Изобретение относится к области производства зерна шлифовального материала и абразивного инструмента, а именно абразивных тел, применяемых для виброабразивной и планетарно-абразивной обработки.
Известен способ изготовления абразивных тел, включающий приготовление формовочной смеси, экструдирование смеси через фильерные отверстия, отрезку заготовок и термическую обработку ("Новые абразивные тела на керамической связке, их получение, свойства и сферы применения." Методические рекомендации, с. 21, рис. 1.12, -М. Всесоюзный научно-исследовательский институт информации и технико-экономических исследований по машиностроению и робототехнике, 1988, УДК 621.922.079:666.3, исполнитель Ершова Л.А.).
Известный способ изготовления абразивных тел обладает высокой производительностью, позволяет выпускать абразивные тела довольно высокого качества.
Однако производительность известного способа еще недостаточно высока и регламентируется производительностью экструдирования формовочной смеси через фильерные отверстия, которая зависит от суммарной площади отверстий в фильерной решетке. Суммарная площадь отверстий, расположенных в фильерной решетке, из-за наличия перегородок, разделяющих формовочную смесь на отдельные струи истечения, невелика. При отрезке заготовок из экструдированной формовочной смеси происходит их смятие в местах реза со значительным искажением профиля. Кроме того, из-за сложности изготовления фильер с многогранными отверстиями, экструдированные абразивные тела имеют, как правило, не более 6 граней и соответственно не более 12 режущих кромок, от которых в большей степени зависит режущая способность готовых абразивных тел.
Известен способ изготовления спеченного абразивного материала (формокорунда), включающий приготовление формовочной смеси, экструдирование смеси через фильерные отверстия, сушку экструдированной через фильеры смеси, ломку по длине и высокотермический обжиг ("Основы проектирования и технология изготовления абразивного и алмазного инструмента"/ под ред. Ю.М.Ковальчука, -М. Машиностроение, 1984, с. 66 68, прототип).
Известный способ позволяет изготавливать шлифовальный материал, обладающий высокой износостойкостью. Из спеченного абразивного материала изготавливаются абразивные круги горячего прессования, применяемые для силового обдирочного шлифования.
Однако известный способ изготовления спеченных абразивных материалов (формокорунда) обладает рядом недостатков, что явилось причиной прекращения его производства. При ломке по длине разброс по длине получается очень большой. Образующиеся заготовки удлиненной формы при использовании в абразивных кругах имеют очень низкую способность к врезанию в обрабатываемую поверхность, что приводит к сильному разогреву кругов и невозможности их безопасной эксплуатации. Образующееся большое количество пыли и мелочи идет в отходы, удорожая себестоимость производства. Спеченные абразивные материалы, как правило, имеют либо округлую форму (как вермишель), либо небольшое количество граней и соответственно режущих кромок, что дополнительно снижает их способность к врезанию в обрабатываемую поверхность.
Целью изобретения является повышение эксплуатационных показателей абразивных тел и спеченного абразивного материала, а также повышение производительности и снижение себестоимости их изготовления.
Поставленная цель достигается тем, что в способе изготовления абразивных тел и спеченных абразивных материалов, включающем приготовление формовочной смеси, экструдирование формовочной смеси, разделку по длине и термическую обработку, экструдирование формовочной смеси осуществляют в виде ленты с одновременной или последующей надрезкой ее с обоих сторон на глубину 0,2 0,9 части толщины ленты параллельными на каждой стороне и скрещивающимися под углом не менее 20o по отношению к другой стороне канавками треугольного профиля, а после термической обработки осуществляется ломка ленты по надрезам. Надрезка ленты осуществляется путем продавливания формовочной смеси или ленты в щель между поверхностями двух вращающихся валов, на поверхности которых нанесены по винтовой линии одного направления выступы, боковые поверхности которых описаны по эвольвенте.
Экструдирование формовочной смеси в виде ленты позволяет увеличить площадь истечения и соответственно производительность экструдирования. Надрезка ленты формовочной смеси с двух сторон позволяет снизить вероятность залипания формовочной смеси между выступами, осуществляющими надрезку. Надрезка ленты формовочной смеси облегчает процесс ломки ленты после термической обработки на отдельные элементы с обеспечением минимального количества отходов и минимальной величины разброса размеров. Готовые абразивные тела или зерна абразивного материала имеют 10 граней и 18 режущих кромок, увеличение количества которых положительно сказывается на их абразивной способности. Изменяя угол скрещивания, можно изменять форму тел от остроугольной (с углом одной из вершин 20o) до прямоугольной (угол назначается в зависимости от конфигурации обрабатываемого изделия). После термической обработки (окончательной или сушки) ломка ленты по надрезам осуществляется довольно легко известными техническими средствами, встроенными в общую технологическую линию.
Надрез экструдированной ленты формовочной смеси глубиной менее 0,2 части толщины ленты усложняет процесс ломки ленты после термообработки на отдельные элементы (тела, зерна). Увеличение глубины надреза более 0,9 части толщины ленты приводит к нарушению целостности ленты в сыром виде и к залипанию смеси между надрезающими элементами.
Уменьшение угла скрещивания надрезов на экструдированной ленте менее 20o приводит к ослаблению остроугольной вершины абразивных тел и повышению их скорости износа.
Пример 1. В лабораторных условиях УралВНИИАШ приготовили формовочную смесь состава, кг:
Глинозем 45,2
Гидроалюмосиликат 23,0
Доломит 9,3
Вода 22,5
На лабораторной установке произвели экструдирование формовочной смеси через щель размером 4 мм между поверхностями двух вращающихся валов, на поверхности которых имелись выступы высотой 2,5 мм, распложенные по правозаходной винтовой линии с углом подъема 45o, боковые поверхности описаны по эвольвенте.
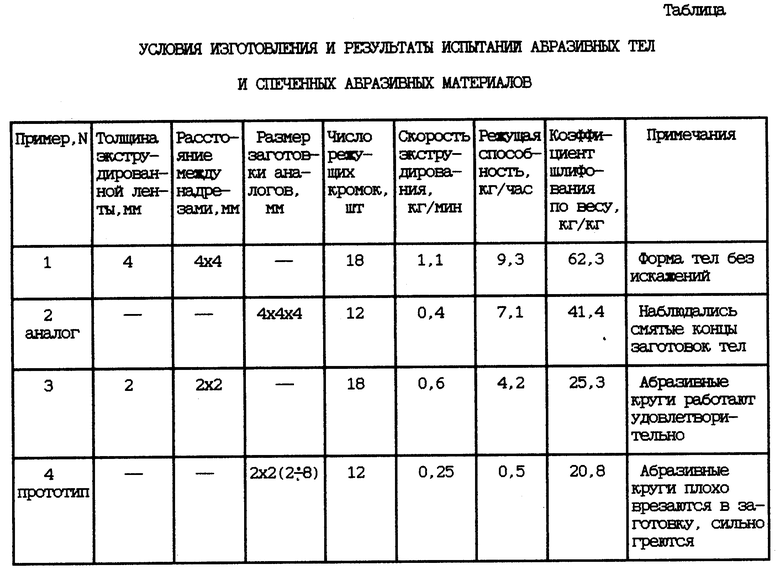
При температуре 170oC в течение 2 ч произвели сушку полученной ленты, а затем ломку ее по надрезам. При температуре 1400oC в течение 4 ч произвели обжиг в туннельной печи заготовок абразивных тел. Готовые абразивные тела испытали с целью определения режущей способности и коэффициента шлифования. Результаты испытаний приведены в таблице.
Пример 2 (аналог). По примеру 1 изготовили формовочную смесь. На лабораторной установке через фильеру 4 x 4 мм2 произвели экструдирование формовочной смеси. Затем произвели нарезку заготовок длиной 4 мм. По примеру 1 произвели сушку заготовок и окончательный обжиг в туннельной печи. Готовые абразивные тела испытали с целью определения режущей способности и коэффициента шлифования. Результаты испытаний приведены в таблице.
Пример 3. В лабораторных условиях УралВНИИАШ приготовили формовочную смесь состава, кг:
Глинозем 55,0
Гидроалюмосиликат 15,5
Двуокись циркония 20,0
Вода 25,0
На лабораторной установке произвели экструдирование формовочной смеси через щель размером 2 мм между поверхностями двух вращающихся валов, на поверхности которых имелись выступы высотой 1,2 мм, расположенные по правозаходной винтовой линии с углом подъема 45o, боковые поверхности выступов описаны по эвольвенте.
При температуре 170oC в течение 2 ч произвели сушку полученной ленты, а затем ломку ее по надрезам. При температуре 1700oC в течение 3 ч произвели обжиг в туннельной печи заготовок спеченного абразивного материала.
Из готового абразивного материала по действующей в УралВНИИАШ технологии изготовили обдирочные круги ПП 200x32x32. Изготовленные круги испытали у потребителя при зачистке стали 0,8x18 HIOT с определением коэффициента шлифования и режущей способности. Результаты испытаний приведены в таблице.
Пример 4 (прототип). По примеру 3 изготовили формовочную смесь. На лабораторной установке через фильеру 2x2 произвели экструдирование формовочной смеси. При температуре 170oC в течение 2 ч произвели сушку, затем ломку. Полуфабрикат спеченного абразивного материала подвергли окончательному обжигу по примеру 3. Из готового спеченного абразивного материала изготовили обдирочные круги по примеру 3 и провели испытания. Результаты испытаний приведены в таблице.
Как видно из таблицы, абразивные тела (пример 1), изготовленные по изобретению, по сравнению с аналогом (пример 2) имеют на 31% более высокую режущую способность и на 50,5% более высокий коэффициент шлифования, при этом скорость экструдирования была выше, чем по аналогу в 2,75 раза.
Абразивные обдирочные круги, изготовленные из спеченного абразивного материала по изобретению (пример З), по сравнению с кругами, изготовленными из спеченного абразивного материала по прототипу (пример 4), имеют в 8,4 раза более высокую режущую способность и на 21,6% более высокий коэффициент шлифования. Круги работают удовлетворительно без замечаний, в то же время круги по прототипу плохо врезаются в заготовку и сильно греются. Это объясняется большим разбросом размера зерна по длине (6 мм).
Производство абразивных тел и спеченных абразивных материалов предполагается организовать на Красногорском заводе абразивного инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОКРЫТЫЙ ШЛИФОВАЛЬНЫЙ МАТЕРИАЛ | 1993 |
|
RU2078789C1 |
| АБРАЗИВНОЕ ПОЛОТНО | 1996 |
|
RU2102222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ КРУГОВ (ВАРИАНТЫ) | 1995 |
|
RU2084328C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ ЭЛЕКТРОКОРУНДОВЫХ МАТЕРИАЛОВ | 1995 |
|
RU2078641C1 |
| Абразивная масса | 1981 |
|
SU933427A1 |
| Масса для изготовления абразивного инструмента | 1985 |
|
SU1346414A1 |
| Масса для изготовления абразивного инструмента | 1985 |
|
SU1266723A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА НА ГИБКОЙ ОСНОВЕ | 1994 |
|
RU2071909C1 |
| Масса для изготовления абразивного инструмента | 1984 |
|
SU1220763A1 |
| СПОСОБ ПОЛИРОВАНИЯ РАЗЛИЧНЫХ ДЕТАЛЕЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1993 |
|
RU2063319C1 |
Изобретение относится к области производства зерна шлифовального материала и абразивного инструмента, а именно абразивных тел, применяемых для виброабразивной и планетарно-абразивной обработки. Экструдирование формовочной смеси для абразивных тел или спеченных абразивных материалов осуществляют в виде ленты с одновременной или последующей надрезкой ее с обеих сторон на глубину 0,2 - 0,9 части толщины ленты параллельными на каждой стороне и скрещивающимися под углом не менее 20o по отношению к другой стороне канавками треугольного профиля, а после сушки осуществляется ломка ленты по надрезам. Надрезка ленты осуществляется путем продавливания смеси или ленты в щель между поверхностями двух вращающихся валов, на поверхности которых нанесены по винтовой линии одного направления выступы, боковые поверхности которых описаны по эвольвенте. 1 з.п. ф-лы, 1 табл.
| Ковальчук Ю.М | |||
| Основы проектирования и технология изготовления абразивного и алмазного инструмента | |||
| - М.: Машиностроение, 1984, с | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
