Изобретение относится к устройствам, предназначенным для производства полых изделий из тонких листов термопласта, например промежуточных изделий в производстве упаковочных контейнеров, защитных упаковок и т.п. из листов или пленок поливинилхлорида, полипропилена, полистирола и др.
Известен ряд технических решений, имеющих с заявляемым ряд общих конструктивных признаков. Так, Устройство для пневмоформования листовых термопластов (SU, авт. св. N 1556927, кл. B 29 C 51/04, 1990) и Устройство для формования изделий из термопластичного листового материала (SU, авт. св. N 1171351, кл. B 29 C 51/36, 1985), которые содержат соосно установленные с возможностью относительного возвратно-поступательного движения плиту нагрева и матрицу (вкладыш) с отверстиями для подачи сжатого воздуха, а также зажимное устройство (прижимную рамку). В отличие от предлагаемого устройства в известном использован дистанционный нагрев, а зажимное устройство фиксирует лист термопласта на торцевой поверхности матрицы, под нагревательным элементом. В таких устройствах из-за дистанционного расположения нагревателя происходят большие потери энергии в окружающую среду, лист термопласта нагревается неравномерно, в частности, из-за краевого охлаждения, что может привести к термодеструкции листовой заготовки, образованию внутренних напряжений, складок.
В техническом решении Вакуумформовочной машины для изготовления изделий из термопластов (SU, авт. св. N 1685738, кл. B 29 C 51,10, 1991) также использован дистанционный нагрев, но прижимная планка расположена по периметру нагревательного элемента нагревательной камеры. Достижению требуемого технического результата в данном устройстве препятствуют те же причины, что и в описанных выше аналогах, кроме того, неравномерность нагрева пленки увеличивается из-за прогиба нагреваемого листа под действием силы тяжести по направлению к нагревательным элементам, расположенным под листом.
Наиболее близким по конструктивным признакам к предлагаемому устройству является устройство контактного нагрева заготовок термопласта, см. Салазкин К. А. Шерышев М.А. Машины для формования изделий из листовых термопластов.- М. Машиностроение, 1977, с. 159, 71, рис. 78. Известное устройство, как и заявляемое, имеет плиту контактного нагрева и расположенную соосно матрицу, имеющую возможность вертикального перемещения. Плита нагрева в каналах имеет трубчатые нагреватели ТЭНы, а также щелевые отверстия для подачи сжатого воздуха прижима. В данном устройстве отсутствует прижимная рамка, ее роль выполняет пара сочленяемых поверхностей плиты нагрева и матрицы.
К причинам, препятствующим достижению требуемого технического результата при использовании устройства, принятого за прототип, относится то, что неравномерность прогрева листа объясняется не только краевыми эффектами, рассеянием тепловой энергии нагревателя, но и неравномерным распределением температуры по поверхности нагрева. Такая неравномерность нагрева наряду с деструкцией листа из-за перепада локальных давлений приводит к прилипанию нагретого листа к плите контактного нагрева.
Задачей изобретения является улучшение качества изделий из листов термопластов при уменьшении энергозатрат на их формование.
Достигаемый технический результат заключается в одновременном обеспечении более равномерного распределения температуры по поверхности нагревателя и уменьшении краевых эффектов нагрева листа термопласта, устранении явлений его прилипания к плите нагрева.
Сущность изобретения заключается в том, что предлагаемое устройство, как и известное, включает в себя плиту контактного нагрева и расположенную соосно с ней с возможностью возвратно-поступательного движения матрицу. Плита нагрева в каналах имеет нагреватели, например, трубчатые (ТЭНы), а также каналы подачи сжатого воздуха формовки. Матрица также снабжена каналами для подачи воздуха формовки от соответствующей пневмокамеры. Лист термопласта фиксируется между контактными поверхностями плиты нагрева и матрицы. Предлагаемое устройство дополнительно содержит прижимную рамку, закрепляющую лист термопласта между плитой контактного нагрева и матрицей. Рамка выполнена из термоизолирующего материала, т.е. выполняет одновременно с функцией прижима листа термоизоляцию нагреваемой пленки и части плиты контактного нагрева съемной плиты. При этом прижимная планка охватывает по всей высоте съемную плиту, а на внешнюю, контактную поверхность съемной плиты нанесен слой антиадгезионного материала, например, на основе фторопласта или кремнийорганических лаков. Прижимная рамка может быть выполнена, в частности, из текстолита, стеклотекстолита. Причинно-следственная связь между перечисленными признаками и достигаемым техническим результатом заключается в том, что прижимная планка является по функции прижимно-термоизолирующей, и позволяет одновременно термоизолировать часть плиты контактного нагрева, лист термопласта и прижать лист в рабочем положении. Это ведет к уменьшению краевого охлаждения листа и плиты, т.е. экономии тепловой энергии, уменьшению деструкции поверхности термопласта. Кроме того, закрепление прижимной планки на боковой поверхности съемной плиты не требует отдельного механизма передвижения прижимной рамки, а также облегчает замену этой части при замене соответствующей ей матрицы. Для уменьшения перепада локальных давлений на поверхность листа, для сглаживания краевых эффектов прижимная рамка незначительно выступает над контактной поверхностью съемной плиты с нанесенным на нее слоем антиадгезионного материала.
Описанное устройство схематически представлено на чертеже.
Устройство включает в себя подвижную в осевом направлении матрицу 1 и расположенную соосно ей плиту контактного нагрева 2. Плита контактного нагрева 2 содержит трубчатые нагревательные элементы ТЭНы 3 и щелевые отверстия 4 подачи воздуха формовки. Нижняя часть плиты контактного нагрева 2 является съемной плитой 5, которая охвачена прижимной рамкой 6; на съемную плиту 5 нанесен слой 7 антиадгезионного материала. Матрица 1 выполнена с отверстиями 8 подачи сжатого воздуха прижима.
Устройство работает следующим образом. Лист термопласта 9 размещают на матрице 1, затем поднимают матрицу до контакта листа термопласта с прижимной рамкой 6 и со вписанной в нее предварительно нагретой до установочной температуры съемной плитой 5. Затем начинают подавать сжатый воздух прижима под лист термопласта 9, обеспечивая лучший контакт с контактной поверхностью съемной плиты 5 в течение всего времени нагрева. По истечении времени достижения листом температуры формования подачу воздуха снизу прекращают и начинают подавать воздух формования через щелевые отверстия 4 в плите контактного нагрева 2, в съемной плите 5, производя негативное пневмоформование полого изделия. По окончании процесса подвижную в осевом направлении матрицу 1 с отформованным изделием отводят вниз, изделие после охлаждения извлекают, например, воздействием сжатого воздуха снизу. Устройство может быть дополнено узлами подачи пленки термопласта с рулона в узел формовки, вырубания готовых изделий, штабелирования и др. Поджим пленки (листа) и формование изделия разностью давлений могут быть осуществлены комбинированным пневмо- и вакуум-воздействием на лист термопласта через отверстия в верхней плите плите контактного нагрева или в нижней плите (включающей матрицу).
Предлагаемое устройство при его осуществлении предназначено для использования в промышленности, а именно в станкостроении, в упаковочном оборудовании.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВАНИЯ ПОЛОГО ИЗДЕЛИЯ ИЗ ТОНКОГО ЛИСТА ТЕРМОПЛАСТА | 1994 |
|
RU2111119C1 |
| УСТРОЙСТВО ЗАГИБА КРАЯ ИЗДЕЛИЯ ИЗ ЛИСТА ТЕРМОПЛАСТА | 1995 |
|
RU2096177C1 |
| ДЕРЖАТЕЛЬ ДЕМОНСТРАЦИОННЫЙ | 1998 |
|
RU2204172C2 |
| Вакуум-формовочная машина | 1989 |
|
SU1698083A1 |
| ТЕРМОФОРМОВОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ | 2012 |
|
RU2518621C2 |
| Многогнездная форма для изготовления изделий из листовых термопластов | 1977 |
|
SU707812A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ САЛОНА САМОЛЕТА ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2200114C2 |
| Устройство для контактной сварки термопластов | 1983 |
|
SU1337281A1 |
| Вакуум-формовочная машина для изготовления изделий из термопластов | 1988 |
|
SU1685738A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И СПОСОБ ФОРМИРОВАНИЯ КРИСТАЛЛИЧЕСКОГО СОРБЕНТА | 2013 |
|
RU2542171C2 |
Использование: изобретение относится к устройствам, предназначенным для производства полых изделий из тонких листов термопласта, например, промежуточных изделий в производстве упаковочных контейнеров, защитных упаковок и т. п. из листов или пленок поливинилхлорида, полипропилена, полистирола и др. Сущность изобретения: устройство формования полого изделия из листа термопласта дополнительно содержит прижимную рамку. Прижимная рамка выполнена из термоизолирующего материала. Плита контактного нагрева включает в себя съемную плиту. Прижимная рамка охватывает съемную плиту по боковой поверхности. На контактную поверхность съемной плиты нанесен слой антиадгезионного материала. Кроме того, прижимная рамка незначительно выступает над контактной поверхностью съемной плиты. Площадь формуемой поверхности листа не больше площади контактной поверхности съемной плиты. Прижимная рамка выполнена из текстолита. 3 з.п. ф-лы, 1 ил.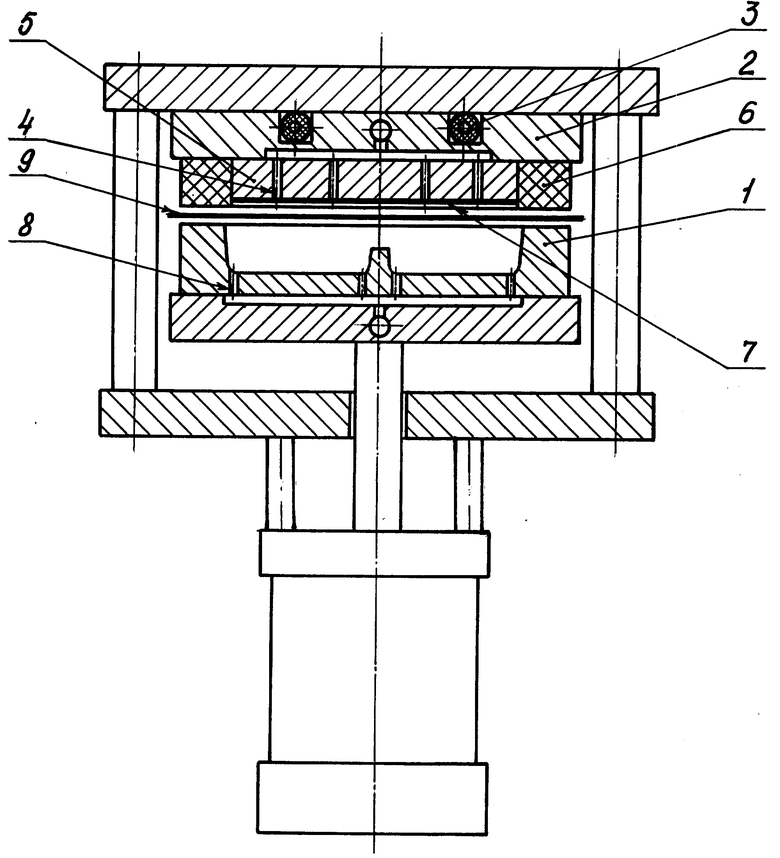
| SU, авторское свидетельство, 1556927, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| SU, авторское свидетельство, 1171351, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| SU, авторское свидетельство, 1685738, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Салазкин К.А., Шерышев М.А | |||
| Машины для формования изделий из листовых термопластов | |||
| - М.: Машиностроение, 1977, с | |||
| Катодное реле | 1918 |
|
SU159A1 |
| Парный автоматический сцепной прибор для железнодорожных вагонов | 0 |
|
SU78A1 |
| US, патент, 4057382, кл | |||
| Солесос | 1922 |
|
SU29A1 |

