Изобретение относится к технологии изготовления облицовочных рукавов для ремонта внутренней поверхности трубопроводов и псевдопроводов различного назначения, например для водоснабжения, канализации, теплотрассы.
В течение последних десятилетий при ремонте труб, особенно, подземного залегания (без вскрытия грунта) используются рукавные заготовки в виде предварительно пропитанных полимерными связующими различных материалов. Эти комплексные заготовки состоят, по крайней мере из двух, либо трех слоев, несущих в процессе ремонта труб и их последующей эксплуатации различные функциональные нагрузки. Слои такого пакета на различных этапах ремонта и эксплуатации труб играют важную роль как структурные элементы многослойной плакирующей системы. При этом комплексная трубчатая заготовка (рукав) предполагает наличие в структуре двух наружного и внутреннего слоев из герметичных, воздухонепроницаемых материалов. Внутренний слой играет на стадии ремонта роль "эластичного пуансона", через который передается давление рабочей среды, прижимающее внутренние "силовые" слои пакета к стенкам ремонтируемой трубы. Внешний пленочный слой препятствует проникновению, т.е. потере смолы в полостях травм ремонтируемой трубы.
Известен способ изготовления санирующего рукава для трубопроводов, включающий послойную укладку необходимых для формирования рукава структурных элементов из армирующего материала тканой и/или нетканой структуры и пропитку сформованного рукава связующим (DЕ, патент, 3614963, кл. B 29 O 65/20, 1987).
В известном способе не обеспечивается непрерывность технологического процесса изготовления рукава, т.к. операция пропитки изделия выносится за пределы производства на ремонтную площадку, т.е. сформованный рукав путем сварки продольных кромок встык транспортируют на место ремонтных работ. Это обстоятельство увеличивает трудоемкость работ и наличие ручного труда.
Известен и другой способ изготовления санирующего рукава для трубопроводов, при котором послойно укладывают необходимые для формования основного рукава структурные элементы из армирующего материала и пропитывают основной рукав связующим путем протягивания сформованного рукава в виде плоской ленты через ванну со связующим (SU, авт. св. 1326443, кл. B 29 D 23/24, 1987).
Однако известный способ многостадиен. Операция пропитки изделия переносится на последующую стадию при размотке рулона. При этом во время пропитки имеются большие потери связующего из-за разреженной сетчатой структуры рукава, в то время как для рукавов, предназначенных для ремонта трубопроводов необходимо не менее 60% содержания связующего. Кроме того, рукав, изготовленный по известной технологии, не может быть использован для трубопроводов, т. к. его невозможно прижать к стенкам ремонтируемой трубы с помощью воздуха или напора жидкости из-за его структуры.
Техническим результатом предложенного способа является одностадийность проведения способа, его упрощение, экономия связующего и улучшение качества рукава.
Для достижения технического результата в способе изготовления санирующего рукава для трубопроводов, при котором послойно укладывают необходимые для формования основного рукава структурные элементы из армирующего материала и пропитывают основной рукав связующим путем протягивания сформованного рукава в виде плоской ленты через ванну со связующим, согласно изобретения, после пропитки основного рукава его совмещают с наружным пленочным рукавом, подаваемым посредством накопителя. Перед протягиванием через ванну со связующим основного рукава внутрь него помещают внутренний пленочный рукав.
На приведенном чертеже схематично изображены последовательные стадии проведения процесса. Способ осуществляется следующим образом.
Пример 1. Для формирования санирующего рукава использовали следующие структурные элементы: рукав 1 в виде дубль системы, состоящей из войлока из синтетических нитей марки КМ (ТУ 1867888-900 П-2), сдублированного с пленочным поливинилхлоридом. Такой рукав сплющивают и подают в пропиточную ванну 2 с полиэфирным связующим горячего отверждения марки ПН-1 (Гост 27953). После пропитки и отжима излишнего связующего роликами 3 рукав направляют во внутреннюю полость накопителя, с которого подавался внешний пленочный рукав 4 на основе пленки из полиэтилена высокого давления. После совмещения рукавов, полученный комплексный рукав 5 поступает на бобину 6 приемного устройства.
Пример 2. Осуществлялся аналогично примеру 1, но в качестве основного структурного элемента для санирующего рукава использовали синтетический войлок марки КМ, сдублированный с покрытием на основе "пищевого" полиэтилена высокого давления. Этот рукав пропитывали эпоксидной смолой марки ЭД-20 с отвердителем (изометилтетрогидрофталевый ангидрид) горячего отверждения. С накопителя подавали пленочный рукав из полиэтилентерефталата (лавсана) марки ПЭТ-0 (ТУ 6-05-1794-76)
Пример 3. Осуществлялся аналогично примеру 1, но в качестве структурного элемента использовали систему на основе стеклоткани марки ТР-0,7 (Гост 6-19-521-85), содержащую внутри пленочный рукав из полиамида марки ПК- 4 (ТУ 6-05-1775-76). На накопителе размещали "дубль рукав", представляющий собой систему-материал КМ-1 (синтетический войлок), сдублированный с пленочным поливинилхлоридом (внешний слой).
Очевидно, что для изготовления санирующего рукава для ремонта трубопроводов методом "прямого протаскивания" или "выворота" нужно изменять порядок послойной укладки структурных элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫТИЯ ДЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА (ВАРИАНТЫ) | 1997 |
|
RU2125680C1 |
| САНИРУЮЩИЙ РУКАВ ДЛЯ ТРУБОПРОВОДОВ | 1996 |
|
RU2102649C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1994 |
|
RU2078279C1 |
| СПОСОБ САНИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА ТЕПЛОТРАССЫ И РУКАВ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111408C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫТИЯ ДЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 2004 |
|
RU2285857C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РУКАВА ДЛЯ ЗАЩИТЫ И РЕМОНТА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 2019 |
|
RU2726985C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1995 |
|
RU2084751C1 |
| СПОСОБ ОБЛИЦОВКИ ТРУБОПРОВОДА | 1998 |
|
RU2145029C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1994 |
|
RU2075687C1 |
| ПОКРЫТИЕ ДЛЯ РЕМОНТА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЛОКАЛЬНОГО НАНЕСЕНИЯ ЭТОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2000 |
|
RU2174640C1 |
Использование: для изготовления облицовочных рукавов для ремонта внутренней поверхности трубопроводов и псевдопроводов различного назначения, например, для водоснабжения, канализации, теплотрассы. Сущность изобретения: при изготовлении санирующего рукава для трубопровода послойно укладывают необходимые для формования основного рукава структурные элементы из актирующего материала и пропитывают основной рукав связующим путем протягивания сформованного рукава в виде плоской ленты через ванну со связующим. После пропитки основного рукава его совмещают с наружным пленочным рукавом, подаваемым посредством накопителя. Перед протягиванием через ванну со связующим основного рукава внутрь него помещают внутренний пленочный рукав. 1 з.п. ф-лы. 1 ил.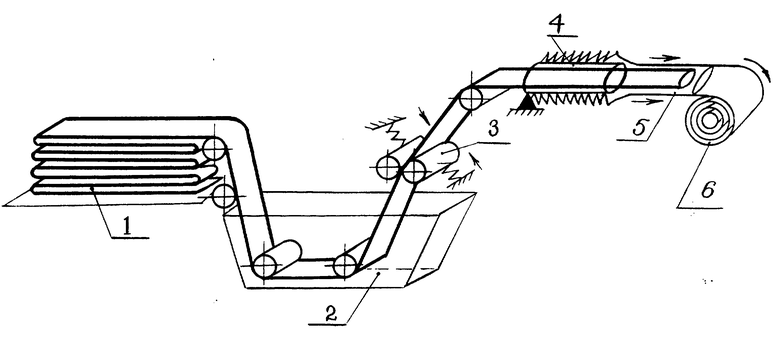
| DE, патент, 3614963, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| SU, авторское свидетельство, 1326443, кл | |||
| Солесос | 1922 |
|
SU29A1 |
