Изобретение относится к измерительной технике, а именно, к неразрушающей диагностике машин и механизмов, в том числе турбин авиадвигателей, парогенераторов, электростанций и т.д. и может применяться в авиации, машиностроении, энергетике и т.д.
Известен способ контроля радиального зазора подшипников [1] заключающийся в том, что фиксируют одно из колец подшипника, вращают второе кольцо и одновременно прикладывают к нему радиальную силу, измеряют радиальные перемещения вращающегося кольца. По полученным результатам определяют искомый зазор.
Недостатками известного способа являются невозможность его использования для контроля действующих сборных рабочих узлов, а также то, что при использовании способа возникает значительная погрешность из-за подбора величины радиальной нагрузки.
Целью изобретения является повышение точности измерения и расширение функциональных возможностей.
Наиболее близким техническим решением является способ безразборного измерения зазора в механизме двигателя, заключающийся в том, что на объект контроля направляют пучок первичного излучения, синхронизированный с движущимися частями двигателя, регистрируют скачкообразное изменение интенсивности вторичного излучения и определяют зазор [2]
Известный способ может быть использован только для контроля рабочих зазоров движущихся деталей в малогабаритных конструкциях.
При контроле крупногабаритных изделий этим способом точность контроля невысокая из-за сложной геометрии просвечивания и теневого наложения изображения элементов внутренней структуры, поэтому, как правило, способ не применяется для контроля турбинных агрегатов.
Благодаря использованию изобретения появляется возможность измерения зазора между кожухом и торцом контролируемой лопатки в газотурбинном двигателе (ГТД) без его разборки и доработки.
Это осуществляется таким образом, что на объект контроля направляют пучок первичного излучения, синхронизированный с движущимися частями двигателя, регистрируют скачкообразное изменение интенсивности вторичного излучения и определяют зазор. При этом первичное излучение направляют нормально к кожуху ГТД, в качестве вторичного используют обратно-рассеянное излучение от центральной части торца контролируемой лопатки в момент ее прохождения через первичный пучок излучения, которое регистрируется по конусу вокруг первичного пучка излучения коллимированными детекторами, измеряют суммарную интенсивность зарегистрированного детекторами обратно-рассеянного излучения и производят вычисление величины зазора.
Заявляемое техническое решение обладает существенными отличиями, позволяющими при их практическом осуществлении повысить точность измерения зазора между кожухом и торцами лопаток турбины. Способ позволяет проводить контроль различных агрегатов без предварительной разборки за счет облучения торца лопаток турбины импульсным проникающим излучением с последующей регистрацией рассеянного излучения.
Изобретение поясняется чертежом, на котором представлено устройство, реализующее предлагаемый способ.
Устройство содержит источник проникающего излучения 1, например, рентгеновский аппарат или ускоритель электронов, на выходе которого установлена диафрагма 2, формирующая апертуру пучка излучения. Пучок проходит сквозь кожух 3 турбины и попадает на торец лопаток 4. Со стороны источника 1 по конусу вокруг первичного пучка излучения располагаются "n" детекторов 5 обратно-рассеянного излучения, два из которых изображены на рисунке, на входе которых расположены коллиматоры 6. Выходы детекторов через регистрирующее устройство 7 подключены на вход индикатора 8. Синхронизацию импульсов источника излучения осуществляет блок 9.
Устройство работает следующим образом. Пучок проникающего излучения от источника 1 формируют коллиматором 2 до размера dn, который не должен превышать половины толщины торца лопатки 4 турбины, т.е. dn=0,5H, где H ширина торца лопатки. Пучок проходит сквозь кожух 5 турбины и попадает по нормали в центр лопатки 4. При этом появляется обратно-рассеянное излучение. Величина обратно-рассеянного излучения тем больше, чем выше атомный номер материала объекта (лопатки). Например, для алюминия только небольшая часть излучения испытывает обратное расстояние, в то время как при прохождении экрана из материала турбинной лопатки почти 80% излучения рассеивается в обратном направлении, при этом, чем выше энергия излучения, тем меньше обратное рассеяние.
Так как пучок излучения попадает в середину и по нормали на торец лопатки 4, то обратно-рассеянное излучение будет распространяться симметрично по отношению к основному пучку.
Диаметр сечения падающего пучка выбирается таким, чтобы последний был хотя бы в 2 раза меньше размеров толщины торца лопатки 4, что позволяет получить при перпендикулярности плоскости торца измеряемой лопатки пучку первичного излучения равенство интенсивности потоков обратно-рассеянного излучения, попадающих на детекторы и сохранить постоянство суммы зарегистрированных потоков "n" детекторами при допустимых отклонениях от плоскости и наклонов торца лопатки относительно пучка первичного излучения. Число детекторов "n" определяется их геометрическими размерами вместе с коллиматорами при "плотном" расположении по конусу вокруг первичного пучка излучения таким образом, что на них попадают только потоки рассеянного излучения от торца лопатки, а попадание рассеянного излучения от кожуха и других элементов конструкции затруднено. Кроме того, диафрагмирование детекторов улучшает отношение сигнал/шум, что повышает чувствительность измерительной системы.
Прошедшие через коллиматоры 6 пучки попадают на детекторы 5, выходы которых подключены к блоку регистрации 7 определяющий суммарную интенсивность, по которой определяют искомый зазор между кожухом и лопатками турбины, индикацию которого осуществляется блоком 8.
При этом зазор h определяют из выражения:
h L cos a, (1)
где L расстояние прохождения рассеянного излучения от торца лопатки до кожуха под углом "a" от основного пучка.
Способ может применяться для измерения зазора между лопатками и кожухом при работающей турбине. С этой целью вращение лопаток синхронизировано с частотой импульсного включения источника излучения. При этом скважность импульсов источника излучения согласована с угловой скоростью вращения лопатки.
При вращении турбины с частотой 15000 об/мин длительность импульса излучения должна составлять 1-2 мкс.
Принцип измерения зазора h поясняется следующим.
Так как количество падающих квантов на торец лопатки постоянно, можно определить количество квантов, рассеянных торцевой поверхностью лопатки, которое также будет постоянным. Количество квантов, попадающих на преобразователь Np, будет зависеть от материала кожуха и расстояния от лопатки до преобразователей. Степень поглощения квантов в кожухе "K" не меняется и учитывается при настройке системы. Переменной величиной в системе является расстояние от лопатки до преобразователя (L+L'), при этом L' const, поэтому от изменения величины L будет меняется количество квантов на входе преобразователя (Np). Изменяя интенсивность квантов Np, можно определить L.
где
No плотность потока рассеянных квантов у торца лопатки;
-м(Ep) коэффициент ослабления отраженного излучения с энергией квантов Ep в воздухе;
K постоянный коэффициент, учитывающий поглощение отраженного излучения в кожухе.
Подставляя в (2), находим (i), искомый зазор .
.
Теоретические и экспериментальные исследования показали, что способ успешно можно применять для контроля зазора турбоагрегатов авиационной техники и в отличие от известных способов он позволяет с большей чувствительностью без разборки при рабочих режимах работы проводить диагностику и давать заключение о надежности работы турбоагрегатов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕЗРАЗБОРНОГО ИЗМЕРЕНИЯ ЗАЗОРА В МЕХАНИЗМЕ ДВИГАТЕЛЯ | 1995 |
|
RU2095751C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ СТЕНОК ДЕТАЛЕЙ | 1998 |
|
RU2158900C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПЛОТНОСТИ | 1995 |
|
RU2102717C1 |
| СПОСОБ ИЗМЕРЕНИЯ АБСОЛЮТНОГО ЗНАЧЕНИЯ ПЛОТНОСТИ ТЕЛА | 1994 |
|
RU2086954C1 |
| РЕНТГЕНОВСКИЙ СПОСОБ ИЗМЕНЕНИЯ ТОЛЩИНЫ МАТЕРИАЛА | 1993 |
|
RU2037773C1 |
| РЕНТГЕНОВСКИЙ ВЫЧИСЛИТЕЛЬНЫЙ ТОМОГРАФ | 1996 |
|
RU2098796C1 |
| ЛАЗЕРНЫЙ ЦЕНТРАТОР ДЛЯ РЕНТГЕНОВСКОГО ИЗЛУЧАТЕЛЯ | 2000 |
|
RU2179789C2 |
| СПОСОБ ВЫЧИСЛИТЕЛЬНОЙ ТОМОГРАФИИ | 1994 |
|
RU2098795C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ ПОКРЫТИЯ НА ПОДЛОЖКЕ | 1994 |
|
RU2107894C1 |
| СПОСОБ ТОМОГРАФИЧЕСКОГО КОНТРОЛЯ | 1994 |
|
RU2097748C1 |
Использование: измерительная техника. Сущность изобретения: в способе безразборного измерения зазора в механизме двигателя при контроле зазора между кожухом 3 и торцом лопатки 4 в газотурбинном двигателе излучение от источника направляют на торец лопатки 4, от центральной части которой рассеянно-отраженное излучение попадет на детекторы 5, расположенные вокруг пучка излучения, после чего измеряют суммарную интенсивность зарегистрированного детекторами излучения. 1 ил.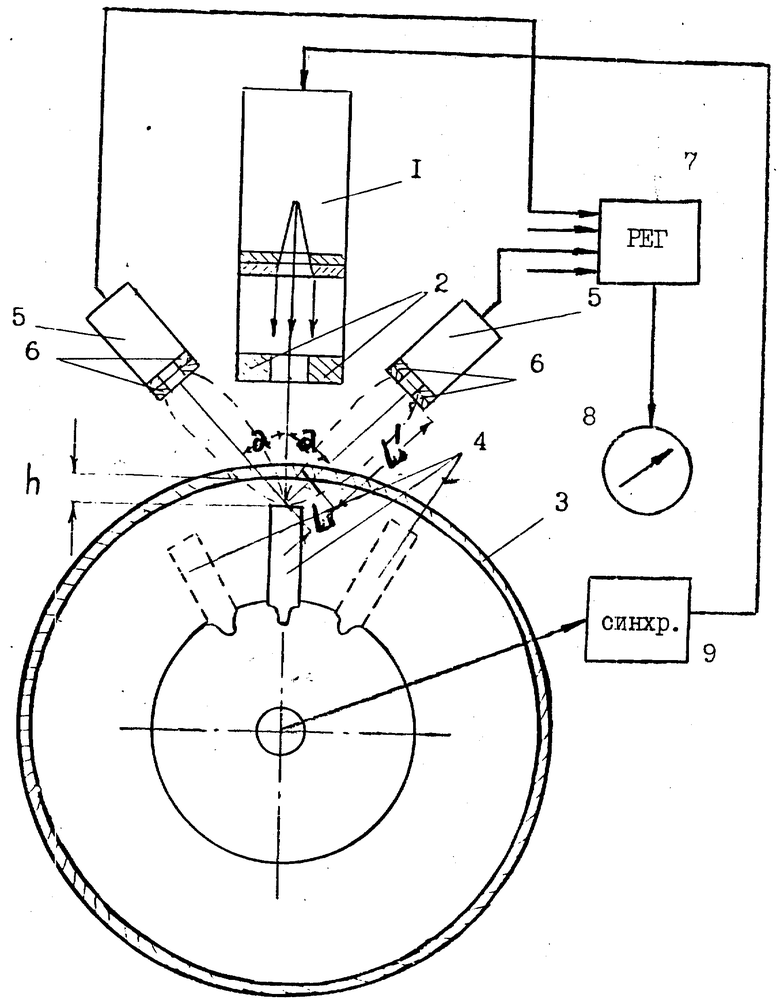
Способ безразборного измерения зазора в механизме двигателя, заключающийся в том, что на объект контроля направляют от источника пучок излучения, синхронизированный с движущимися частями двигателя, регистрируют скачкообразное изменение интенсивности излучения, рассеянное объектом контроля, и определяют зазор, отличающийся тем, что при контроле зазора между кожухом и торцом контролируемой лопатки в газотурбинном двигателе излучение от источника через коллиматор направляют нормально через кожух этого двигателя на торец лопатки, от центральной части которой импульсное рассеянно-отраженное излучение через другие коллиматоры попадает на детекторы, расположенные вокруг пучка излучения, после чего измеряют суммарную интенсивность зарегистрированного детекторами рассеянно-отраженного излучения и производят вычисление величины зазора.
| SU, авторское свидетельство, 1286449, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1379320, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
