Изобретение относится к многослойному покрытию для всей поверхности металлического элемента и способу его нанесения.
Известно многослойное покрытие для всей поверхности металлического элемента водопроводной сети, содержащего двухвалентное железо, состоящее из промежуточного слоя и слоя из термореактивной синтетической смолы (SU 1544845).
Известен также способ нанесения покрытия на всю поверхность металлического элемента водопроводной сети, содержащего двухвалентное железо, включающий нанесение промежуточного слоя, промывку и нанесение слоя из термореактивной синтетической смолы погружением в ванну.
Известные покрытия, все слои которых получены, исходя из состава на основе эпоксидного порошка, дают хорошую стойкость к коррозии. Но значительные изменения толщины покрытия, особенно на уровне соединительных сторон стыков (канавки стыка, диаметры центрирования) заставляют или увеличивать число моделей литься с различными размерами в зависимости от покрытий, или изготовлять на заводе металлические элементы перед применением покрытия.
Эти покрытия состоят из инертного материала, который образует преграду по отношению к внешним элементам; последняя, какой бы толщины она ни была, подвержена повреждениям, открывая доступ к носителю, и не осуществляет никакой защиты, не приводят в действие химические реакции между покрытием и его носителем. Так обстоит дело, например, с нефтяным битумом или с эпоксидным порошком. Для того, чтобы эта защита достигала максимальной эффективности, важно, чтобы битум или эпоксид был свободен от повреждений, достигающих металла.
Если эти условия не выполнены, возникают макростолбики коррозии, часто называемые еще "макроэлементами", вызванные присутствием различных повреждений, таких как поперечные повреждения, трещины, отслаивания, которые, допуская местную депассивацию железа снижением величины pH и доступа средств депассивации, локализуют анодные зоны, выделенные внутри катодных зон, которые образуют пассивированные поверхности, где покрытие еще остается в тесном контакте с металлической структурой. С того момента, когда отношение катодной поверхности к анодной поверхности обычно большое, расход тока, который устанавливается в этих макроэлементах, может быть повышенным, когда возможна активная деполяризация катодной поверхности.
Настоящее изобретение имеет целью устранение этих недостатков и решение новой технической проблемы, которая заключается в получении небольшой стоимости покрытия металлического элемента водопроводной сети, покрывающего всю поверхность вышеназванного элемента, следовательно, внутреннюю и внешнюю поверхность, нанесение покрытия может быть автоматизирована.
В технической проблеме, решаемой изобретением, металлический элемент с его покрытием должен иметь хорошую стойкость против коррозии, которая возникает от кислых или основных грунтов г как например, известковые грунты, глинистые грунты или неочищенные или грязные фреотические поверхности. Покрытый элемент должен иметь также стойкость против коррозии от транспортных вод, как например, питьевая вода, смягченная вода, сточная вода или дождевая вода. Вышеуказанный покрытый элемент не должен также иметь миграцию ядовитых веществ, или веществ, дающих окрашивание воде, или веществ, которые ухудшают вкус или запах воды.
Чтобы получить небольшую стоимость изготовления, покрытие должно сохранять все формы функционирования металлического элемента, такие как канавки и буртики, не требуя операций ретуши после нанесения покрытия.
Покрытие должно обеспечивать экономию вещества, избегая таких излишков, как например, потеки или утолщения.
Кроме того, элемент по изобретению должен также оказывать сопротивление воздушной коррозии, так как он подвергается этой последней при хранении на складе и при транспортировке перед нанесением.
Воздушная коррозия связана с атмосферными колебаниями температуры и влажности. Она выражается общим воздействием на всю поверхность металлического элемента, в противоположность коррозии под действием грунтов, которая возникает, между прочим, в результате воздействий локализованных макроэлементов, как было объяснено выше.
Наконец, элемент по изобретению не должен допускать образования макростолбиков коррозии и, следовательно, он должен иметь хорошую стойкость к ударам, которые вызывают источники повреждений макростолбиков.
С этой целью многослойное покрытие для всей поверхности металлического элемента для водопроводной сети, содержащего двухвалентное железо, состоящее из промежуточного слоя и слоя из термореактивной синтетической смолы включает промежуточный слой, выполненный из смеси фосфата цинка и фосфата железа.
Как вариант, промежуточный слой подвергают пассивации.
Предпочтительно, чтобы промежуточный слой покрытия по изобретению был пассивирован хромом.
Целесообразно, чтобы промежуточный слой был пассивирован органическими материалами.
Целесообразно также, чтобы промежуточный слой был пассивирован органическими материалами, содержащими дубильную кислоту.
Предпочтительно, что многослойное покрытие в качестве синтетической термореактивной смолы содержит эпоксидную смолу
Целесообразно, чтобы многослойное покрытие включало дополнительный слой синтетической термореактивной смолы, покрывающий первый слой из синтетической термореактивной смолы.
Изобретение также предусматривает способ нанесения покрытия на всю поверхность металлического элемента водопроводной сети, содержащего двухвалентное железо, включающий нанесение промежуточного слоя, промывку и нанесение слоя из термореактивной синтетической смолы погружением в ванну, отличающийся тем, что промежуточный слой наносят химическим осаждением, промывку осуществляют деминерализованной водой, слой из термореактивной синтетической смолы наносят электроосаждением из водного раствора, содержащего синтетическую смолу, после чего осуществляют полимеризацию.
Целесообразно перед электроосаждением термореактивной синтетической смолы дополнительно проводить пассивирование и промывку деминерализованной водой промежуточного слоя.
Предпочтительно раствор для электроосаждения смолы дополнительно обогащать ультрафильтрованием.
Целесообразно также на слой термореактивной синтетической смолы наносить дополнительный слой синтетической смолы.
Предпочтительно также дополнительный слой наносить путем погружения в псевдоожиженный раствор с последующим обжигом.
Целесообразно дополнительный слой наносить напылением путем электростатического выброса двух компонентов жидкой синтетической смолы с последующим обжигом.
Предпочтительно также наносить дополнительный слой электрофорезом с последующим обжигом.
Целесообразно также наносить покрытие на металлический элемент водопроводной сети, контактирующей с грунтом, имеющий неправильную форму.
Предпочтительно также наносить покрытие на металлический элемент водопроводной сети, выполненный из чугуна.
Целесообразно также наносить покрытие на металлический элемент водопроводной сети, служащий для питьевой воды.
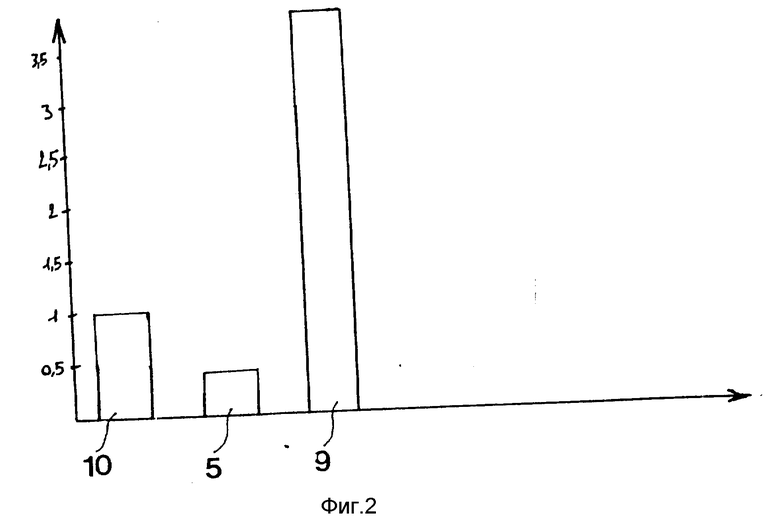
Другие характеристики и преимущества изобретения вытекают из следующего далее описания и чертежей: фиг. 1 представляет основной вид с частичным разрезом для элемента с многослойным покрытием по изобретению; фиг. 2 представляет гистограмму испытаний истирания. По времени покрытия по изобретению по сравнению с другими покрытиями на всю поверхность элемента для водопроводной сети.
Содержащий двухвалентное железо металлический элемент 1, сырого литья, иллюстрированный на фиг. 1, установлен в грунте 2. Он перекрывает многослойное покрытие 5, содержащее, в контакте с металлическим элементом 1, промежуточный слой 3, перекрытый слоем термореактивной синтетической смолы 4. Толщина каждого из слоев постоянная и сохраняет первоначальную форму элемента 1, которая сохраняется на поверхности покрытия 5. Форма элемента 1 сложная, так как он коленчатый и соединен с другими элементами трубопроводов водопроводной сети, которая не показана. Соединенные с другими элементами водопроводной сети осуществляют при помощи раструбных соединений труб 6а или 6б. Каждое из раструбных соединений труб 6 а или 6 б (см. заявку на патент Франции А-2 647 520 на имя заявителя) имеет на своем конце ввода, после фланца, соосную канавку, выполненную с одной стороны в форме немного усеченного конуса, тянущуюся к основанию раструбного соединения труб 6 а или 6 б через цилиндрическую поверхность с постоянным диаметром, оканчивающуюся во внутреннем радиальном направлении, через плоскую или в форме немного усеченного конуса поверхность, перпендикулярную к оси X-X или X'-X'.
Эта плоская поверхность продолжается в направлении основания раструбного соединения труб 6а или 6б, через выпуклую поверхность в форме усеченного конуса, которая соединяется в конце концов с цилиндрической поверхностью диаметром ниже диаметра цилиндрической поверхности канавки раструбного соединения труб 6а или 6б.
Вышеуказанная поверхность в форме усеченного конуса конусообразно открыта в направлении основания раструбного соединения труб 6а или 6б.
Таким образом, внутренняя поверхность раструбного соединения труб 6а или 6б пригодна для размещения сальника.
Цилиндрическая поверхность заканчивается в основании раструбного соединения труб 6а или 6б радиальным подпятником, который ограничивает длину этой цилиндрической поверхности.
Элемент 1 получают со специальной формой его раструбных соединений труб формованием литья. Затем покрытие 5 наносят на всю поверхность содержащего двухвалентное железо металлического элемента 1, следовательно, на внешнюю поверхность 7 и на внутреннюю поверхность 8. Это нанесение осуществляют химическим конверсионным раствором элемента 1, промывкой деминерализованной водой, пассивирующим раствором, промывкой деминерализованной водой и, наконец, электроосаждением в ванне, содержащей синтетическую смолу в водной среде.
Кроме того, жидкий раствор ванны электроосаждения промывают ультрафильтрованием.
Особая форма элемента 1, предпочитаемая, состоит в том, что нет необходимости осуществлять операции ретуши на покрытом элементе 1.
Изобретение имеет целью: нанесение покрытия 5, соответствующего вышеописанному покрытию, на перекрытие всей внутренней и внешней поверхности элемента из чугуна системы водопроводной питьевой воды, и/или нанесение покрытия 5, соответствующего вышеописанному покрытию, на детали, отлитые из чугуна.
Фиг. 2 представляет в форме гистограммы результат испытаний среди различных покрытий, покрытие 9 на основе нефтяного битума и покрытие 10, полученное из состава на основе эпоксидного порошка.
Эти известные покрытия 9, 10 сравнивают с покрытием 5 по изобретению, у которого промежуточный слой образован из фосфата, смешанного с цинком и железом.
Эти испытания заключаются в симулировании в среде низкого удельного сопротивления (100 Ω x см) уязвимого места, проходящего через покрытие 5, 9, 10 до металла, откуда создается электрохимический момент, состоящий из такого макростолбика, который описан выше.
Симулирование осуществляют на образце, вырезанном в покрытом металлическом элементе.
В этот образец помещают цилиндрический анод такой же природы, как металлический элемент. Анод покрывают электроизоляционной оболочкой, оставляя доступ только к одному из конечных дисков. Анод соединяют с образцом через электрическую связь, включающую микроамперметр.
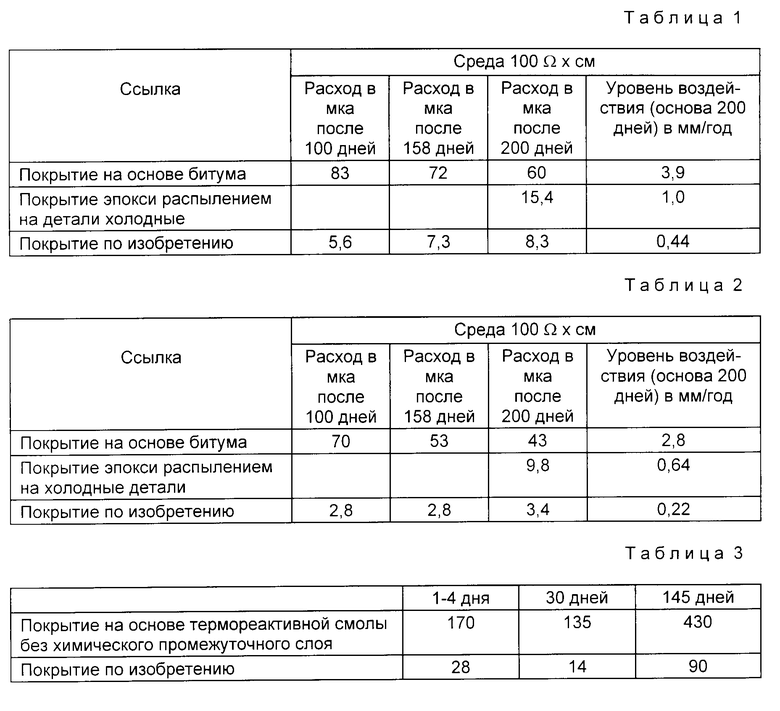
Речь идет о сравнении расходов металла на аноде после 200 дней пребывания в среде с удельным сопротивлением 100 W x см, для трех типов покрытия; расход металла представлен на гистограмме на ординате в мм/год.
Эти испытания в среде с удельным сопротивлением 100 W x см представлены также в следующей таблице, которая сравнивает покрытие по изобретению с покрытием на основе битума для времен 100, 158 и 200 дней и с покрытием на основе эпоксида распыленном на холодных деталях для времени 200 дней. Расход металла анода вычислен в зависимости от расхода тока (уровень воздействия).
Результаты перегруппированы в нижеследующей таблице 1.
Эти три покрытия сравнивают также в менее агрессивной среде, для времен 100, 158 и 200 дней. Расход металла анодом вычислен в зависимости от расхода тока (уровень воздействия).
Результаты перегруппированы в нижеследующей таблице 2.
Кроме того, были осуществлены измерения изменения тока коррозии, определенного на основе прямых Тафеля (мка/см2) для покрытия по изобретению и для покрытия без химического промежуточного слоя. Испытания продолжались от 1 до 4 дней, 30 дней и 145 дней.
Результаты перегруппированы в нижеследующей таблице 3.
Используется для элементов водопроводной сети, требующих очень хорошей стойкости против коррозии. Многослойное покрытие по всей поверхности металлического элемента водопроводной сети, содержащего двухвалентное железо, состоит из промежуточного слоя, выполненного из смеси фосфата цинка и фосфата железа, и слоя из термореактивной синтетической смолы. Способ нанесения покрытия включает химическое осаждение промежуточного слоя, промывку деминерализованной водой, осаждение из водного раствора термореактивной синтетической смолы и полимеризацию. 2 с. и 15 з.п. ф-лы, 3 табл., 2 ил.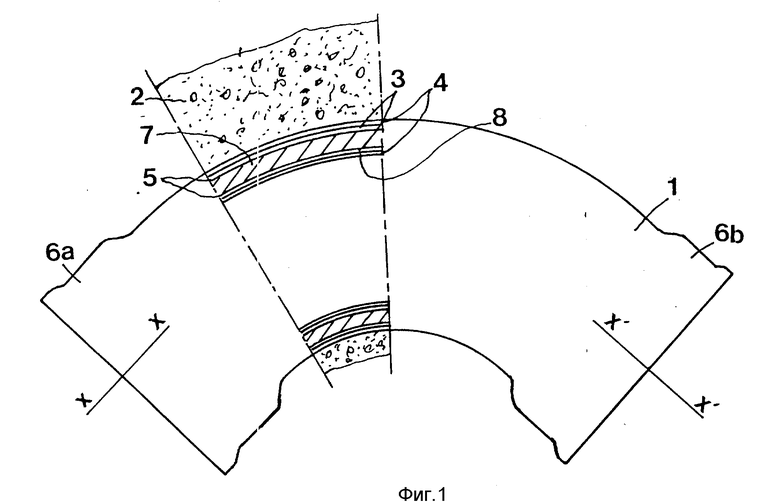
| SU, авторское свидетельство N 1544845, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |

