Изобретение относится к изготовлению абразивного инструмента на органической связке,
Целью изобретения является повытаение эксплуатационных показателей аб-разивного инструмента за счет изменения его физико-механических свойст
Масса для изготовления абразивного инструмента, включающая шлифовальный материал органическог; связу кяцее на основе фенолоформальд€:гицной смолы и наполнителиS, в качестве наполнителя дополнительно содерхсит силицированный графит при следующем соотношении компонентов, об,%: Шлифовальный материап 30-60 Органическое связующее на основе фенолоформаль-дегидной смолы 18-30 Силицированный графит5-25
Другие наполнители Остально В качестве силицирован:ного графита масса содержит силицированные отходы электродного производства.
Силицированный графит является продуктом неполного высокотемпературного синтеза SiC из элементарного кремния и графита, представляет собой переходное состояние вещества Si-SiC-C, Он сочетает в себе уникальные свойства карбида кремния и графита. Карбид кремния придает ему высокую жаропрочность и жаростойкость, а графит сообщает стойкость к высоким тепловым нагрузкам.
Предел прочности на разрыв силицированного графита, например, марки составляет 300-400 кг/гм
Физико-химическая природа такого полифазного углеродсодержащего на- полнителя обеспечивает необходимую гамму свойств инструменту по сравнению с каменнозгольным коксом, Основньш преимуществом является то в что частицы SiC в составе силицированного графита служат дополнительным абразивным материалом и способствуют увеличеннж эксплуатационных показателей г.угой (коэффициента шлифования стойкости),- При этом графит служит автифрикционной добавкойр облегчающей 1 ЕлифО вальный процесс, а элементарный кремний способствует лучшей ад -взионной
связи со связуюшлм, Силицированный графит, состоящий из SiC, С и Sip. имеет преимущество перед механической смесью этих компонентов в том, что между ними существует структурная связь и однородность, недостижимая при изготовлении механической смеси тех же компонентов. Кроме того переходное состояние вещества Si SiCCf благодаря наличию дефектов структурь обладает повышенной адгезионной способностью к органическому связующему, что оказывает положительное :злияние на стабилизацию прочностньгх свойств и трещиноустойчивость композиции в целом. По сравнению с каменноугольным коксом Силицированный графит обладает повышенной термостойкостью (частичное выгорание углерода начинается с ) , низким коэффициентом линейного расширения (3- 0 610 ), повышенной теплопроводно стью (40-120 ккал/м.ч. град), что улучшает тепловой режим работы круга, способствует снижению трещинообразованияе
Использование силицированного графр.та целесообразно в обдирочных кругах, изготавливаемых: методом горячего прессования, применяемых для грубой обработки металла, и в шлифовальных кругах кох,:одного прессования, применяемых на операциях получистового и чистового шлифования,
В кругах холодного прессования целесообразно применение силицированного графита в широких пределах (525 об.%), так как частицы шлифовального материала (электрокорунда нормального) соизмерим с частицами силицированного графита.
В обдирочньш кругах горячего прессования, где основным шлифовальным материалом является электрокорунд 7диркониевый с размером частиц 6004000 мкм, целесообразно применение силицировакного графита в пределах, 5-20 обД. Повышение содержания силицированного графита вьшэе 20% сиилсает эффективность съема металла,
Применение снпкцированного графит менее 5% и более 25% не обеспечивает повышения эксплуатационных характеристик.
Ниже приведены примеры конкретного осуществления изобретения при экстремальных, оптимальных н выходящих sa гфеделы интервала значений содержания склицированного графита для рецептур кругов горячего и холодного прессования.
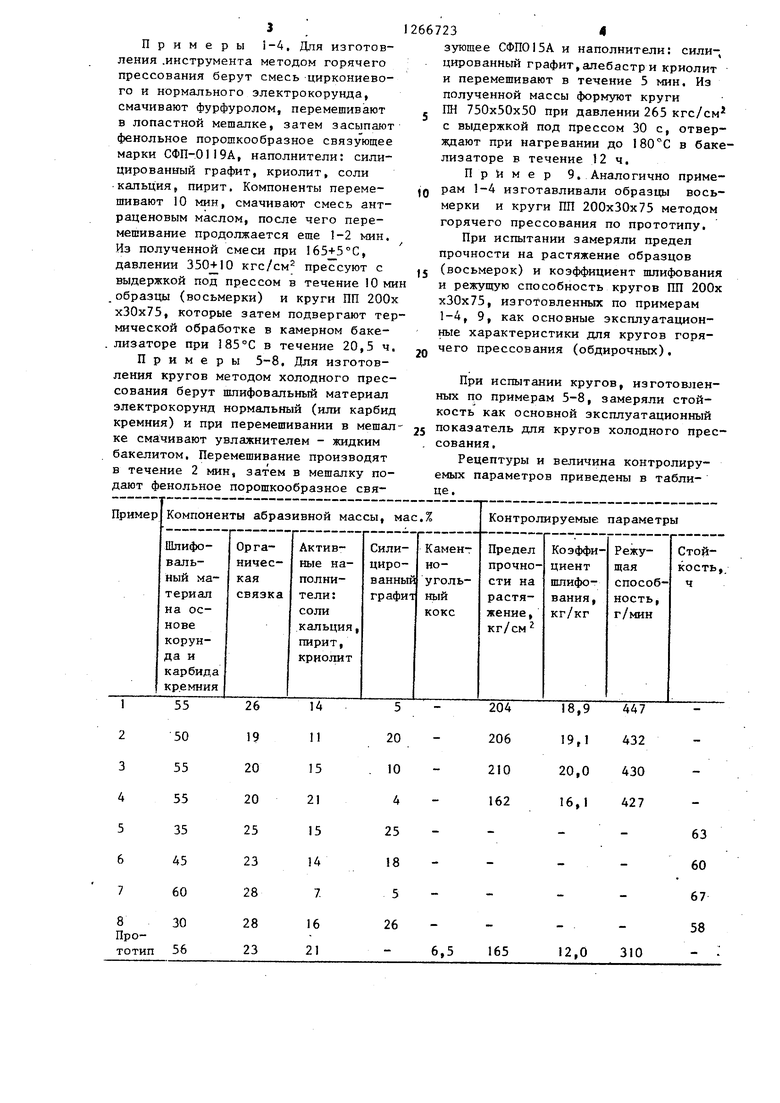
Примеры i-4. Для изготовления .инструмента методом горячего прессования берут смесь циркониевого и нормального электрокорунда, смачивают фурфуролом, перемешивают в лопастной мешалке, затем засыпают фенольное порошкообразное связующее марки СФП-0)19А, наполнители: силицированный графит, криолит, соли
кальция, пирит. Компоненты перемешивают 10 мин, смачивают смесь антраценовым маслом, после чего перемешивание продолжается еще 1-2 мин. Из полученной смеси при 65+5°С, давлении кгc/cм прессуют с выдержкой под прессом в течение 10 ми
образцы (восьмерки) и круги ПП 200х хЗОх75, которые затем подвергают термической обработке в камерном бакелизаторе при 185°С в течение 20,5 ч. Примеры 5-8, Для изготовления кругов методом холодного прессования берут шлифовальный материал электрокорунд нормальный (или карбид кремния) и при перемешивании в мешалке смачивают увлажнителем - жидким бакелитом. Перемешивание производят в течение 2 мин, затем в мешалку подают фенольное порошкообразное связующее СФП015А и наполнители: сили-, цированный графит,алебастр и криолит и перемешивают в течение 5 мин. Из полученной массы формуют круги ПН 730x50x50 при давлении 265 кгс/см с выдержкой под прессом 30 с, отверяадают при нагревании до в бакелизаторе в течение 12 ч,
Пример 9. Аналогично примерам 1-4 изготавливали образцы восьмерки и круги ПП 200x30x75 методом горячего прессования по прототипу.
При испытании замеряли предел прочности на растяжение образцов (восьмерок) и коэффициент шлифования
5 и режущую способность кругов ПП 200х хЗОх75, изготовленных по примерам 1-4, 9, как основные эксплуатационные характеристики для кругов горячего прессования (обдирочных),
0
При испытании кругов, изготовленных по примерам 5-8, замеряли стойкость как основной зксплуатационный показатель для кругов холодного прес5сования ,
Рецептуры и величина контролируемых параметров приведены в таблице. Как видно из таблицы, предел прочности на растяжение образцов горячего прессования с содержанием силицированного графита 5-20 об,% вьште предела прочности на растяжение образцов по прототипу в 1,24-1,27 раза, коэффициент шлифования кругов обдирочных из предлагаемой массы в 1,57-1,67 раза, а режущая способность в 1,41,45 раза выше аналогичных показателей кругов по прототипу. Круги холодного прессования с содержанием силицированного графита 5-25 обД имеют, стойкость в 1,25-1,4 раза выше стойкости кругов шлифовальiibix, выпускаемых серийно, ПН 750x50 50, 54с, 40Н СМ19Б водостойкие (стойкость 48ч). Формула изобретения 1. Масса для изготовления абразивного инструмента, содержащая шлифовальный материал, органическое связующее на основе фенолоформальдегидной смолы и наполнители, отличающаяся тем, что, с целью повышения эксплуатационных свойств инструмента, она дополнительно содержит силицированный графит при следующем соотношении компонентов, об,%: Шлифовгшьный материал30-60 Органическое связующее на основе фенолоформальдегидной смолы18-30 Силицированный графит 5-25 НаполнителиОстальное 2. Масса по п. 1, о т л и ч а ю щ а я с я тем, что в качестве силицированного графина она содержит силицированные отходы электродного производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНАЯ МАССА | 2008 |
|
RU2371303C1 |
| АБРАЗИВНАЯ МАССА | 1993 |
|
RU2047475C1 |
| Абразивная масса | 1982 |
|
SU1036512A1 |
| ПОКРЫТЫЙ ШЛИФОВАЛЬНЫЙ МАТЕРИАЛ | 1993 |
|
RU2078789C1 |
| Масса для изготовления абразивного инструмента | 1983 |
|
SU1093524A1 |
| Абразивная масса | 1981 |
|
SU933427A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ КРУГОВ | 2001 |
|
RU2216439C2 |
| Абразивная масса | 1983 |
|
SU1134356A1 |
| Масса для изготовления абразивного инструмента | 1985 |
|
SU1346414A1 |
| Масса для изготовления абразивного инструмента | 1980 |
|
SU1004084A1 |
Изобретение относится к области изготовления абразивного инструмента на органической связке, а именно шлифовальных кругов методом холодного прессования и обдирочных кругов методом горячего прессования. С целью повьппения эксплуатационных показателей кругов масса для изготовления абразивного инструмента, включающая шлифовальный материал, органическое связующее на основе фенолоформальдегидной смолы и наполнители, дополнительно содержит силицированный графит при следующем соотношении компонентов, об.Х: шлифовальный материал 3060, органическое связующее на основе фенолоформальдегидной смолы 18-30, силицированный графит 5-25 наполниттели остальное. В качестве силицйрованного графита масса содержит сили(/) цированные отходы электродного производства. 1 з.п. ф-лы, 1 табл.
| Масса для изготовления абразивного инструмента | 1980 |
|
SU1004084A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
