10
15
I346 iil4
Изобретение относится к области производства абразивного инструмента, в частности абразивных кругов д.пк скоростного обдирочного шлифования. ,
Цель изобретения - повгзпиение коэффициента шлифования скоростных обдирочных кругов за счет оптимизации условий обработки.
Абразивная масса в соответствии с изобретением содержит органическую связку, наполнители и смесь абразивных материалов, включающую зерна формокорунда и электрокорунда циркониевого при объемном их соотношении 1:4 - 3:2.
За счет одновременного присутствия в абразивной массе зерен циркониевого электрокорунда и формокорунда обеспечивается высокий коэффициент шлифо- 20 вания при высокой режущей способности абразивных кругов. При этом электрокорунд циркониевый выполняет функцию шлифовального материала и осуществляет съем металла, а формоко- 25 рунд выполняет двойную функцию. Во- первых, за счет наличия в абразивном круге незначительного количества зерен формокорунда, расположенных по касательной или под небольш1м углом к цилиндрической поверхности, осуществляется предотвращение от чрезмерного врезания круга в поверхность шлифуемого металла, что предохраняет зерна циркониевого электрокорунда от разрушения при больших нагрузках и обеспечивает более благоприятные условия для процесса шлифо- вания. При этом эффективность использования зерен электрокорунда цир- 40 кониевого повышается - они более полно вырабатывают свой ресурс, обеспечивая снижение расхода абразивного круга и повышение коэффициента шлифования. Во-вторых, зерна формокорунда, 45 расположенные под углом к цилиндрической поверхности, сами осуществляют съем металла, обеспечивая дальнейшее повьш1ение коэффициента шлифования абразивного круга.
25 с
30
м м с
са и ме
gg см ме но эл ду
Пример 1. Приготавливается смесь абразивных материалов путем механического смешивания в лопастной мешалке зерна формокорунда и электро- корунда циркониевого при следующем соотношении их объемов:
Формокорунд
спеченный A3С2
Электрокорунд
циркониевый 38А
4-2504
Приготавливается абразивная масса путем механического смешивания в лопастной мешалке следующих компонентов , об.%: ,
Смесь абразивных
материалов53
Бакелитовый лак
СБС-12
Пульвербакелит
СФП 0119А20,5
Пирит 2
Криолит5,5
Иедообожженный
известняк5,5
активностью 40%
Масло антраценовое 1,5
Введение компонентов в мешалку производится в последовательности их написания в рецептуре. Время смешивания с каждым вновь введенным компот нентом составляет 3 мин. После приготовления массы осуществляется горячее прессование абразивных кругов ПП 200«20v76 при 160°С и давлении 350 кгс/см . Время выдержки кругов под прессом составляет 20 мин. От- . прессованные образцы подвергаются дополнительной термической обработке в Течение 20 ч при 185 С,
Пример 2. Приготавливается смесь абразивных материалов путем
20 25 40 45
gg
механического смешивания в лопастно мешалке зерна формокорунда и электрокорунда циркониевого при следующе соотношении их объемов:
Формокорунд
спеченньпЧ АЗС2 2
Электрокорунд
циркониевый
38А 4-2503
Приготавливается абразивная масса, прессуются, термообрабатываются и испытываются круги согласно примеру 1 .
Пример 3. Приготавлив.ается gg смесь абразивных материалов путем механического смешивания в лопастной мешалке зерна формокорунда и электрокорунда циркониевого при следующем соотноитении их объемов:
Формокорунд
спеченный АЗС2 . 3
Электрокорунд
циркониевый
38А 4-2502
313
Приготавливается абразивная масса,прессуются,термообрабатьгеаются и испытываются круги согласно примеру 1 .
Пример 4. Приготавливается смесь абразивных материалов путем механического смешивания в лопастной мешалке зерна формокорунда и электрокорунда циркониевого при следующем соотношении их объемов:
Формокорунд
спеченный АЗС2 1
Электрокорунд
циркониевый
38А 4-2509
Приготавливается абразивная масса прессуются, термообрабатываются и испытываются круги согласно примеру 1.
Пример 5, Приготавливается смесь абразивных материалов путем механического смешивания в лопастной мешалке зерна формокорунда и электрокорунда циркониевого при следующем соотношении их объемов:
Формокорунд
спеченный АЗС2 7
Электрокорунд
циркониевый
38А 4-2503Приготавливается абразивная масса прессуются, термообрабатываются и испытываются круги согласно примеру
Для сравнения одновременно изготавливались образць кругов из известной массы.
Рецептура известной абразивной массы, об.%:
Электрокорунд
циркониевый
38А 5 250 7,5
Электрокорунд
нормальный 14А ВО 12,5
Пирит6,5
Фурфурол1 5
Пульвербакелит
СФП 0119А25,0
Криолит3,5
Известь2,0
Масло антраценовое 1,5
Изготовление абразивной массы производилось путем последовательног смешения абразива, пирита, увлажнения их и последующего введения подготовленной органической связки.
Термообработанные круги подверга- лись испытанию на лабораторном стенде с определением показателей режущей способности и коэффициента шлифования при зачистке стали марки
14
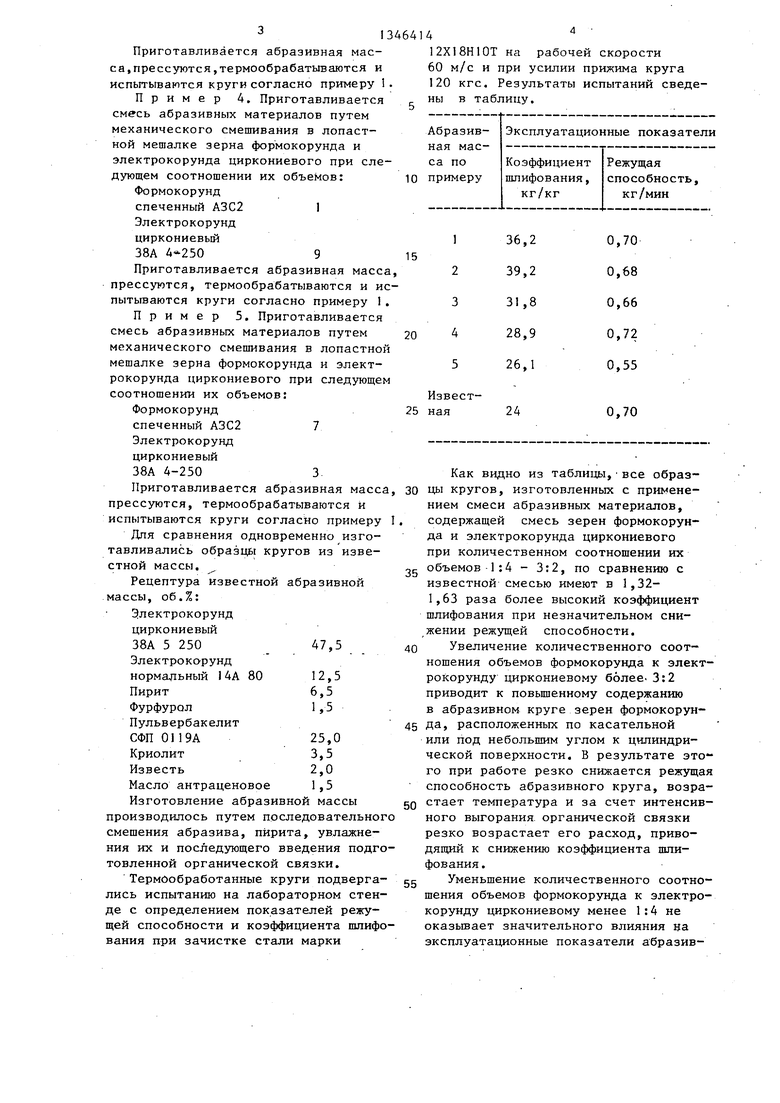
12Х18Н10Т на рабочей скорости 60 м/с и при усилии прижима круга 120 кгс. Результаты испытаний сведены в таблицу.
24
0,70 0,6В 0,66 0,72 0,55
0,70
0
0
5
Q
5
5
Как видно из таблицы,все образцы кругов, изготовленных с применением смеси абразивных материалов, содержащей смесь зерен формокорунда и электрокорунда циркониевого при количественном соотношении их объемов 1:4 - 3:2, по сравнению с известной смесью имеют в 1,32- 1,63 раза более высокий коэффициент шлифования при незначительном снижении режущей способности.
Увеличение количественного соотношения объемов формокорунда к злект- рокорунду циркониевому более. 3:2 приводит к повьш енному содержанию в абразивном круге зерен формокорунда, расположенных по касательной или под небольшим углом к цилиндрической поверхности. В результате го при работе резко снижается режущая способность абразивного круга, возрастает температура и за счет интенсивного выгорания органической связки резко возрастает его расход, приводящий к снижению коэффициента шлифования.
Уменьшение количественного соотношения объемов формокорунда к электрокорунду циркониевому менее 1:4 не оказьшает значительного влияния на эксплуатационные показатели абразив 13464146
кого круга при его эксплуатации позивных материалов, одним из которых
сравнению с известной смесью, ноявляется электрокорунд циркониевый,
зато повьшается себестоимость изго-органическое связующее и наполнители,
товления круга по сравнению с пред- ,отличающаяся тем, что,
лагаемым техническим решением зас целью повышения стойкости инстсчет более высокой стоимости циркони-румента при скоростном обдирочном
евого электрокорунда по сравнениюпшифовании, в качестве одного из абсо стоимостью формокорунда.разивных материалов масса содержит
Формула изобретен и я 10формокорунд, при этом объемное соотМасса для изготовления абразивногоношение электрокорунда циркониевого
инструмента, включающая смесь абра-и формокорунда составляет 1:4 - 3:2.

| название | год | авторы | номер документа |
|---|---|---|---|
| Масса для изготовления абразивного инструмента | 1983 |
|
SU1093524A1 |
| Масса для изготовления абразивного инструмента | 1984 |
|
SU1220763A1 |
| Масса для изготовления абразивного инструмента | 1979 |
|
SU872237A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ КРУГОВ | 2001 |
|
RU2216439C2 |
| Масса для изготовления абразивного инструмента | 1985 |
|
SU1266723A1 |
| Абразивная масса | 1981 |
|
SU933427A1 |
| Масса для изготовления абразивного инструмента | 1978 |
|
SU697305A1 |
| Масса для изготовления абразивного инструмента | 1980 |
|
SU933431A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА НА БАКЕЛИТОВОЙ СВЯЗКЕ | 2004 |
|
RU2272704C1 |
| Способ изготовления абразивного инструмента | 1982 |
|
SU1088921A1 |
Изобретение относится к машиностроению, а именно к производству абразивного инструмента для скоростного обдирочного шлифования. Цель изобретения - повышение стойкости инструмента. Абразивная масса включает смесь абразивных материалов, органическое связующее и наполнители. В качестве смеси абразивных материалов масса содержит смесь зерна формоко- рунда и электрокорунда циркониевого при соотношении их объемов 1:4 - 3:2. За счет одновременного присутствия зерен циркониевого электрокорунда и формокорунда обеспечивается высокий коэффициент шлифования при высокой режущей способности абразивных кругов. При этом электрокорунд циркониевый вьтолняет функцшо шлифовального материала и осуществляет съем металла, а формокорунд вьтолняет двойную функцию. 1 табл. с W 4; О5 4
| Масса для изготовления абразивного инструмента | 1983 |
|
SU1093524A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
