Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве машиностроительных предприятий для получения заготовок из профильного материала.
Известен для резки профильного материала, содержащий корпус, смонтированные в нем подвижньш и неподвижный сменные втулочные ножи, охвативаюпц е их режущие и зажимные парные вкладьши, взаимодействующие соответственно с плоскостью и yicfioном подпружиненных подвижных клиньев и нажимную плиту, контактирующую с одним изклиньев, при зггом втулочные ножи снабжены прщкимрм, выполненным в виде гайки С13.
Однако в известном штампе отсутствует постоянное поджатие втулочных ножей между собой. По мере их.;износа ослабляется усилие их первой чального поджатия, в результате чего между ножами образуется зазор и, кроме того, может произойти пластическое опускание режущей кромки, что ведет к снижению качества реза.
Наиболее близким к изобретению по технической сущности и достигаемому результату является штамп для резки профильного материала сдвигом, содержащий корпус с расположенным в нем по обе стороны относительно плоскости с возможностью перемещения одного из них инструментальными блоками, включающими парные зажимные вкладьши и отрезные вкладьш1И в виде втулок с конической наружной поверхностью, обращенных одна к другой большими основаниями, а также нажимную плиту C2II. .
Недостатком известного штампа является возможность несовпадения отрезных вкладышей инструментальных блоков с плоскостью реза, а также небольшое по величине усилие, сближающее режущие вКладьш1И в осевом направлении, за счет значительных сил трения, направленных от плоскости реза, что приводит к снижению качества реза.
Цель изобретения - улучшение качества реза.
Поставленная цель достигается тем что в штампе для резки профильного материала сдвигом, содержащем корпус с расположенными в нем по обе стороны от плоскости реза с возможностью перемещения одного из них инструментальными блоками, включающими парные зажимные вкладьш1и и отрезные вкладьш1и в виде втулок с конической наружной поверхностью, обращенных одна к другой большими основаниями, а также нажимную плиту, каждый инструментальный блок Снабжен смонтированными в стенке корпуса клином с отверстием, соосным с отверстием
O , и разрезной упругой обоймой, вьтолненной с конусным отверстием, охватывающим наружную поверхность втулки, и скосом на одном из ее торцов с углом, равным углу наклона кли5 на, и размещенный между зажимными вкладышами соосно с отверстием втулки с возможностью взаимодействия скосом с поверхностью клина, при . этом втулка выполнена разрезной
Q со стороны разреза обоймы, а разре; ;3Ы обойм инструментальных блоков расположены диаметрально противоположно в плоскости расположения.осей втулок и направления перемещения на5 жимной плиты, при этом разрез обоймы каждого подвижного: инструментального блока расположен в направлении перемещения нажимной плиты.
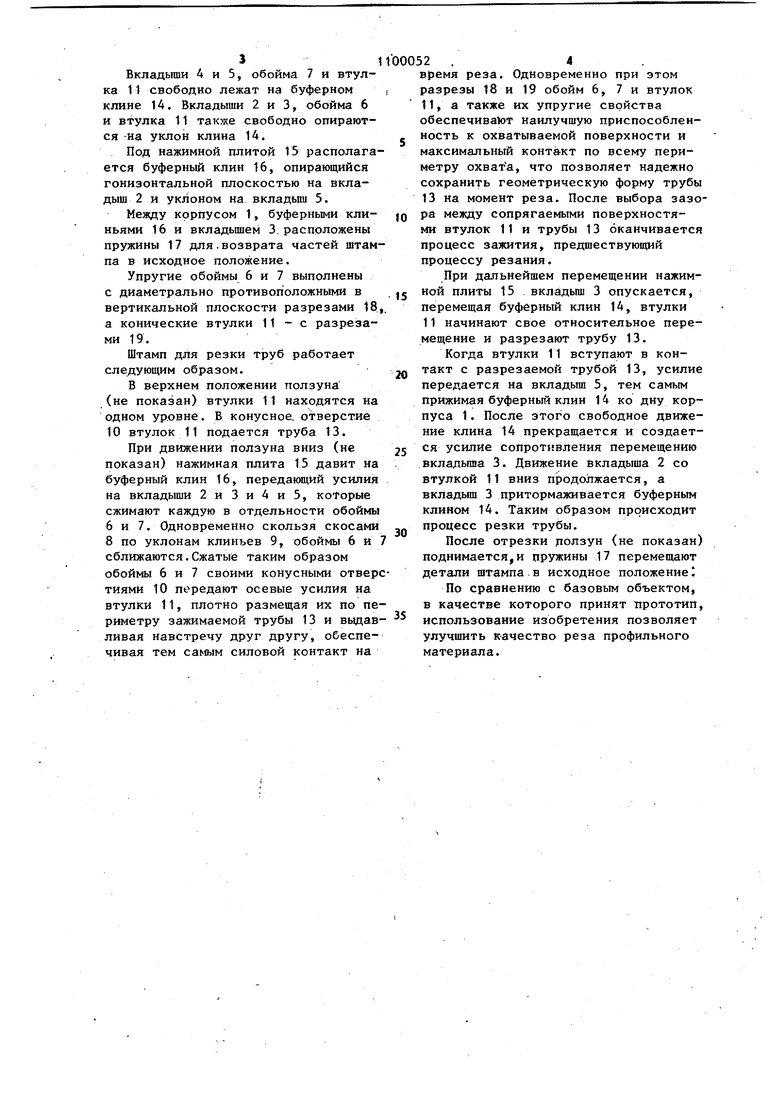
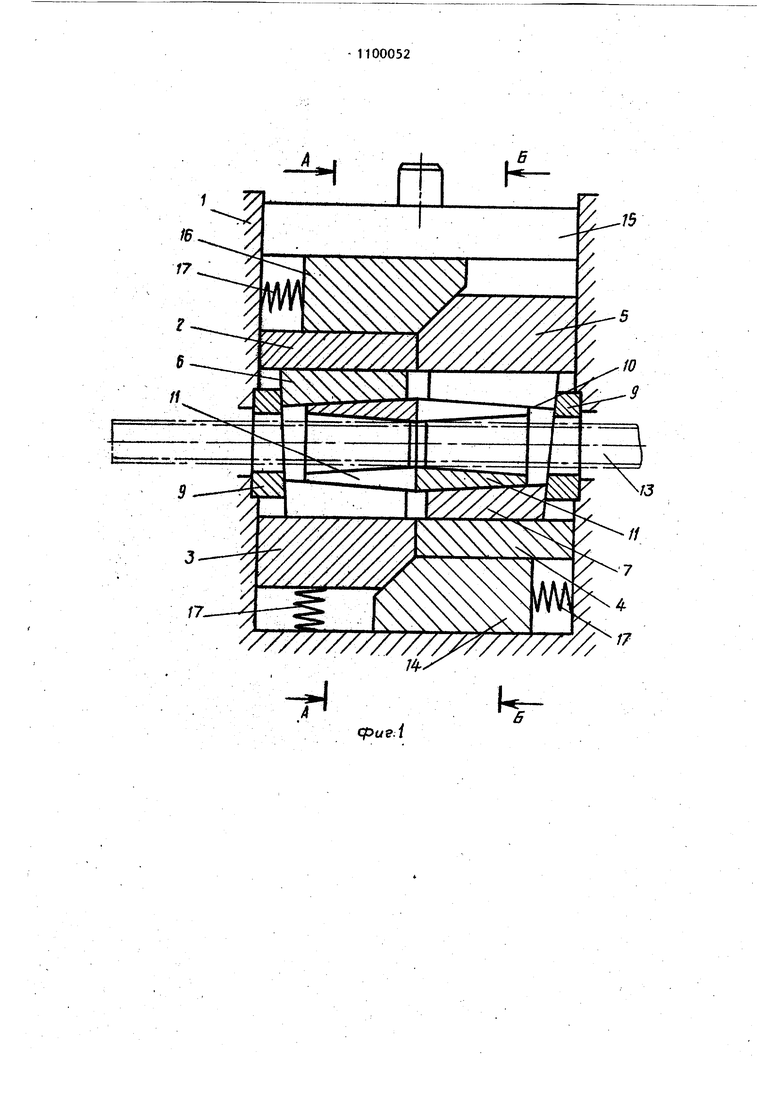
На фиг. 1 изображен штамп, общий
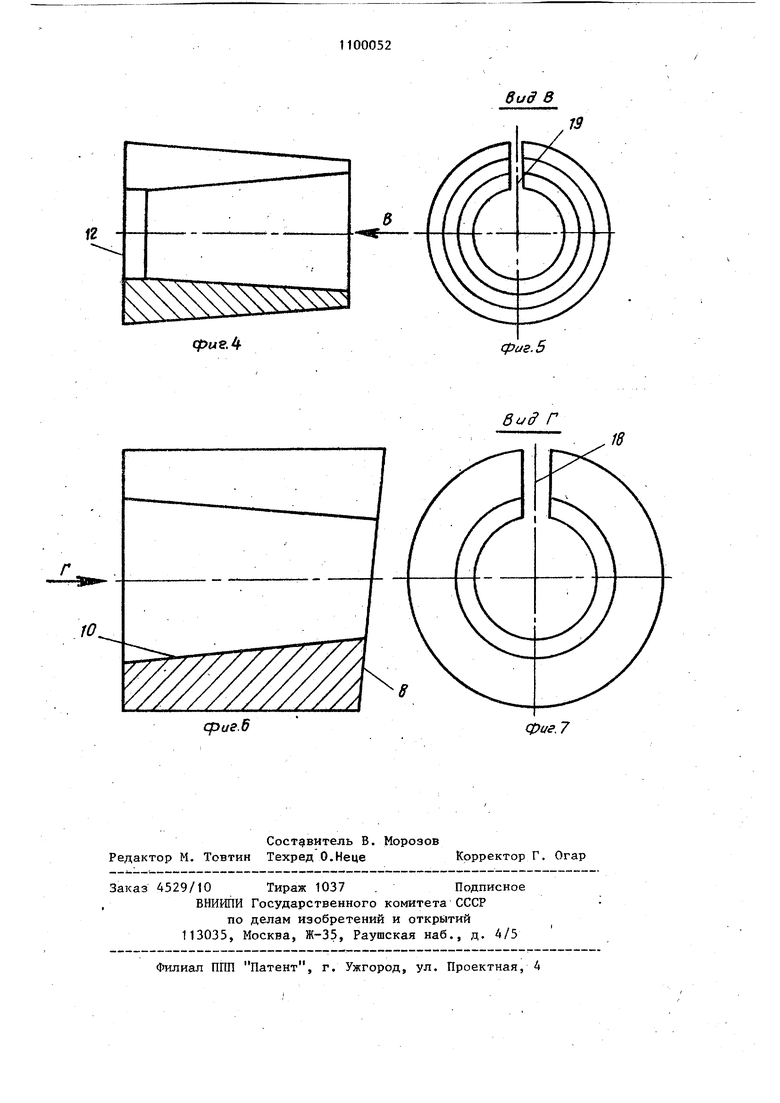
вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - режущий вкладьш ; на фиг. 5 - вид Б на фиг. 4; на фиг. 6 - упругая обойма; на фиг. 7вид Г на фиг. 6.
Штамп для резки профильного материала содержит корпус 1, в котором смонтированы зажимные 2 и 3 вкладыши с одной стороны и зажимные 4 и 5 . вкладьш1и с другой стороны (относительно плоскости реза). Зажимные 2, 4 и 3, 5 вкладьппи охватывают разрезные упругие обоймы 6 и 7 с раз. резами, расположенными вертикально противоположно и примыкающими к зажимным вкладышам 3 и 5. Обоймы 6 и 7 снабжены на тьтьных торцах скосами 8, прилегающими к уклонам неподвижных клиньев 9 и встречно направленными конусными отверстиями 10, в которые встроены режущие вкладыши, выполненные в виде разрезных конических втулок 11, соприкасающихся большими основаниями 12 в плоскости реза и имеющих конусные контрнаправленные отверстия для удобства захода трубы .13 и создания максимальной концентрации напряжений в момент реза. Вкладьпии 4 и 5, обойма 7 и втулка 11 свободно лежат на буферном клине 14. Вкладыши 2 и 3, обойма 6 и втулка 11 также свободно опираются на уклон клина 14. Под нажимной плитой 15 располага ется буферный клин 16, опирающийся гонизонтальной плоскостью на вкладыш 2 и уклоном на вкладыш 5. Между корпусом 1, буферными клиньями 16 и вкладьш1ем 3 расположены пружины 17 для.возврата частей штам па в исходное положение. Упругие обоймы 6 и 7 выполнены с диаметрально противоположными в вертикальной плоскости разрезами 18 а конические втулки 11 - с разрезами 19. Штамп для резки труб работает следующим образом. В верхнем положении ползуна (не показан) втулки 11 находятся на одном ур.овне. В конусное, отверстие 10 втулок 11 подается труба 13. При движении ползуна вниз (не показан) нажимная плита 15 давит на буферный клин 16, передающий усилия на вкладыши 2 и 3 и 4 и 5, которые сжимают каждую в отдельности обоймы 6 и 7. Одновременно скользя скосами 8 по уклонам клиньев 9, обой1 1 6 и сближаются.Сжатые таким образом обоймы 6 и 7 своими конусными отвер тиями 10 передают осевые усилия на втулки 11, плотно размещая их по пе риметру зажимаемой трубы 13 и вьщав ливая навстречу друг другу, обеспечивая тем самым силовой контакт на 2 время реза. Одновременно при этом разрезы 18 и 19 обойм 6, 7 и втулок 11, а также их упругие свойства обеспечива1от наилучшую приспособленность к охватываемой поверхности и максимальный контакт по всему периметру охвата, что позволяет надежно сохранить геометрическую форму трубы 13 на момент реза. После выбора зазора между сопрягаемыми поверхностями втулок 11 и трубы 13 оканчивается процесс зажития, предшествующий процессу резания. При дальнейшем перемещении нажимной плиты 15 вкладьш) 3 опускается, перемещая буферный клин 14, втулки 11 начинают свое относительное перемещение и разрезают трубу 13. Когда втулки 11 вступают в контакт с разрезаемой трубой 13, усилие передается на вкладьш 5, тем самым прижимая буферньй клин 14 ко дну корпуса 1. После этого свободное движение клина 14 прекращается и создается усилие сопротивления перемещению вкладыша 3. Движение вкладыша 2 со втулкой 11 вниз продолжается, а вкладьш 3 притормаживается буферным клином 14. Таким образом происходит процесс резки трубы. После отрезки ползун (не показан) поднимается, и пружины 17 перемещают детали штампа . в исходное положение, По сравнению с базовым объектом, в качестве которого принят прототип, использование изобретения позволяет улучшить качество реза профильного материала.
-Н
1
tpue./
////////4
Рм2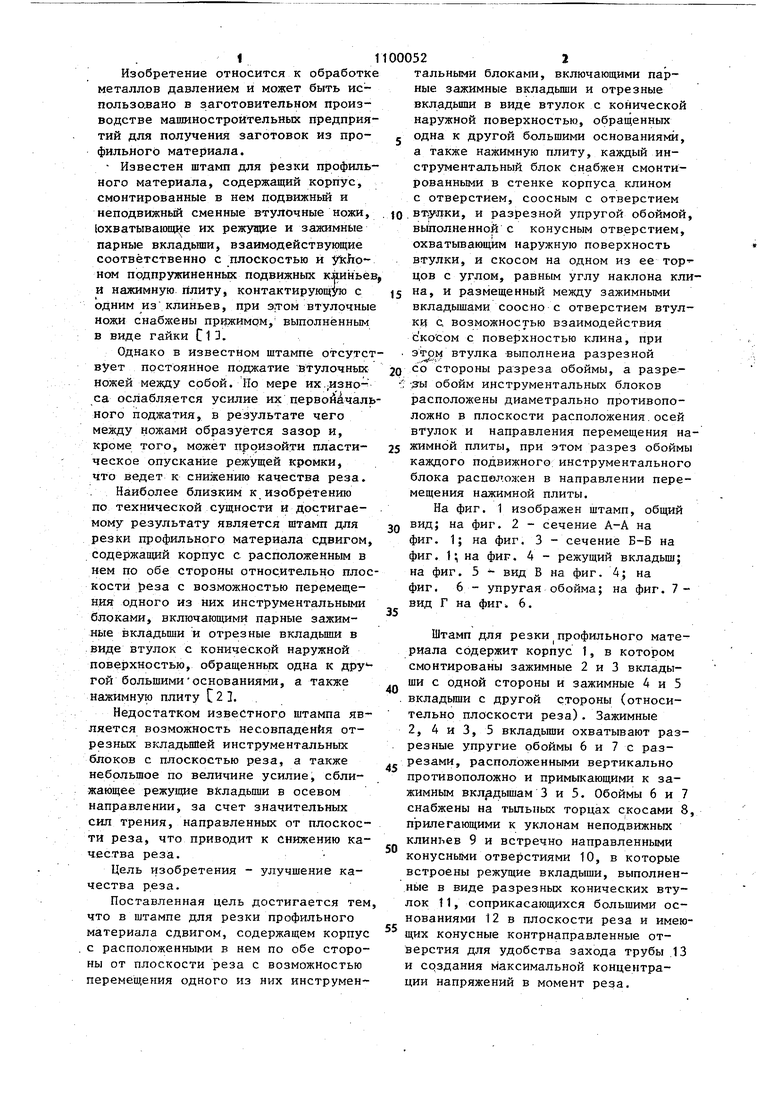
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки прутка на заготовки | 1983 |
|
SU1094683A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| Штамп для резки труб | 1989 |
|
SU1708547A1 |
| Штамп для резки пруткового материала | 1985 |
|
SU1296321A1 |
| Штамп для резки прутковых заготовок | 1984 |
|
SU1207653A2 |
| Штамп для резки прутков и труб | 1980 |
|
SU925565A1 |
| Штамм для резки профильного материала | 1986 |
|
SU1386388A2 |
| Рабочий инструмент к штампу для резки пруткового материала | 1982 |
|
SU1042913A1 |
| Штамп для резки пруткового материала | 1980 |
|
SU870016A1 |
| Устройство для резки пруткового материала | 1979 |
|
SU1186407A1 |
ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА сдвигом, содержащий корпус с расположенными в нем по обе стороны от плоскости реза с возможностью перемещения одного из них инструментальными блоками, включающими пар ные зажимные вкладьшй и отрезные вкладыши в виде втулок с конической наружной поверхностью, обращенных одна к другой большими основаниями, а также нажимную плиту, отличающийся тем, что, с целью улучшения качества реза, каждый инструментальный блок снабжен смонтированным в стенке корпуса клином с отверстием, соосным с отверстием втул- ки, и разрезной упругой обоймой, выполненной с конусным отверстием, охватывающим наружную поверхность втулки, и скосом на одном из ее торцов с углом, равным углу наклона клина, и размещенной между зажимными вкладышами соосно с отверстием втулки с возможностью взаимодействия скосом,с поверхностью клина, при этом втулка вьтолнена разрезной со стороны разреза обсгймы, а разрезы обойм инструментальных блоков расположены диаметрально противопоС ложно в плоскости расположения осей втулок и направления перемещения на § жимной плиты, при этом разрез обой-. мы каждого подвижного инструментального блока расположен в направлении перемещения нажимной плиты. э э э :л ю
12
фиг 4
фиг, 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технология и организация производства, 1977, № 1,- с, 36-37 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп для резки пруткового материала | 1975 |
|
SU551130A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
