Изобретение относится к авиационной технике, в частности, к способам изготовления лопастей воздушных винтов из композитов на основе тканых и ленточных армирующих наполнителей и полимерных связующих и может быть использовано для мотодельтапланов и легкомоторных самолетов.
Известен способ изготовления композитной лопасти воздушного винта путем формирования в отдельных полуформах верхней и нижней половинок лопасти с полной их термообработкой и последующей склейкой готовых полулопастей [1]
Наиболее близким по технической сущности является известный способ изготовления пустотелой композитной лопасти воздушного винта, включающий изготовление элементов заготовки из тканого предварительно пропитанного связующим материала, сборку их в заготовку пространственной формы с возможностью скольжения элементов относительно друг друга, размещение герметичного мешка в полости заготовки, термопневмоформование и оформление комлевой части [2]
К недостаткам известных способов можно отнести невозможность изготовления надежной конструкции лопасти, невозможность одновременного формирования ее комля.
Лопасть, изготовленная по первому способу, ненадежна из-за кругового клеевого шва, соединяющего половинки лопасти, являющегося концентратором напряжений.
Лопасти, изготовленные в соответствии с другим способом, более надежны, но не обеспечивают точного формирования полости лопасти, особенно в зоне носка, из-за невозможности заведения герметичного мешка в эту зону, а также из-за наличия стыков элементов заготовок в готовой конструкции.
Кроме того, ни одним из этих способов нельзя одновременно с изготовлением пера лопасти сформировать ее комель.
Технической задачей, на решение которой направлено изобретение, является разработка надежного способа изготовления пустотелых лопастей воздушных винтов с оптимальным равномерным распределением армирующего материала по передней кромке и формированием комля, интегрально связанного с пером лопасти.
Техническим результатом, который может быть получен при осуществлении изобретения, является повышение качества изделий, достигаемое за счет соответствующего кроя элементов заготовки, технологии их сборки, а также за счет фиксации кромки герметичного мешка в заготовке перед термопневмоформированием.
Для достижения указанного технического результата в способе изготовления пустотелой композитной лопасти воздушного винта, включающем изготовление элементов заготовки из тканого предварительно пропитанного связующим материала, сборку их в заготовку пространственной формы с возможностью скольжения элементов относительно друг друга, размещение герметичного мешка в полости заготовки, термопневмоформирование с оформлением комля, согласно изобретению элементы заготовки выполняют в виде половинок лопасти с комлевой частью из наборов тканевых лепестков укладкой их друг на друга с чередованием с разделительной пленкой, например, фторопластовой, на участках, формирующих при сборке переднюю кромку лопасти, сборку заготовки производят соединением половинок лопасти через разделительную пленку на участке задней кромки и путем поочередного удаления разделительной пленки и последующего нахлеста лепестков обеих половинок друг на друга на участке передней кромки, комлевую часть заготовки перед термопневмоформированием соединяют с металлическими наружной и внутренней втулками путем заведения ее внутрь наружной и фиксирования с помощью внутренней, размещение герметичного мешка производят через раскрепление в задней кромке с защемлением его края между половинками лопасти, при этом размер тканевых лепестков по ширине участка, формирующего переднюю кромку лопасти, выбран с учетом гарантированного остаточного нахлеста после термопневмоформования.
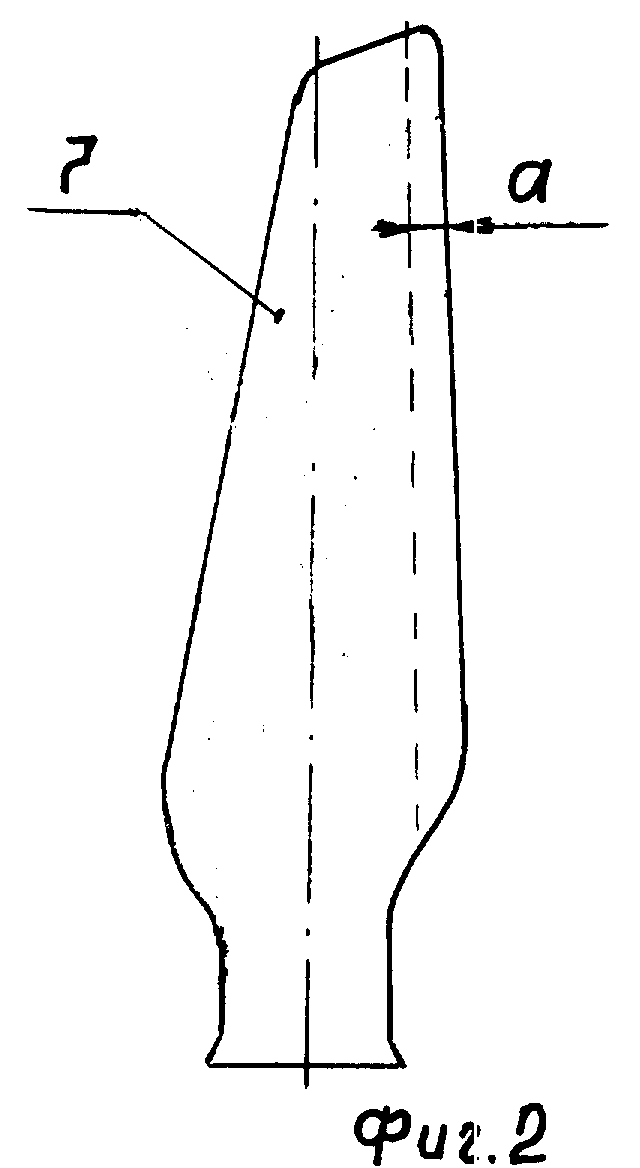
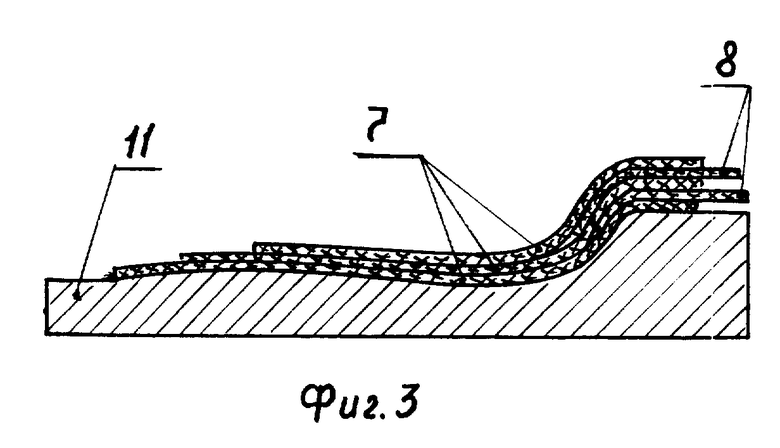
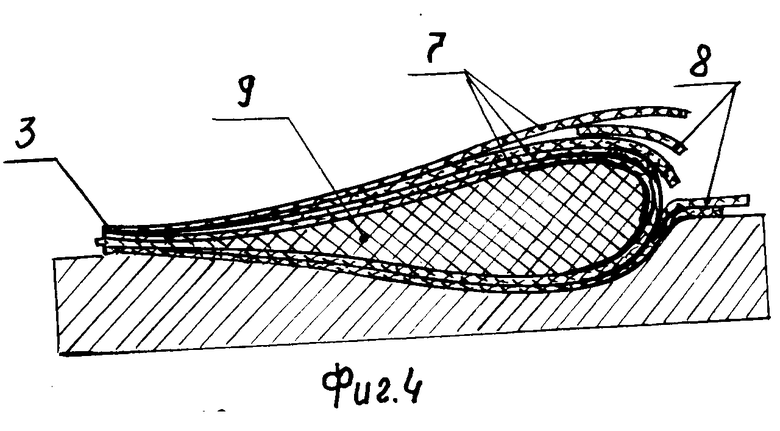
Сущность изобретения поясняется чертежами, где на фиг. 1 представлен общий вид лопасти, на фиг. 2 схема раскроя тканевых лепестков, на фиг. 3 - формование заготовок лепестков в полуформе, на фиг. 4 сборка заготовки, поперечный разрез, на фиг. 5 размещение заготовки лопасти и герметичного мешка в прессформе.
Лопасть воздушного винта из композита содержит перо 1 с передней 2 и задней 3 кромками и комель 4 с наружной 5 и внутренней 6 металлическими втулками.
Предлагаемый способ может быть осуществлен следующим образом.
Из предварительно пропитанной, например, эпоксидной смолой с отвердителем, стекло, угле- или органоткани вырезают лепестки 7 (фиг. 2), по профилю полулопасти с комлевой частью и с превышением ширины участка передней кромки для обеспечения гарантированного остаточного нахлеста после термопневмоформования. Величина превышения определяется экспериментальным путем и зависит от свойств используемых материалов, размеров готовой лопасти и т.д. На фиг. 2 она обозначена буквой "а". Затем производят укладку необходимого (для получения заданной толщины стенки) числа лепестков 7 в отдельные полуформы, прокладывая между соседними лепестками 7 на участках, формирующих переднюю кромку 2 лопасти, разделительную пленку 8, например, фторопластовую (фиг. 3). После этого в одну из полуформ помещают пенопластовый вкладыш 9 (фиг. 4), имеющий форму полости лопасти, размещают полоску разделительной пленки по краю формируемой задней кромки 3 и сверху укладывают другую заготовку, совмещая участки задней кромки 3. Переднюю кромку 2 формируют путем поочередного удаления разделительной пленки и заворачивания вовнутрь кромок противолежащих лепестков 7, начиная с внутренних. Затем удаляют вкладыш, заводят в полость со стороны задней кромки герметичный мешок 10 (фиг. 5) и защемляют край мешка между половинками лопасти. После этого комлевую часть заготовки лопасти заводят внутрь наружной металлической втулки 5 и фиксируют ее положение с помощью внутренней втулки 6, которую заводят с торца. Производят сборку пресс-формы с зажимом выступающей кромки герметичного мешка 10 между полуформами 11 (фиг. 5), создают давление для раздува мешка, нагревают до заданной температуры, выдерживают при температуре и давлении, охлаждают, извлекают изделие, удаляют герметичный мешок, заделывают место его удаления.
Пример конкретного осуществления способа.
Была изготовлена лопасть воздушного винта мотодельтаплана из стеклопластика, для чего стеклоткань, предварительно пропитали эпоксидной смолой марки ЭХД-Ф, произвели раскрой лепестков, их укладку в полуформы с чередованием на указанных выше участках с фторопластовой пленкой, сборку заготовки как было описано выше, произвели термопневмоформование, использовав герметичный мешок из полиамида марки ПК-4.
Испытания в условиях эксплуатации подтвердили надежность предложенного способа, высокое качество конструкции, ее высокие аэродинамические свойства.
Таким образом, данное техническое решение позволяет повысить качество и эксплуатационную надежность готового изделия, что соответствует критерию "промышленная применимость", т.е. уровню изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛОПАСТЬ ВОЗДУШНОГО ВИНТА И СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОЙ ЛОПАСТИ | 2014 |
|
RU2561827C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЛАГОЗАЩИЩЁННОГО КОНТЕЙНЕРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ВЛАГОЗАЩИЩЁННЫЙ КОНТЕЙНЕР ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2544905C1 |
| Лопасть воздушного винта многоконтурной конструкции | 2021 |
|
RU2767574C1 |
| ЛОПАСТЬ НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА И СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2541574C1 |
| Лопасть и способ ее изготовления | 2018 |
|
RU2688603C1 |
| УСТРОЙСТВО ЗАЩИТЫ ЛОПАСТЕЙ ВИНТОВ ВЕРТОЛЕТА НА СТОЯНКЕ | 2014 |
|
RU2581632C2 |
| Лонжерон лопасти аэродинамической модели воздушного винта и способ его изготовления | 2013 |
|
RU2652545C1 |
| ПУСКОВАЯ ТРУБА РАКЕТНОЙ ПУСКОВОЙ УСТАНОВКИ | 1999 |
|
RU2147719C1 |
| Безлонжеронная лопасть винта вертолёта и способ её изготовления | 2018 |
|
RU2683410C1 |
| СИСТЕМА ПОДВЕСКИ КОНТЕЙНЕРА | 2000 |
|
RU2177596C1 |

Назначение: изготовление лопастей воздушных винтов из композитов на основе тканых и ниточных армирующих наполнителей и полимерных связующих для мотодельтапланов и легкомоторных самолетов. Сущность изобретения: элементы заготовки выполняют в виде половинок лопасти с комлевой частью из набора тканевых лепестков укладкой их друг на друга. На участках, формирующих при сборке переднюю кромку 2 лопасти, между лепестками помещают разделительную пленку. При сборке последовательно лепестки обеих половинок укладывают с нахлестом друг на друга, удаляя разделительную пленку. Затем комлевую часть соединяют с металлическими втулками, а в полость заготовки со стороны задней кромки 3 лопасти заводят герметичный мешок 10 и защемляют его край между заготовками половинок лопасти. Далее осуществляют тремо-пневмоформирование в пресс-форме, при этом кромку мешка 10 защемляют между полуформами II пресс-формы. 5 ил.
Способ изготовления пустотелой композитной лопасти воздушного винта, включающий изготовление элементов заготовки из тканого, предварительно пропитанного связующим, материала, сборку их в заготовку пространственной формы с возможностью скольжения элементов относительно друг друга, размещение герметичного мешка в полости заготовки, термопневмоформирование с оформлением комля, отличающийся тем, что элементы заготовки выполняют в виде половинок лопасти с комлевой частью из наборов тканевых лепестков укладкой их друг на друга с чередованием с разделительной пленкой, например фторопластовой, на участках, формирующих при сборке переднюю кромку лопасти, сборку заготовки производят соединением половинок лопасти через разделительную пленку на участке задней кромки и путем поочередного удаления разделительной пленки и последующего нахлеста лепестков обеих половинок друг на друга на участке передней кромки, комлевую часть заготовки перед термопневмоформированием соединяют с металлическими наружной и внутренней втулками путем заведения ее внутрь наружной и фиксирования с помощью внутренней, размещение герметичного мешка производят через раскрепление в задней кромке с защемлением его края между половинками лопасти, при этом размер тканевых лепестков по ширине участка, формирующего переднюю кромку лопасти, выбран с учетом гарантированного остаточного нахлеста после термомневмоформования.
| JP, заявка, 47-35398, кл | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| US, патент, 4169749, кл | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
