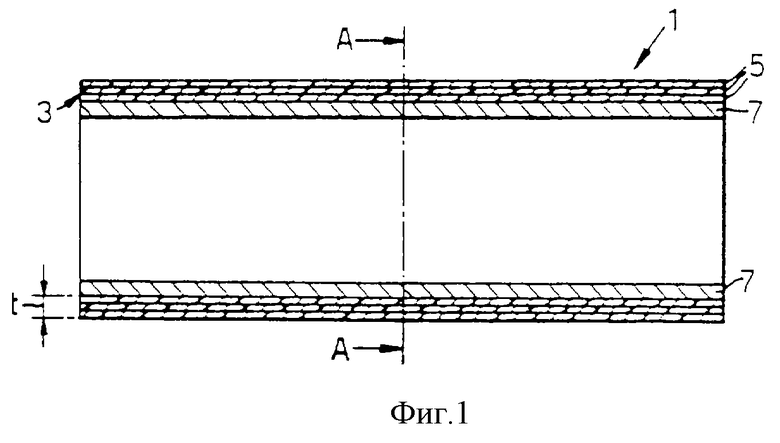
Приоритет по пунктам:
31.05.1995 по пп. 1-3.
| PATENT ABSTRACT OF JAPAN, vol | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Способ переработки высокожелезистого силикоалюминия | 1983 |
|
SU1108122A1 |
| US 3539411 А, 10.11.1970 | |||
| DE 3512674 А1, 17.10.1985 | |||
| DE 3720577 А1, 04.08.1988 | |||
| 0 |
|
SU413050A1 | |
| РЕФЛЕКТОРНАЯ СУШИЛКА | 1947 |
|
SU79702A1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| ДУЛЯТОР С ДИНАМИЧЕСКИМ КОНДЕНСАТОРОМ | 0 |
|
SU164323A1 |
| DE 3635103 А1, 21.04.1988 | |||
| DE 3444908 А1, 12.06.1986 | |||
| Способ изготовления оболочек из листового термопластичного материала и устройство для изготовления изделий из листового термопластичного материала | 1978 |
|
SU967267A3 |
| Способ сварки пластмассовых труб | 1989 |
|
SU1680557A1 |

