Изобретение относится к области обработки профильного материала давлением.
Известны способы резки профильных материалов, заключающиеся в разделении их на части на устройстве втулочными ножами, один из которых неподвижен, а другой совершает движение по криволинейным траекториям. Здесь и далее имеется в виду движение условного центра втулочного ножа по указываемым траекториям (SU, авторское свидетельство N 1465195, B 23 D 23/00, 1989).
Известен способ реализуемый в устройстве для резки проката втулочными ножами, один из которых неподвижен, а другой совершает движение по траектории представляющей собой плоскую фигуру состоящую из двух соприкасающихся окружностей, одна из которых размещена в другой. Разрезание прутка на этом устройстве осуществляется в два этапа. Первый этап предварительное надрезание прутка на части его периметра поперечного сечения для получения первоначальной трещины в плоскости резания при движении ножа по меньшей окружности первой части траектории. Второй этап отделение отрезаемой части прутка при движении ножа по большой окружности второй части траектории (SU, авторское свидетельство N 772753, B 23 D 23/00, 1980).
Известное устройство содержит корпус, закрепленный в корпусе неподвижный нож, подвижный нож смонтированный в ножедержателе выполненном в виде втулки и расположенном внутри исполнительного механизма, состоящего из четырех периодически вращающихся эксцентриковых втулок расположенных соосно одна в другой внутренней и наружной, являющейся ступицей ведущей шестерни и двух регулировочных изменяющих эксцентриситет первых, механизм периодического зацепления внутренней втулки с наружной или с ножедержателем, узел прижима ножей один к другому.
Недостаток известного способа и устройства реализующего его заключается в том, что они не обеспечивают высокого качества резания из-за неравномерного по глубине и неполного по периметру поперечного сечения прутка зоны предварительного надреза, зависящего от траектории движения ножа, которая, в свою очередь, зависит от конструкции исполнительного механизма устройства. Этот же недостаток затрудняет, а в некоторых случаях не позволяет использовать указанное устройство для резки материала других профилей таких как уголки, швеллеры, трубы и т.д. из-за недопустимых пластических деформаций и вырывов материала в зоне резания. Кроме того, расположение подвижного ножа и ножедержателя внутри эксцентриковых втулок приводит к неоправданной сложности устройства, к недостаточной надежности его, увеличивает габариты подшипников и, следовательно, самого устройства, снижает его КПД.
Цель изобретения усовершенствование способа резки профильного материала, повышение качества резания, расширение технологических возможностей: резки материалов других профилей и их дополнительной обработки, например, получение фасок, накатка резьбы и т.д. путем пластической деформации, обеспечение высокой надежности устройства, повышение КПД.
Поставленная цель достигается тем, что способ резки профильного материала производится, согласно изобретению, путем предварительного, равномерного по глубине и замкнутого по контуру поперечного сечения профиля надрезания материала с целью получения первоначальной трещины одновременно режущими кромками подвижного и неподвижного втулочных ножей первый этап и последующего отделения отрезаемой части с минимальными пластическими деформациями материала в зоне резания второй этап при движении ножа по траектории, представляющей собой фигуру составленную из двух соприкасающихся овалов.
Втулочный инструмент для обработки подразделяется на два типа: первый тип для обработки пруткового и пустотелого открытого профиля деформирующий элемент расположен внутри втулки; второй тип для обработки пустотелого закрытого профиля используется инструмент первого типа, а также инструмент, деформирующий элемент которого расположен снаружи втулки или на оправке. Для резки профильного материала втулочные инструменты принято называть ножами.
Поставленная цель достигается тем, что способ обработки профильного материала, например, резка прутка производится, согласно изобретению, путем надрезания его и последующего отделения заготовки втулочными ножами при движении подвижного ножа по траектории, представляющей собой плоскую фигуру, составленную из двух соприкасающихся овалов.
Поставленная цель достигается тем, что устройство для обработки проката, включающее закрепленный в корпусе неподвижный втулочный инструмент, установленный в корпусе кривошипно-шатунный механизм, в кривошипной головке шатуна которого размещены соосно одна в другой с возможностью периодического вращения эксцентриковые наружная и внутренняя втулки, расположенные между последними и соосно им с возможностью изменения их эксцентриситета две эксцентриковые регулировочные втулки, установленные в теле шатуна с возможностью перемещения по траектории, представляющей собой плоскую фигуру из двух соприкасающихся овалов, подвижный втулочный инструмент, механизм периодического зацепления эксцентриковых втулок с приводом и узел прижима втулочных инструментов один к другому.
Именно заявленное конструкторское решение устройства, включающее закрепленный в корпусе неподвижный втулочный инструмент, установленный в корпусе кривошипношатунный механизм, в кривошипной головке шатуна которого размещены соосно одна в другой с возможностью периодического вращения эксцентриковые наружная и внутренняя втулки, расположенные между последними и соосно им с возможностью изменения их эксцентриситета две эксцентриковые регулировочные втулки, установленный в теле шатуна с возможностью перемещения по траектории, представляющей собой плоскую фигуру из двух соприкасающихся овалов, подвижный втулочный инструмент, механизм периодического зацепления эксцентриковых втулок с приводом и узел прижима втулочных инструментов один к другому размещение внутренней и наружной и регулировочной эксцентриковых втулок в кривошипной головке шатуна, закрепление подвижного ножа в теле шатуна кривошипно-шатунного механизма и, как следствие, перемещение подвижного ножа при резке по траектории, представляющей собой фигуру, состоящую из двух соприкасающихся овалов, обеспечивают, согласно способу, резку профильного материала путем предварительного надрезания равномерного по глубине и замкнутого по контуру поперечного сечения профиля и последующее отделение отрезаемой части, а также обработку профильного материала методом пластического деформирования, например, накатывание фасок, канавок, резьбы деформирующим элементом втулочного ножа при движении его по траектории представляющую собой фигуру составленную из двух равных соприкасающихся овалов и тем самым достигается цель изобретений. Это позволяет сделать вывод, что заявляемые изобретения связаны между собой единым изобретательским замыслом.
Сравнение заявляемых технических решений с известными позволило установить соответствие их критерию "новизна". При изучении других известных технических решений в данной области техники признаки, отличающие заявляемые изобретения, не были выявлены и поэтому они обеспечивают заявляемому техническому решению соответствие критерию "существенные отличия".
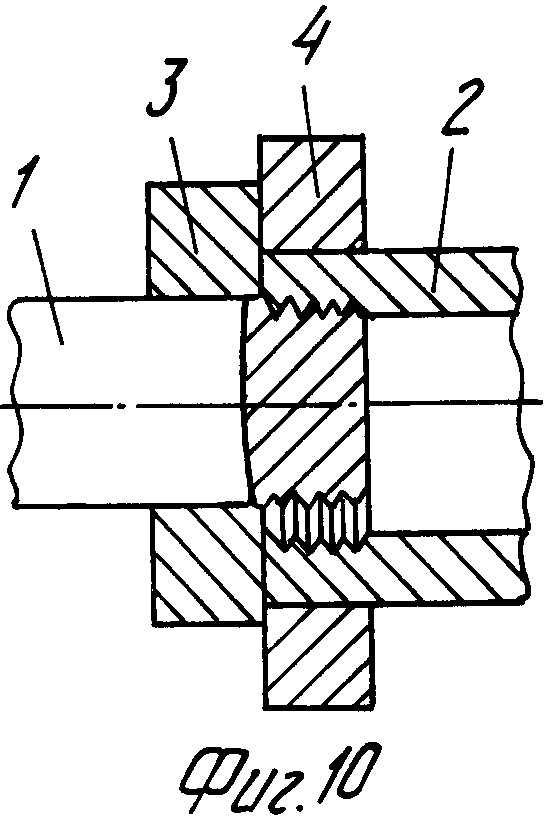
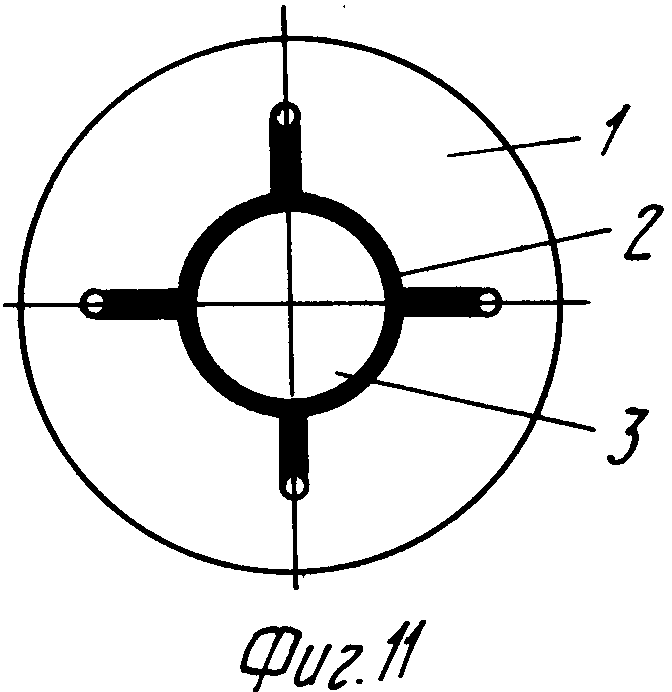
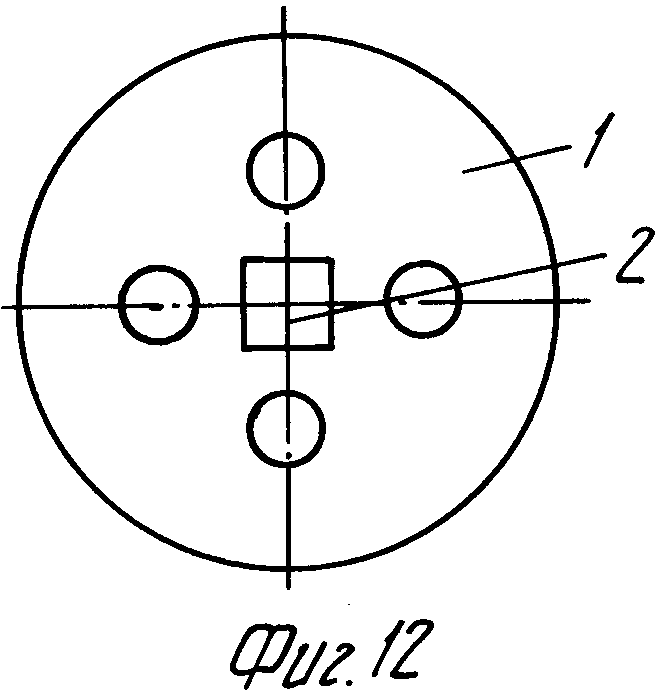
На фиг. 1 представлено заявляемое устройство в разрезе; на фиг.2 - устройство в сечении А-А по фиг. 1; на фиг.3 приведена схема расположения внутренней и наружной эксцентриковых втулок и подвижного ножа на шатуне; на фиг. 4 изображены зоны надреза при резке прутка на заявляемом устройстве; на фиг. 5 показана схема расположения наружных и внутренних ножей при резке трубы; на фиг. 6 представлены зоны надреза снаружи и внутри разрезаемой трубы; на фиг.7 изображена схема резки трубы с образованием фаски; на фиг.8 схема накатки канавки; на фиг.9 схема накатки наружной резьбы на трубе; на фиг.10 схема накатки внутренней резьбы на трубе; на фиг.11 схема расположения и конфигурация внутреннего и наружного ножей при резке профильного проката в виде трубы с наружными радиальными ребрами; на фиг.12 одна из возможных схем втулочного ножа при одновременной резке нескольких профилей.
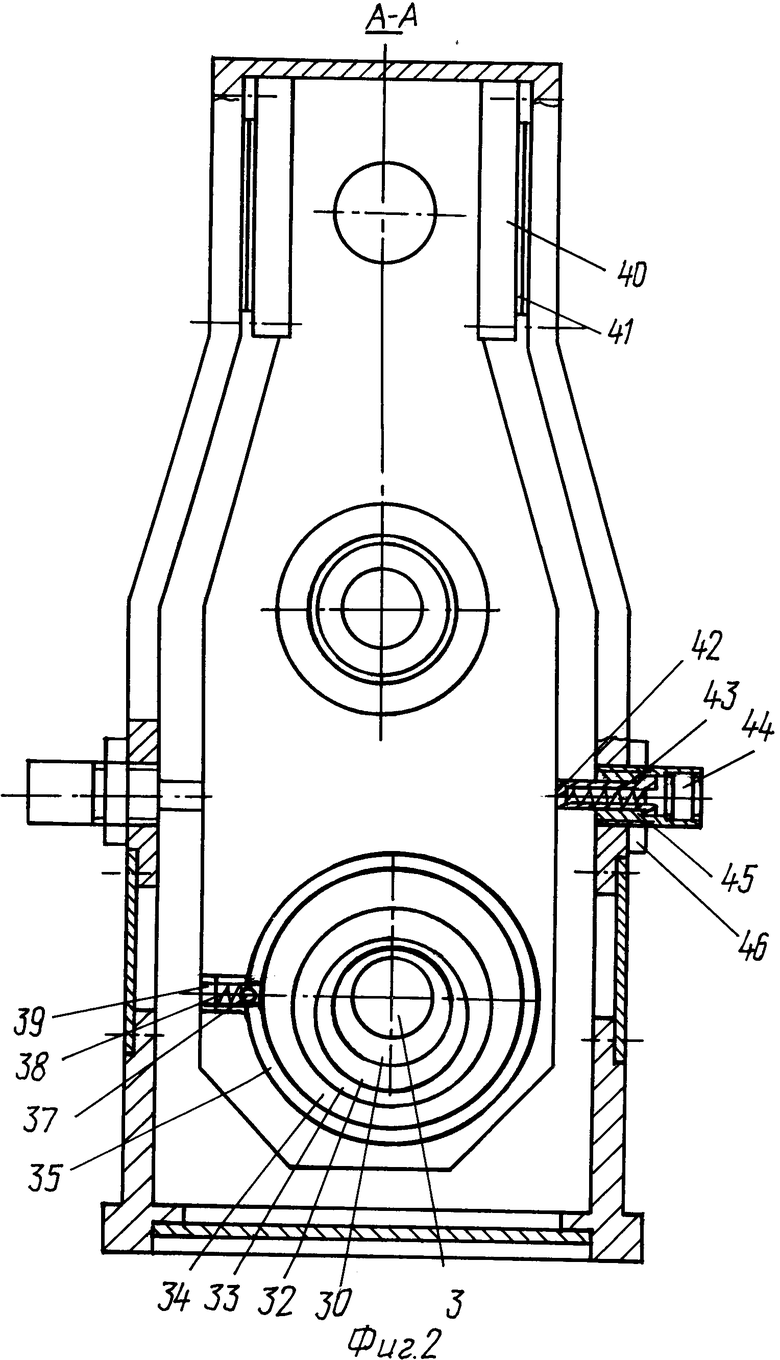
Конструкция заявляемого устройства включает в себя привод, например, мотор-редуктор 1, муфту 2, вал привода 3, корпус 10, шатун 14. Вал привода установлен во втулках 29, размещенных в подшипниках 4, которые закреплены в левой и правой частях корпуса. Разрезаемый профильный материал 5 расположен в механизме подачи 6 и в ручьях ножей 16 и 17. Неподвижный нож 16 с прокладкой 8 установлены во втулках 7 и 9 закрепленных в корпусе 10. В верхней части устройства расположен узел ползуна, который включает в себя палец 11, ползушки 12, крышку 13, направляющие 40 (фиг.2) и регулирующие прокладки 41. На наружной стороне шатуна 14 (фиг.1) установлен подвижный в вертикальном направлении упор 15, крышка 18 подвижного ножа 17 и лоток 19. В средней части вала привода 3 смонтированы эксцентриковые втулки: внутренняя втулка 30, регулировочные 32, 33 и наружная втулка 34, размещенная также в подшипнике 35. Во втулках 30 и 34 установлены зубчатые штифты 31 взаимодействующие с зубцами на торцах регулировочных втулок. Между втулками 29 и валом 3 установлены шпонки 36. На внешних сторонах левой и правой частей корпуса 10 в нижней его части закреплены кольца 28, на которых установлены 2 механизма периодического зацепления втулок 30 и 34 с втулками 29 и, следовательно, с валом привода 3. Механизм периодического зацепления включает в себя крышку 27, электрическую катушку 25, чашечный сердечник 26, пружину 23, шайбу 24. На внутренней стороне сердечника 26 укреплены пальцы 20. Во втулках 29 размещены шарики 21 и пружины 22 фиксирующие пальцы 20 в выключенном положении. В нижней части шатуна 14 размещен фиксатор (фиг.2) включающий в себя шарик 37, пружину 38 и винт 39. На боковых стенках корпуса 10 смонтированы установочные упоры, которые состоят из корпуса 45, втулки 42, пружины 43, винта 44, контргайки 46.
Устройство работает следующим образом.
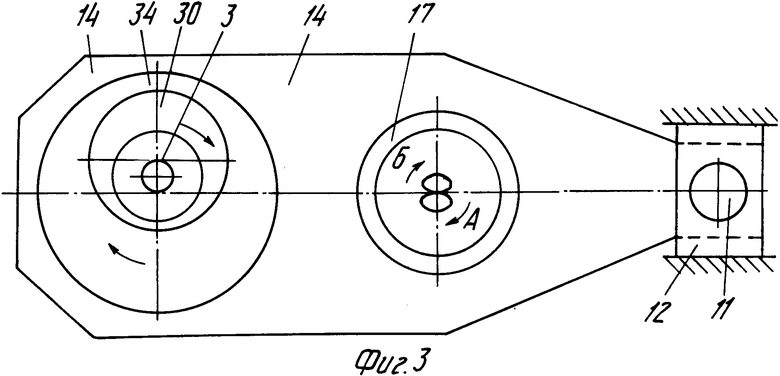
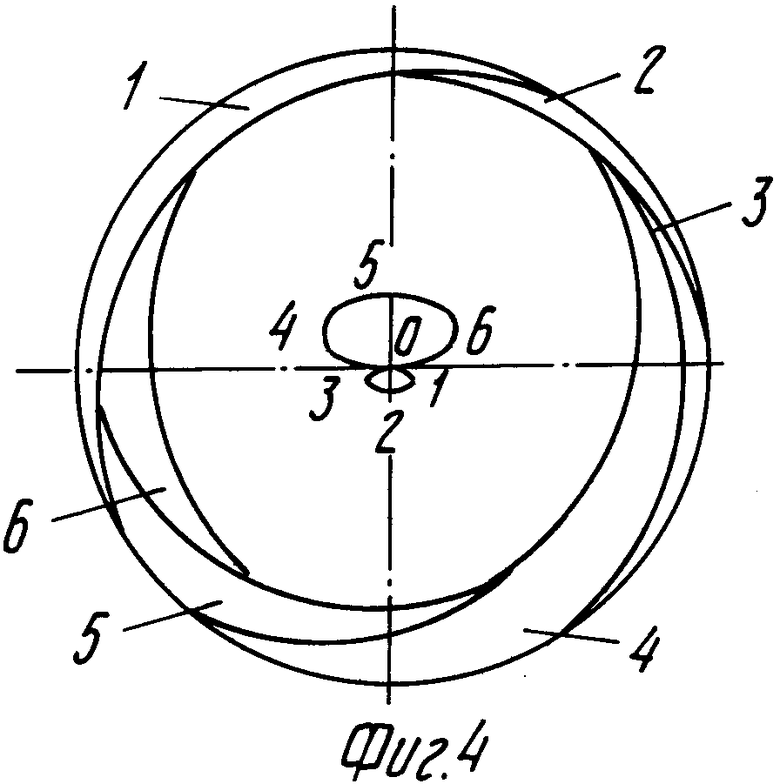
Мотор-редуктор 1 (фиг.1) через муфту 2 передает крутящий момент на вал привода 3. При этом вал 3 и две втулки 29 постоянно вращаются в подшипниках 4, пальцы 20 не входят в зацепление с втулками 30 и 34. В исходном положении перед резкой втулочные ножи 16 и 17 устанавливаются соосно и разрезаемый профильный материал 5 подается механизмом подачи 6 до упора 15. Затем под действием магнитного поля создаваемого электрическим током в катушках 25, сердечник 26 с правой стороны шатуна 14 перемещается по направлению к втулке 29 включая пальцы 20 в зацепление с втулкой 30. При этом фиксирующие шарики 21 выводятся из кольцевой канавки этих пальцев, коническая часть которых входит в коническое отверстие фланца втулки 30. Вращение от вала 3 передается на втулки 30 и 32, приводя в движение условный центр кривошипной головки шатуна по круговой траектории; втулки 34 и 33, не вращаясь, перемещаются вместе с кривошипной головкой шатуна; центр ползунной головки шатуна совершает прямолинейное движение по вертикали; центр инструмента 17 (фиг.3) движется по стрелке А нижнего овала первой части траектории, режущие кромки ножей производят надрезание прутка зоны 1, 2, 3 (фиг.4). После завершения одного оборота втулок 30 и 32 условный центр подвижного ножа возвращается в исходное положение точку О. Затем срабатывает механизм периодического зацепления с левой стороны шатуна, пальцы 20 входят в зацепление с фланцем наружной втулки 34, которая начинает вращаться совместно с втулками 30, 32, 33 и валом привода 3. Центр подвижного ножа 17 начинает перемещаться по стрелке Б по траектории верхнего овала точки 4, 5, 6 до исходной точки О. Для резки прутка целесообразным является надрез его по периметру при движении ножа по малому овалу с малым внедрением ножа первый этап резания, с последующим интенсивным внедрением ножа при движении его по траектории большого овала с целью получения ровного чистого среза второй этап резания. Изменение величины овалов и, следовательно, изменение глубины надрезания профиля производится поворотом регулировочных эксцентриковых втулок 32, 33 относительно втулок 30 и 34 соответственно с помощью вращения зубчатых штифтов 31. После завершения второго этапа резания пальцы 20 выходят из зацепления с фланцами втулок 30 и 34, шатун останавливается, ось подвижного ножа устанавливается по оси неподвижного, отрезанная часть профиля выталкивается из ручья подвижного ножа разрезаемым профилем при последующей подаче его при этом упор 15 находится в верхнем положении и не мешает выходу отрезанной части, которая по лотку 19 скатывается в тару.
Для точной установки подвижного ножа по оси неподвижного служат упоры (фиг. 2). В случае недохода ножа шатун подводится до требуемого положения левым упором, при переходе правым упором. Первоначальное положение шатуна устанавливается ввинчиванием или вывинчиванием корпуса 45 левого и правого установочных упоров в стенку корпуса 10 устройства и последующим закреплением контргайкой 46. Усилие установочного упора регулируется предварительным сжатием пружины 43 винтом 44.
С целью исключения поворота втулки 34 относительно шатуна 14, во время первого этапа резки, в нем предусмотрен фиксатор включающий в себя шарик 37, пружину 38 и винт 39. Для фиксации втулки 34 шарик 37 устанавливается в сферическое углубление этой втулки. В начале второго этапа резки момент включения втулки 34, шарик выталкивается из углубления усилием поворота этой втулки.
Схема расположения внутренней и наружной втулок и подвижного ножа на шатуне показана на фиг.3. Регулировочные эксцентриковые втулки на этой схеме условно не показаны. На фиг. 4 изображен надрез получаемый на заявляемом устройстве.
Усилие раздвигающие ножи в их осевом направлении, которое возникает в процессе резания передается на нижнюю и верхнюю части шатуна. В нижней части шатуна оно воспринимается фланцем втулки 30 (фиг.1), втулкой 29 подшипником 4 и воспринимается правой нижней частью корпуса устройства. В верхней части шатуна это усилие передается через правую ползушку 12 и воспринимается крышкой 13. Таким образом, такая конструкция узла фиксирования шатуна от бокового смещения и, следовательно, закрепленного в нем подвижного ножа выполняет роль механизма прижима ножей один к другому.
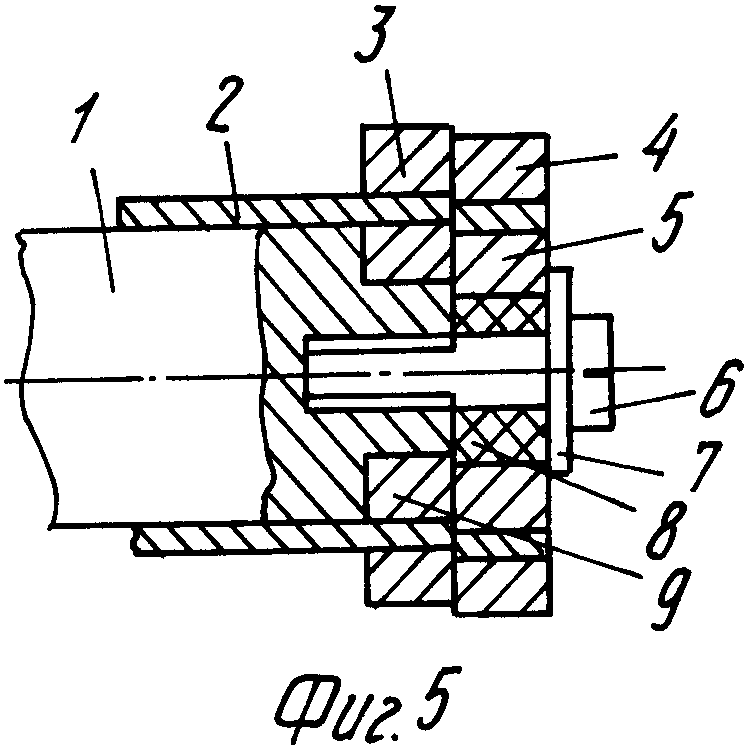
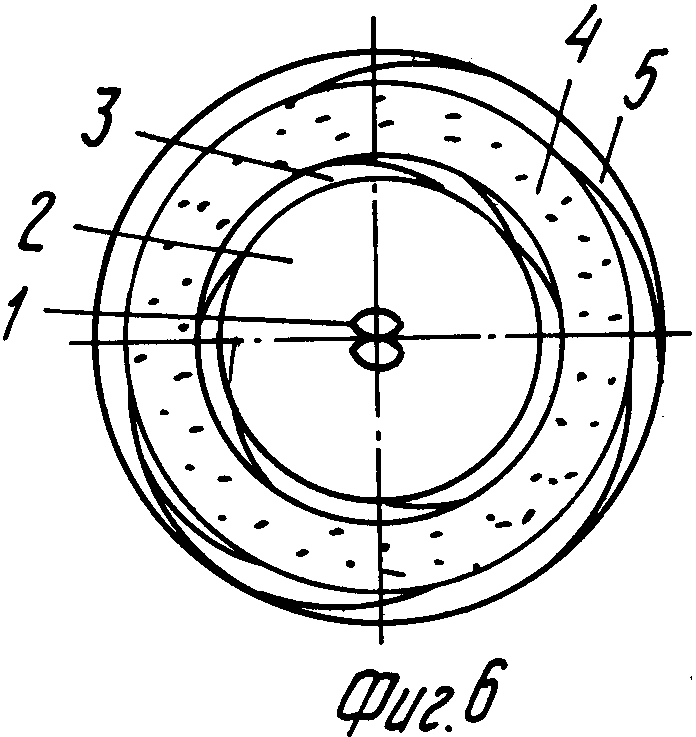
Схема резки трубы на устройстве показана на фиг.5, где: 1 оправка; 2 - разрезаемая труба; 3 неподвижный наружный нож; 4 подвижный наружный нож; 5 подвижный внутренний нож; 6 винт; 7 шайба; 8 эластичная втулка; 9 - неподвижный внутренний нож. Зоны надрезания и скола при резке трубы на устройстве показаны на фиг.6, где 1 траектория перемещения подвижных ножей; 2 внутренний нож; 3 зона надрезания внутри трубы; 4 зона скола; 5 зона надрезания снаружи трубы.
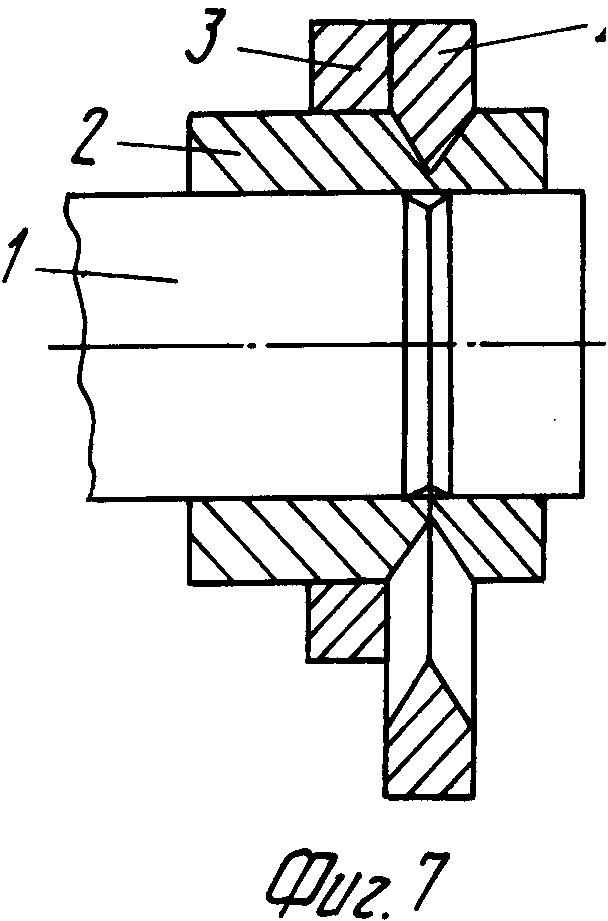
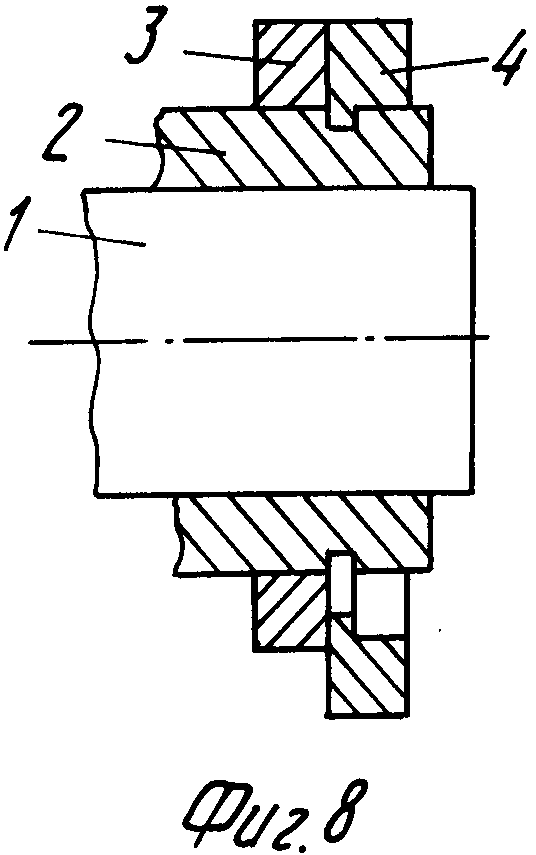
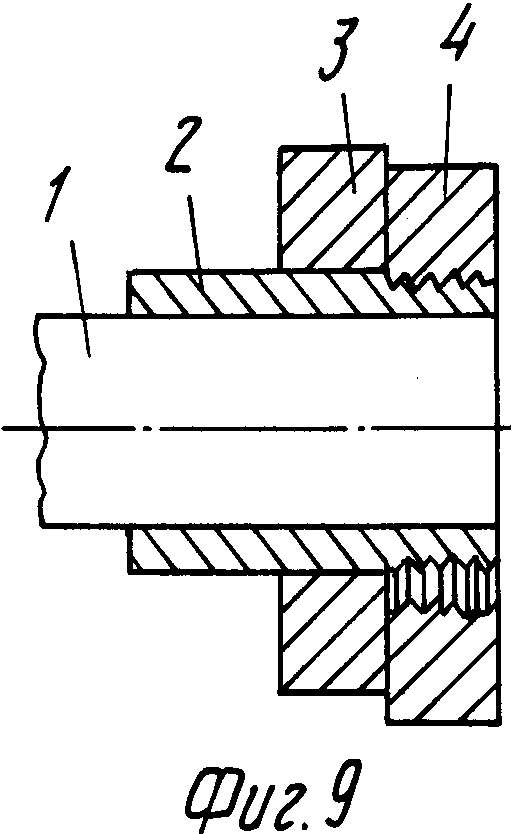
Схема резки трубы с образованием фаски, с накаткой канавки или наружной и внутренней резьбы на трубе показана на фиг.7, 8, 9, 10, где 1 оправка с канавкой; 2 обрабатываемая труба; 3 неподвижный нож; 4 подвижный нож. В этих схемах функцию деформирующего ножа выполняют ножи или оправки (инструменты).
На фиг.11 изображены схема расположения и конфигурация внутреннего и наружного ножей при резке профильного материала в виде трубы с наружными радиальными ребрами, где 1 наружный нож; 2 разрезаемый профильный материал; 3 внутренний нож; радиальные пазы ножей выполнены более глубокими чем высота ребер профильного материала во избежании смятия наружных кромок ребер. На фиг. 12 изображена схема втулочного ножа при одновременной резке нескольких профилей, где 1 втулочный нож; 2 разрезаемый профильный материал.
Использование предлагаемого способа обработки профильных материалов и устройства для его осуществления позволяют по сравнению с существующими способами и устройствами резко повысить качество резания, снизить пластические деформации в зоне смятия и утяжки, резать материалы сложного профиля, производить дополнительную обработку: получать фаски накатывать канавки, наружную и внутреннюю резьбы методом пластической деформации.
Предлагаемое устройство благодаря значительному уменьшению пиковых динамических нагрузок отличается от существующих меньшей металлоемкостью и большей надежностью конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки проката | 1979 |
|
SU772753A1 |
| Штамп для резки профильного материала | 1983 |
|
SU1100052A1 |
| НОЖНИЦЫ С РЫЧАЖНЫМ МЕХАНИЗМОМ РЕЗАНИЯ | 1990 |
|
RU2057621C1 |
| ЭЛЕКТРОНОЖНИЦЫ | 1993 |
|
RU2080967C1 |
| Профиленакатной станок | 1976 |
|
SU749518A1 |
| КАМЕРА ИЗМЕЛЬЧЕНИЯ ДЛИННОМЕРНЫХ РАДИОАКТИВНЫХ ЭЛЕМЕНТОВ | 2004 |
|
RU2276414C1 |
| УСТРОЙСТВО для РАЗДЕЛЕНИЯ ПРОФИЛЬНОГО МАТЕРИАЛА | 1973 |
|
SU395191A1 |
| Устройство для разрезки сортового проката | 1990 |
|
SU1801066A3 |
| Правильно-отрезной автомат | 1985 |
|
SU1326379A1 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗКИ СОРТОВОГО ПРОКАТА | 1993 |
|
RU2019365C1 |
Использование: обработка профильных материалов давлением. Сущность: обработка профильного материала осуществляется путем предварительного надрезания материала по всему контуру поперечного сечения и последующего отделения отрезаемой части. Как в случае резки так и обработки материала используются втулочные инструменты, в полостях которых размещается разрезаемый или обрабатываемый материал, причем для полого материала дополнительно используются оправка с двумя втулочными инструментами с деформирующими элементами. В процессе резки и обработки один инструмент неподвижен, а другой совершает относительно первого движение по траектории, представляющей собой плоскую фигуру из двух соприкасающихся овалов, при этом перемещение начинают из точки соприкосновения овалов. Устройство содержит корпус, закрепленный в корпусе неподвижный инструмент, подвижный инструмент, закрепленный в теле шатуна. Исполнительный механизм устройства помимо шатуна включает в себя соосно размещенные в головке шатуна периодически вращающиеся эксцентриковые втулки с возможностью изменения эксцентриситета регулировочными эксцентриковыми втулками. Конструкция устройства обеспечивает возможность широкого использования различных средств автоматизации и механизации. 2 с. и 2 з.п. ф-лы 12 ил.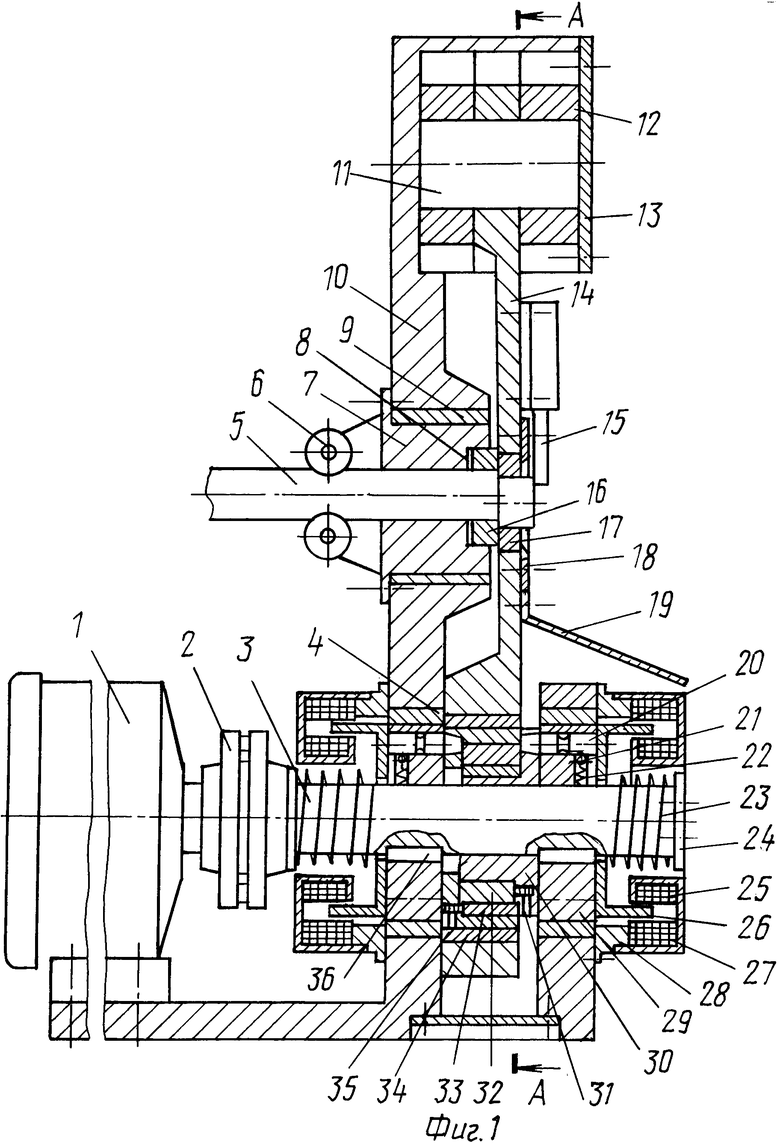
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1465195, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 772753, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
