Изобретение относится к области получения заготовок для оптических деталей и может быть использовано при изготовлении основы дисков оптических запоминающих устройств.
Известен способ формовки порции стекла заключающийся в выдавливании порции стекла через калибровочное кольцо плунжером, совершающим возвратно-поступательное движение по вертикали [1]
Недостатком этого способа является невозможность получения непрерывной листовой заготовки. Возвратно-поступательное перемещение выдавливающего плунжера приводит к неравномерности течения стекла через кольцо, что вызывает неравномерность охлаждения выдавленной порции и, как следствие, к оптической неоднородности заготовка.
Наиболее близким по технической сущности к заявленному является способ получения листового стекла путем вытягивания из расплава через щель в лодочке, помещенной на поверхность расплава [2]
Недостатком данного способа является то, что при вытягивании листа из расплава через щель в свободно плавающей на поверхности расплава лодочке, не обеспечивается точность заготовки по толщине и, кроме того, невозможно обеспечить высокую однородность оптических свойств.
Известно устройство формовки заготовок из стекла, состоящее из ванны с расплавленным стеклом, плунжера, проходящего через расплав калибровочного кольца и патрубка для подачи воздуха [1]
Недостатком данного устройства является невозможность получения листовых заготовок из оптического стекла.
Наиболее близким по технической сущности к заявленному является устройство для получения листового стекла методом вытягивания из расплава, состоящее из печи с расплавом, на поверхности которого помещена лодочка с щелью, в которой размещается затравка, вытягиваемая вверх приводом.
Недостатком данного устройства является то, что при вытягивании листа нарушается оптическая однородность материала.
Метод и устройство не позволяют также получить лист с малыми допусками по толщине.
Цель изобретения повышение точности и производительности получения заготовок из оптического стекла.
Указанная целью достигается тем, что блок оптического стекла помещают в камеру, разогревают до размягчения, после чего создают в камере давление инертным газом и продавливают расплав через калиброванную щелевую фильеру в направлении сил тяжести с последующим медленным охлаждением на выходе фильеры, полученный лист оптического стекла вытягивают со скоростью его давления через фильеру.
Способ реализуется устройством, содержащим фильеру и камеру, снабженную внешними нагревателями. Внутренняя полость камеры соединена с источником сжатого газа, фильера на выходе имеет полости для прокачки охлаждающей среды, к торцу фильеры подсоединена секционированная камера охлаждения, на выходе которой установлен механизм протяжки.
Сравнение заявленного способа с прототипом показывает, что имеет место новый метод воздействия и новая последовательность операций.
Новый метод воздействия расплав продавливают через калиброванную фильеру с одновременным вытягиванием полученного листа в направлении сил тяжести.
Новая последовательность операций блок оптического стекла помещают в печь, разогревают ее, после чего продавливают через фильеру с одновременным вытягиванием со скоростью продавливания.
Сравнение заявленного устройства с прототипом показывает, что имеет место наличия новых узлов и функциональных связей.
Новые узлы охлаждаемая фильера, секционированная камера охлаждения.
Новые функциональные связи внутренняя полость камеры связана с источником чистого газа, секционированная камера охлаждения подсоединена к фильере.
Продавливание расплава через фильеру с одновременным его вытягиванием обеспечивает в объеме материала равномерное распределение сил. При этом в самой фильере будет иметь место переход от сжимающих к растягивающим усилиям. Возникает ненагруженная зона. Это сечение перехода от сжатия к растяжению всегда можно расположить в зоне стеклования расплава. Следовательно, стеклование расплава будет происходить в зоне, в которой отсутствуют механические напряжения. Это способствует получению места без оптических искажений. А поскольку продавливание расплава осуществляется через калиброванную фильеру, то точность полученного листа по толщине будет выше. Это позволит существенно уменьшить припуски на последующую обработку деталей из такой заготовки, что приведет к повышению производительности труда.
Соединение камеры для расплавления оптической массы с источником сжатого газа позволяет регулировать в широких пределах скорость продавливания, что создает условия для повышения точности заготовки.
Снабженные полостями фильеры для прокачки охлаждающей жидкости позволяют изменить режим стеклования и поддерживать необходимую температуру стекломассы в ненагруженной зоне. Это позволяет получить заготовки с минимальными оптическим искажениями.
Наличие механизма протяжки позволяет создавать ненагруженную зону в зоне охлаждения, что способствует повышению качества получаемого листа.
Пример осуществления способа.
Камера, выполненная по схеме рис. 1, соединялась с баллоном, заполненным аргоном. Регулирование давления в камере осуществлялось стабилизатором завода "Калибр". Фильера была изготовлена со щелью 1,5 мм, шириной 100 мм. Нагружение получаемого листа на входе фильеры осуществлялось грузами. Опыт проводился на стекле К-8. При скорости вытяжки 0,01 м/мин оптические искажения отсутствуют.
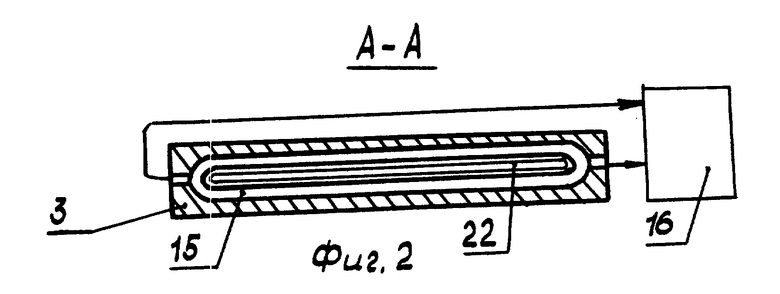
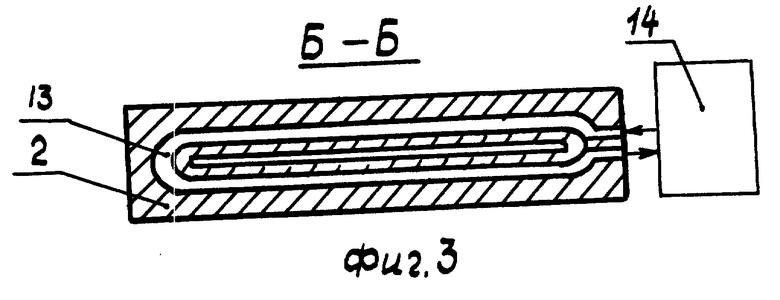
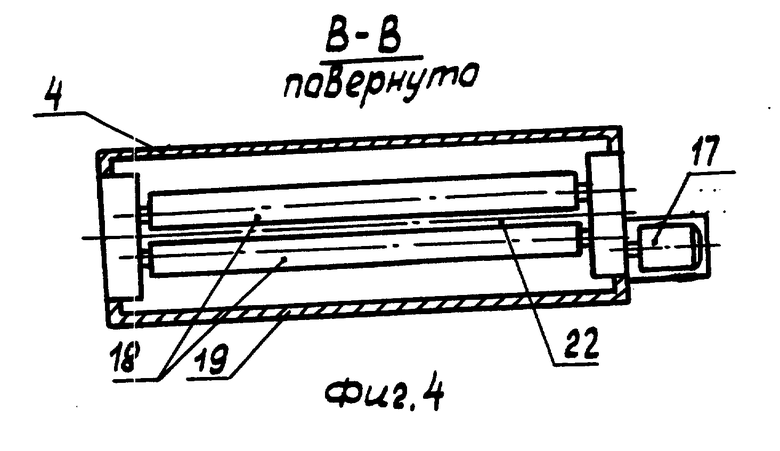
Изобретение иллюстрируется чертежами, где изображено на фиг. 1 - устройство для изготовления заготовок основы оптических дисков запоминающих устройств; на фиг. 2 разрез по А-А; на фиг. 3 разрез по Б-Б; на фиг. 4 - разрез по В-В.
Устройство состоит из печи 1, фильеры 2, камеры охлаждения 3, механизма протяжки 4, манипулятора 5. Печь 1 содержит внутреннюю камеру 6, две боковых стенки которой сходятся книзу, образуя выходную щель 7, кожух 8 и крышку 9, имеющую штуцер 10 для подвода сжатого газа. На камеру 6 намотана электронагревательная обмотка 11. Пространство между камерой 6 и кожухом 8 заполнено теплоизоляционным материалом. В сужающейся части камеры 6 размещены датчики 12 температуры.
К выходной щели 7 подсоединена фильера 2, у выходного отверстия которой выполнена полость 13 для прокачки охлаждающей среды. Прокачка охлаждающей среды осуществляется насосной установкой 14.
Снизу к фильере 2 подсоединена секционированная камера охлаждения 3. Секции 15 соединены с термостатом 16, каждый из которых поддерживает определенную заданную температуру в секции, с которой он соединен. Контроль температуры осуществляется системой регулирования температуры (на рисунках не показаны).
На выходе нижней секции установлен механизм протяжки 4, состоящий из привода 17, приводных валков 18 и несущей металлоконструкции 19.
Под механизмом протяжки 4 смонтирован отрезной резец 20, имеющий свой привод перемещения и подвода-отвода.
Манипулятор 5 установлен на металлоконструкции 21, на которой размещен накопитель 22 заготовок 23. В створе со щелью в фильере 2 на металлоконструкции 21 установлен датчик 24 наличия заготовки.
Устройство работает следующим образом.
Блок оптического стекла 25 помещают в камеру 6, камеру закрывают крышкой 9 и включают нагревателя 11. Разогрев стекла до температуры выше температуры стеклования осуществляется в течение заданного времени и контролируется системой регулирования по сигналам датчиков 12. После расплавления блока стекла через патрубок 10 подают разогретый, для предотвращения захолаживания стекла, инертный газ. Через полость 13 фильеры 2 начинают прокачку охлаждающей жидкости. В щель фильеры 2 устанавливают затравку, размеры которой должны обеспечивать ее захват валками 18. Под действием давления газа в полости камеры 6 расплавленная масса начинает истекать через щель 7 и попадает в фильеру 2. Фильера имеет калибровочное отверстие, где и формируется лист стекла. Скорость выдавливания подбирается такой, чтобы в момент прохода массы через фильеру, ее температура на выходе фильер была ниже температуры стеклования. В камере охлаждения 3 по секциям создаются условия постепенного понижения температуры листа в направлении от фильеры к механизму протяжки. Механизм протяжки 4, обеспечивает вытяжку листа. Скорость вытяжки устанавливается равной скорости выдавливания масс стекла через фильеру. Таким образом, валки 18 выполняют роль направляющих. В момент подхода листа 26 к датчику 24, последний срабатывает и включает отрезной нож 20, наносящий риску на стекле. Манипулятор 5 подхватывает отрезанную заготовку и переносит ее в накопитель 23. В момент захвата заготовки лист, выходящий из валков 18 поддерживается упорами 27.
Таким образом, комбинируя продавливание с вытяжкой и регулируя температурный режим в фильере и в зоне охлаждения, а также скорость продавливания и протяжки, можно получить заготовки необходимой точности геометрических и оптических параметров. Процесс легко автоматизируется и позволяет существенно повысить производительность труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ ПОЛИЭТИЛЕНТЕРЕФТАЛАТА | 2000 |
|
RU2188262C2 |
| Способ получения синтетических нитей из расплава полимера | 1987 |
|
SU1409684A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФТОРИДНЫХ СТЕКОЛ | 2008 |
|
RU2398745C1 |
| СПОСОБ ГРАНУЛЯЦИИ | 1970 |
|
SU434008A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО СВЕРХПРОВОДЯЩЕГО ПРОВОДА НА ОСНОВЕ СОЕДИНЕНИЯ NbSn И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО СВЕРХПРОВОДЯЩЕГО ПРОВОДА НА ОСНОВЕ СОЕДИНЕНИЯ NbSn | 2013 |
|
RU2559803C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОМЕТАЛЛОКОМПОЗИТА | 2009 |
|
RU2428388C1 |
| Способ получения реперов | 1986 |
|
SU1458331A1 |
| Способ изготовления фильеры для вытягивания изделий из расплава электровакуумного стекла | 2023 |
|
RU2818865C1 |
| Способ изготовления листовых изделий из полимерно-композитных материалов методом непрерывного формирования | 2018 |
|
RU2681907C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН | 1993 |
|
RU2010670C1 |
Использование: для изготовления основы дисков оптических запоминающих устройств. Сущность изобретения: способ заключатся в том, что блок оптического стекла помещают в камеру, разогревают его до размягчения, после его создают в камере давление. Затем продавливают расплав через калиброванную фильеру в направлении силы тяжести с одновременным вытягиванием его со скоростью выдавливания. Устройство содержит камеру с внешними нагревательными элементами, причем камера соединена с источником сжатого газа. Фильера содержит полости ля прокачки охлаждающей жидкости, торец фильеры соединен с секционированной камерой охлаждения, на выходе которой установлен механизм протяжки. 2 с.п. ф-лы. 4 ил.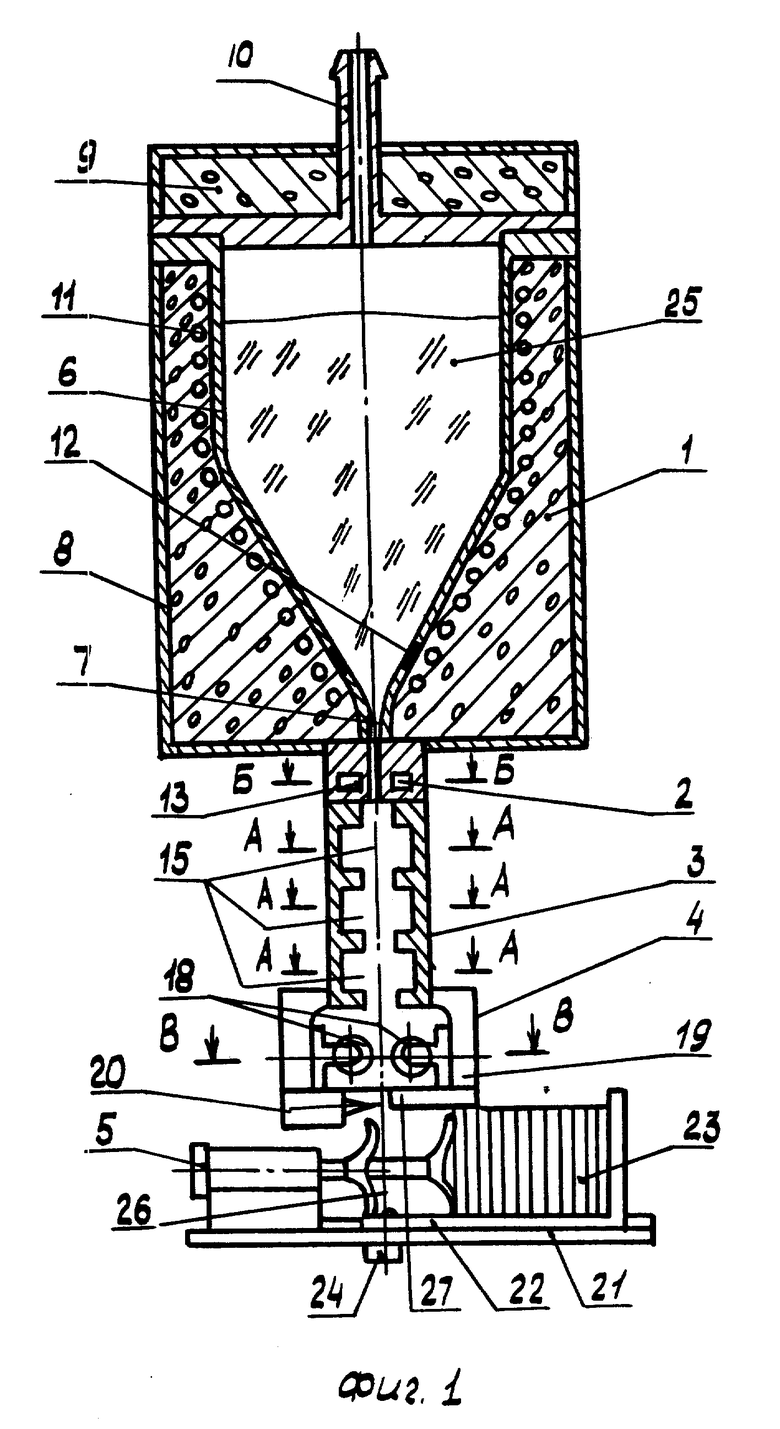
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| JP, патент, 61-24335, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| CH, патент, 656115, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
