1
Изобретение относится к области переработки пластмасс и, более конкретно, к многогнездным формам для изгогоеления изделий из листовых термопластов .
Известна мнэгогнездная форма для изготовления изделий из листовык термопластов , содержащая плиту с закрепленными на ней рабочими пуансонами и ограничительную решетку- 1.
Недостатком известной формы является повЕлшенный расход материала, так как изделия расположенные по периметру формы идут в отход, вследствие неравномерной вытяжки по их краям.
Наиболее близким техническим решением из известных является многогнезд ная форма для изготовления изделий из листовых термопластов на формовочной пневмо-вакуумной машине с прижимной рамкой, содержащая плиту с закрепленными на ней рабочими пуансонами и ограничительную-решетку 2J.
недостатком этой формы также является повышенный расход материала вследствие того, что изделия расположенные по периметру формы идут в отход из-за неравномерной вытяжки по их краям.
Целью изобретения является уменьшение расхода материала.
Для достижения указанной цели форма снабжена вспомогательными пуансонами, расположенными по периметру формы, а ограничительная решетка жестко закреплена на прижимной ршике формовочной машины.
Такое выполнение формы исключает
0 брак в изделиях расположенных по периметру формы, так как вспомогательные пуансоны обеспечивают их равномерную вытяжку.
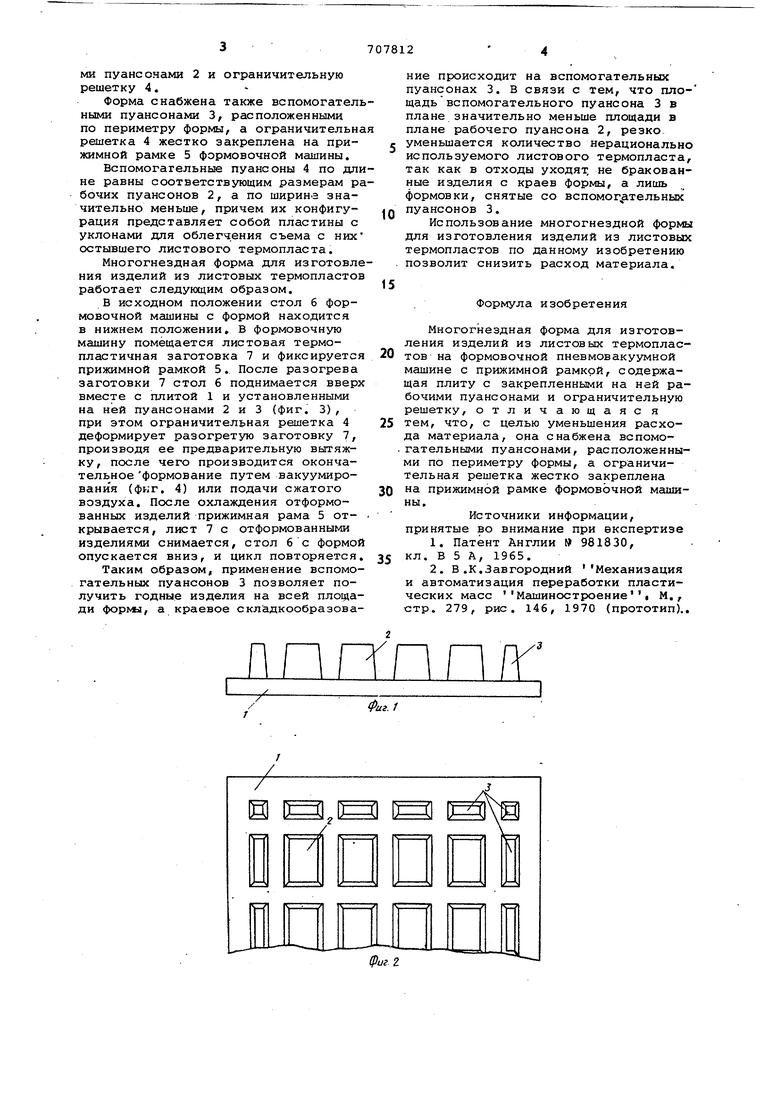
На фиг. 1 изображена многогнездная
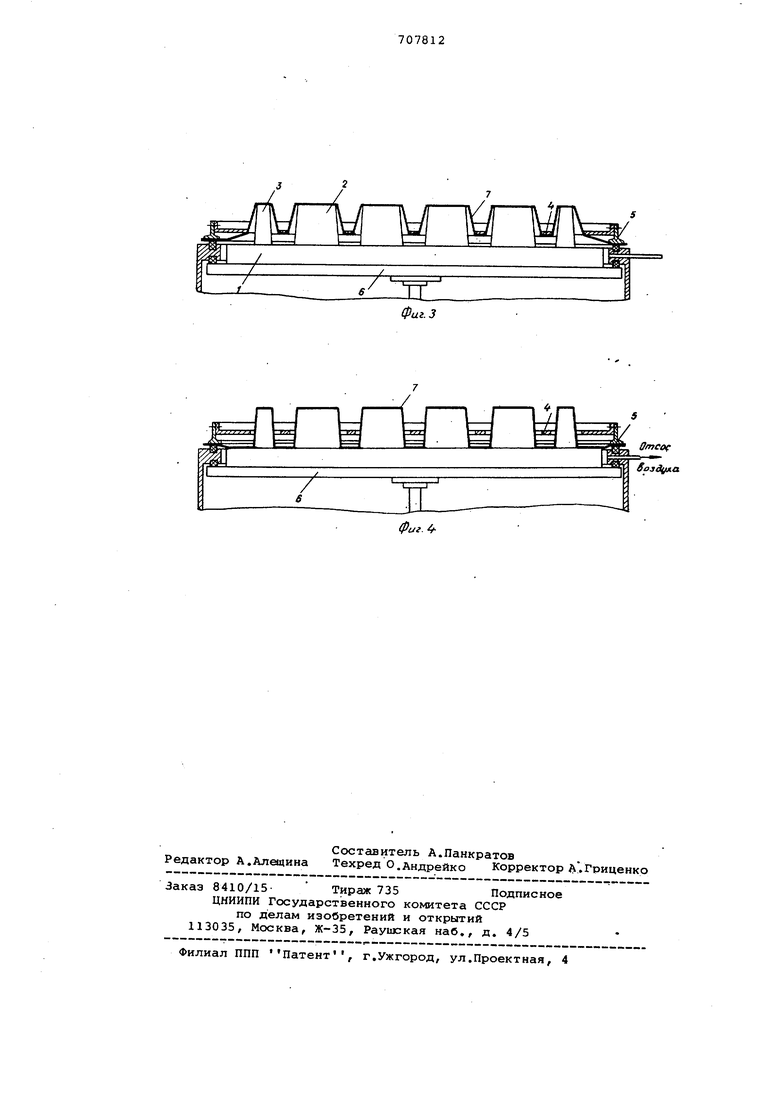
5 форма для изготовления изделий из листовых термопластов (вид сбоку); на фиг.2 изображен фрагмент формы в плане; на фиг.З изображена многогнеэдная форма на формовочной машине в мо0мент вытяхжи изделий; на фиг. 4 изображена многогнездная форма на формовочной машине .после окончания изготовления изделия.
5
Многогнездная форма для изготовления изделий из листовых-термопластов на формовочной пневмовакуумной машине с прижимной рамкой содержит плиту 1 с закрепленными на ней рабочи0ми пуансонами 2 и ограничительную решетку 4. Форма снабжена также вспомогатель ными пуансонами 3, расположенньоми по периметру формы, а ограничительна решетка 4 жестко закреплена на прижимной рамке 5 формовочной машины. Вспомогательные пуансоны 4 по дли не равны соответствующим размерам р бочих пуансонов 2, а по ширина значительно меньше, причем их конфигурация представляет собой пластины с уклонами для облегчения съема с них остывшего листового термопласта. Многогнездная форма для изготовле ния изделий из листовых термопластов работает следующим образом. В исходном положении стол 6 формовочной машины с формой находится в нижнем положении. В формовочную машину помещается листовая термопластичная заготовка 7 и фиксируется прижимной рамкой 5. После разогрева заготовки 7 стол 6 поднимается вверх вместе с плитой 1 и установленными на ней пуансонами 2 и 3 (фиг. 3), при этом ограничительная решетка 4 деформирует разогретую заготовку 7, производя ее предварительную вытяжку, после чего производится окончательное формование путем вакуумирования (фкг. 4) или подачи сжатого воздуха. После охлаждения отформованных изделий прижимная рама 5 открывается, лист 7 с отформованными изделиями снимается, стол 6с формо опускается вниз, и цикл повторяется Таким образом, применение вспомо гательных пуансонов 3 позволяет получить годные изделия на всей площа ди , а краевое склйдкообразова ние происходит на вспомогательных пуансонах 3. В связи с тем, что площадь вспомогательного пуансона 3 в плане значительно меньше площади в плане рабочего пуансона 2, резко уменьшается количество нерационально используемого листового термопласта, так как в отходы уходят, не бракованные изделия с краев формы, а лишь формовки, снятые со вспомог ательных пуансонов 3. Использование многогнездной формы для изготовления изделий из листовых термопластов по данному изобретению позволит снизить расход материала. Формула изобретения Многогнездная форма для изготовления изделий из листовых термопластов на формовочной пневмовакуумной машине с прижимной рамкой, содержащая плиту с закрепленными на ней рабочими пуансонами и ограничительную решетку, отличающаяс я тем, что, с целью уменьшения расхода материала, она снабжена вспомогательными пуансонами, расположенными по периметру формы, а ограничительная решетка жестко закреплена на прижимной рамке формовочной машины. Источники информации, принятые во внимание при експертизе 1.Патент Англии №981830, кл. В 5 А, 1965. 2.В.К.Завгородний Механизация и автоматизация переработки пластиМашиностроениеческих масс стр. 279, рис. 146, 1970 (прототип)..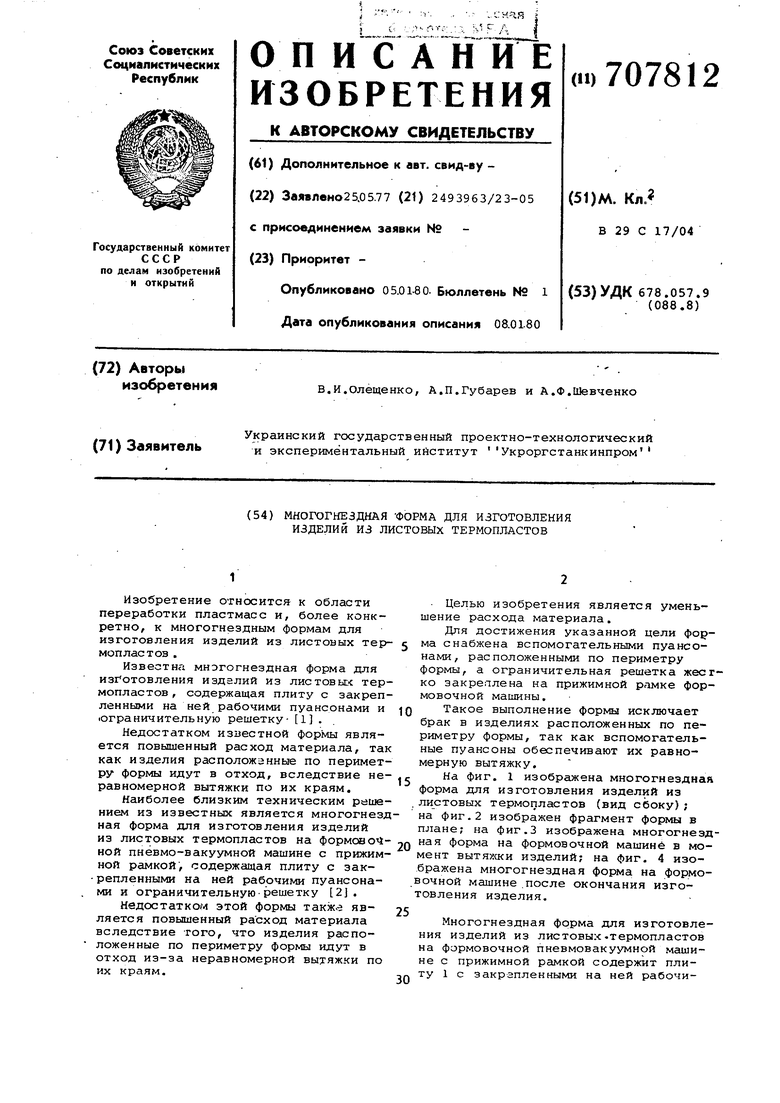
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО АКРИЛОВОГО ТЕРМОПЛАСТА | 2013 |
|
RU2562653C2 |
| ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2004 |
|
RU2263030C1 |
| Вакуум-формовочная машина для изготовления изделий из термопластов | 1988 |
|
SU1685738A1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ОРГАНИЧЕСКОГО СТЕКЛА | 2000 |
|
RU2203804C2 |
| Устройство для формования листовых термопластов | 1982 |
|
SU1115909A1 |
| Форма для изготовления изделий из листовых термопластов | 1977 |
|
SU710815A1 |
| Способ формования изделий из полимерных материалов | 2018 |
|
RU2719838C1 |
| Машина для отделки футляров | 1983 |
|
SU1154099A1 |
| Форма для термовакуумного формования листовых термопластов | 1979 |
|
SU787177A1 |
| СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201831C2 |
фиг. г
УПЙ
s:
