Изобретение относится к изготовлению металлической детали, покрытой минеральными веществами. Изобретение в особенности относится к изготовлению металлической детали, покрытой слоем минерала на базе двуокиси кремния и окиси натрия.
Известно изготовление изделий, покрытых стеклом (см., например, документ FR-2 495 190).
Минеральное покрытие является эффективной защитой металлической детали и имеет хорошую химическую пассивность по отношению к жидкости при контакте с ней.
Наиболее близким по технической сущности и достигаемому эффекту является способ изготовления металлической детали согласно Европейской заявке EP N 0 106 252, C 23 D 5/02, 25.04.84. Известный способ включает следующие операции: последовательное наложение некоторых слоев минерального покрытия на базе двуокиси кремния и окиси натрия на по меньшей мере часть поверхности указанной детали. При этом элементы вещества минерального покрытия представлены в различных вариациях пропорций по слоям.
Однако покрытие, получаемое согласно известному способу, имеет значительную пористость и недостаточно надежную связь с металлическим пограничным слоем, что приводит к коррозии последнего.
В основу изобретения положена задача создания способа изготовления металлической детали, при котором наносимое покрытие, которое играет защитную роль и имеет химическую пассивность - сцепляется, склеивается с пограничным слоем и имеет небольшую пористость с открытыми порами так, чтобы образовать пассивный барьер между жидкостью и пограничным слоем.
Поставленная задача решается тем, что в способе изготовления металлической детали, включающем последовательное наложение нескольких слоев минерального покрытия на базе двуокиси кремния и окиси натрия на по меньшей мере часть поверхности указанной детали, причем элементы вещества минерального покрытия представлены в различных вариациях пропорций по слоям, согласно изобретению первый слой минерального покрытия выполняют толщиной менее 200 мкм из эмали, имеющей следующий весовой состав, %:
SiO2 - 50 - 70
CaO + MgO - 5 - 20
B2O3 - Меньше 10
CoO - Меньше 2
Fe2O3 - Меньше 5
Al2O3 - Меньше 10
Na2O + K2O - 15 - 25
F2 - Меньше 2
NiO - Меньше 2
а второй слой покрытия выполняют толщиной больше 100 мкм.
Такая реализация способа обеспечивает уменьшение пористости и улучшение слипания минерального покрытия с металлическим пограничным слоем, обеспечивает очень хорошее закрывание покрытия для защиты пограничного слоя от коррозии.
Далее, первый слой покрытия покрывает в достаточной мере, что препятствует окислению, и указанный слой достаточно тонкий, что обеспечивает дегазацию и декантацию пузырьков газа, являющихся результатом реакции между первым слоем и металлом.
Поскольку первый слой должен быть из материала, который имеет требуемую текучесть, то таким минеральным веществом является эмаль.
Чтобы осуществить покрытие, по крайней мере, части, в то время как металл имеет высокую температуру - выше 700oC, выполнение первого слоя производится наложением минерального вещества в виде порошка, в частности сухого порошка.
Во время выполнения первого слоя покрытия текучесть минерального вещества должна быть адаптирована для обеспечения плавления порошка, необходимого для образования поверхности пограничного слоя и сцепления с пограничным слоем и чтобы ограничить химические реакции между пограничным слоем и первым слоем покрытия.
Пограничный слой-восстановитель, такой как чугун и первый слой окисляющего покрытия, подвергаются риску возникновения окислительно-восстановительной реакции с дегазацией и появлением отслаивания.
Слишком жидкий состав может вызывать стекание покрытия с соответствующими дефектами, потери внешнего вида покрытия и окисления пограничного слоя.
Недостаточно жидкий состав не обеспечивает нормальное плавление порошка, а, следовательно, дефект склеивания и плохое покрытие, отсюда - опасность окисления пограничного слоя.
Окисление пограничного слоя особенно отмечено во время тепловых обработок с высокой температурой.
Текучесть состава в большей степени зависит от содержания двуокиси кремния и содержания флюсов.
Чтобы ограничить восстановительно-окислительные реакции между покрытием и пограничным слоем, минеральное вещество раскисляется во время его подготовки.
Чтобы обеспечить плавление порошка для нормального образования поверхностного слоя и хорошего слипания, первый слой делают с толщиной 100 мкм.
Чтобы нанести минеральное вещество на горячую деталь, выполнение второго слоя покрытия осуществляют наложением минерального вещества в виде сухого порошка.
Чтобы нанести минеральное вещество на деталь с температурой окружающей среды, выполнение второго слоя покрытия осуществляют наложением шликера из минерального вещества.
Шликер - это смесь - очень жидкая, тонко измельченного минерального вещества и воды с различными добавками, такими как противоокислители и агенты суспензии.
С тем, чтобы поглотить первый слой покрытия, растворить корку окислов железа, образованную на поверхности металлического пограничного слоя, когда этот слой состоит из металла, содержащего двухвалентное железо, и вызвать поверхностную реакцию пограничного слоя, выполняют второй слой покрытия из минерального вещества путем наложения указанного минерального вещества, который является эмалью со следующим весовым составом, %:
SiO2 - 40 - 60
CaO + MgO - Ниже 5
Li2O - Ниже 5
TiO2 - 5 - 15
NiO - Ниже 2
ZnO - Ниже 2
Al2O3 - Ниже 10
Na2O + K2O - 15 - 20
B2O3 - 5 - 15
CoO - Ниже 2
Sb2O3 - Ниже 2
Чтобы получить хорошее прилипание покрытия путем абсорбции, растворения и поверхностной реакции таких, как они определены выше, второй слой выполняют с толщиной выше 100 мкм.
Чтобы избежать, чтобы второй слой покрытия не был слишком пористым, его делают с толщиной 200 мкм.
С целью обеспечения закрывания покрытия и получения хорошей равномерности толщины покрытия, что ограничивает пористость с открытыми порами и придает покрытию гладкую поверхность, выполняют покрытие на поверхности детали в форме тела вращения путем наложения трех слоев минерального вещества, причем вещество, образующее третий слой, накладывается в виде порошка или шликера.
Третий слой делают путем наложения эмали, имеющей следующий весовой состав, %:
SiO2 - 40 - 60
CaO + MgO - Ниже 5
Li2O - Ниже 5
TiO2 - 5 - 15
NiO - Ниже 2
ZnO - Ниже 2
Al2O3 - Ниже 10
Na2O + K2O - 15 - 20
B2O3 - 5 - 15
CoO - Ниже 2
Sb2O3 - Ниже 2
Этот состав, который может быть тем же, что и состав второго слоя, или который может варьироваться относительно этого второго слоя, позволяет накрыть предыдущие слои, образуя покрывающую пленку.
Чтобы обеспечить функции закрывания выполняют третий слой с толщиной более 100 мкм.
Для получения хорошего плавления при отложении выполняют третий слой с толщиной 200 мкм.
Изготовление трубчатых деталей из чугуна, покрытых стеклом известно (см. , например, документ EP- 2 297 817 на имя фирмы-заявительницы).
Изготовление согласно изобретению металлической детали в форме тела вращения осуществляется по способу, включающему по меньшей мере следующие последовательные этапы: обработка магнием, внедрение (проникновение), операция центрифугирования указанного чугуна, операция, во время которой выполняют первый слой покрытия, такого, как описано выше.
Этот способ позволяет осуществить отложение покрытия во время изготовления металлической детали в форме тела вращения и воспользоваться тепловой энергией металла для осуществления плавления первого слоя.
Далее наносят второй слой покрытия согласно описанному выше способу на чугунную деталь, имеющую температуру 950 - 700oC. Можно второй слой покрытия наносить согласно описанному выше способу на чугунную деталь, имеющую температуру окружающей среды. И кроме того, можно второй слой покрытия наносить на деталь после выполнения первого слоя покрытия и операции центрифугирования. Однако второй слой покрытия можно наносить на деталь после выполнения первого слоя в течение операции центрифугирования. Рекомендуется после нанесения второго слоя покрытия осуществлять тепловую обработку ферритизацией детали при температуре ниже 800oC, причем тепловую обработку ферритизацией осуществляют согласно вышеописанному способу, и затем наносить третий слой покрытия. Целесообразно после операции центрифугирования детали, перед нанесением второго слоя покрытия осуществить тепловую графитизирующую обработку чугуна. Желательно после нанесения второго слоя покрытия осуществить операцию обжига детали при температуре 800 - 700oC и после обжига нанести третий слой покрытия согласно вышеописанному способу, а затем после нанесения третьего слоя покрытия в виде шликера осуществить обжиг при температуре 750 - 700oC.
Интегрирование этапов отложения покрытия с этапами производства металлической вращающейся детали позволяет уменьшить количество операций по изготовлению, а следовательно, сделать способ изготовления менее дорогостоящим.
Изобретение имеет также целью полную металлическую деталь в форме тела вращения, покрытую на внутренней части поверхности минеральными веществами, причем эта деталь изготовлена способом, соответствующим способу, описанному выше.
Эта деталь дает возможность транспортировать агрессивные жидкости так, чтобы характеристики этих жидкостей не изменялись или чтобы полая деталь в форме вращающегося тела не была разрушена.
Изобретение относится также к использованию детали, полученной способом, определенным выше, для транспортировки агрессивных жидкостей.
Настоящее изобретение представлено примером использования, применимым для элемента трубопровода для провода воды или ассенизации из ковкого чугуна, проиллюстрированным на прилагаемых чертежах, на которых:
- Фиг. 1 показывает в перспективе элемент трубопровода, полученного согласно способу изобретения;
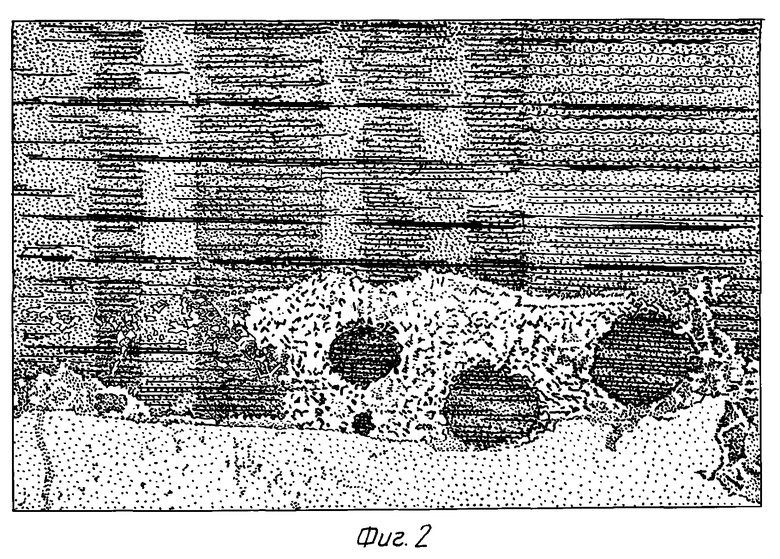
- Фиг. 2 - это микрография с увеличением в 100 раз эмалевого покрытия с общей зоной чугунного пограничного слоя элемента трубопровода, представленного на фиг. 1.
В этом примере изготовления элемента трубопровода 1, имеющего внутреннее покрытие 2, жидкий чугун подвергается обработке магнием, затем инокуляции (проникновению). Инокуляция чугуна осуществляется с помощью инокулянта, такого как ферро-кремний, вводимого в жидкий чугун в виде порошка или проволоки известным способом, например см. документ ГР-А-2 546 783 на имя фирмы-заявительницы.
Способ включает операцию центрифугирования чугуна.
Во время операции центрифугирования выполняют первый слой 4 покрытия 2 с толщиной 100 мкм путем наложения восстановленной эмали со следующим составом, %:
SiO2 - Баланс
CaO + MgO - 10
B2O3 - 5
CoO - 1
Fe2O3 - 2
Al2O3 - 5
Na2O + K2O - 22
F2 - 1
NiO - 1
Эта эмаль применяется в виде сухого порошка.
После операции центрифугирования элемент трубопровода обрабатывается графитом. Затем выполняют второй слой 5 покрытия 2 с толщиной 200 мкм путем наложения эмали в виде порошка, причем указанная эмаль имеет следующий весовой состав, %:
SiO2 - Баланс
CaO + MgO - 0,5
Li2O - 4
TiO2 - 6,5
NiO - 0,5
ZnO - 0,5
Al2O3 - 6
Na2O - 19
B2O3 - 11
CoO - 1,5
Sb2O3 - 1
Второй слой 5 покрытия 2 накладывается на элемент трубопровода 1 с температурой между 800oС и 700oC. Затем осуществляют ферритизацию элемента трубопровода 1 в диапазоне температур ниже 800oC, что обеспечивает обжиг второго слоя 5 покрытия 2. Затем выполняют третий слой 6 покрытия 2 толщиной 200 мкм путем наложения эмали в виде порошка с составом, подобным составу эмали второго слоя 5 покрытия 2, представленного выше. Этот порошок откладывается на элементе трубопровода 1 с температурой ниже 800oC.
После отложения третьего слоя 6 осуществляют глазурование третьего слоя, т. е. обжиг продолжительностью менее пяти минут с температурой, заключенной между 750oC и 700oC.
В первом варианте полученный чугун после центрифугирования является серым перлитным чугуном с шаровидными включениями графита. Способ отличается от способа, описанного ранее тем, что не производит графитизации элемента трубопровода 1.
В этих условиях есть возможность выполнить второй слой 5 покрытия 2 в течение или после операции центрифугирования путем отложения эмали в виде сухого порошка.
Элемент трубопровода подвергается затем обработке ферритизацией в диапазоне температур ниже 800oC и обжиг второго слоя 5 покрытия 2 происходит одновременно с ферритизацией элемента трубопровода 1.
Во втором варианте чугун, полученный после центрифугирования, является серым ферритным чугуном с шаровидными включениями графита. Способ отличается от способа первого варианта тем, что не производится ферритизация элемента трубопровода 1, и тем, что производят обжиг второго слоя 5 покрытия 2 с температурой, заключенной между 800o и 700oC, указанного элемента 1 после наложения второго слоя 5 покрытия 2.
В третьем варианте способ отличается от способа, описанного первоначально тем, что эмаль откладывается в виде теста (замазки), чтобы выполнить второй слой 5 покрытия 2 после графитизации, а затем, что элемент трубопровода 1 имеет температуру окружающей среды.
В четвертом варианте способ отличается от первого варианта тем, что эмаль откладывается в виде теста (замазки) после центрифугирования, а затем тем, что элемент трубопровода - с температурой окружающей среды.
В пятом варианте третий слой эмали откладывается в виде теста (замазки), затем тем, что элемент трубопровода 1 - с температурой окружающей среды.
Элемент трубопровода 1, который может быть получен способом согласно изобретению, включая пять вариантов, описанных выше, - труба из ковкого чугуна 3, имеющая на внутренней части своей поверхности покрытие 2 из эмали, состоящей из трех слоев 4, 5, 6. Эта труба имеет на одном окончании ровный, гладкий конец 8, а на другом окончании - раструб 7, который может принимать гладкий, ровный конец другой подобной трубы.
Микрография покрытия эмалью 2 на общей, срединной зоне пограничного слоя чугуна (фиг. 2) представляет пограничный слой, поверхность раздела между пограничным слоем 3 и покрытием 2, второй слой 5 покрытия 2 и третий слой 6 покрытия 2. Пограничный слой 3 - ферритный чугун с шаровидными включениями графита. На уровне поверхности раздела между пограничным слоем и покрытием корка окислов растворена. Первый слой 4 покрытия 2 был поглощен вторым слоем 5 покрытия 2. Поверхность раздела между покрытием и пограничным слоем чугуна 3 является когерентной и имеет немного пористости. Локализированная поверхностная реакция пограничного слоя ведет к образованию мест сцепления для покрытия 2.
Второй слой 5 имеет ограниченную пористость.
Третий слой 6 покрытия 2 не имеет нарушения сцепления со вторым слоем 5 покрытия 2. Он имеет очень слабую пористость, образует гладкую поверхность и осуществляет очень хорошее закрывание покрытия.
Способ согласно изобретению позволяет покрывать даже окисленные металлические детали, которые имеют клейкую корку окислов толщиной менее 20 мкм.
Благодаря интегрированию этапов изготовления покрытия эмали 2 с операциями производства трубы 1 изобретение дает выигрыш в производительности и тепловой энергии. Изобретение позволяет устранить один или несколько специальных этапов обжига эмали.
Варианты способа, в которых наложение эмали производится в виде теста (замазки), позволяет получить большую гибкость производства.
Полученные трубы позволяют выполнять трубопроводы для транспортировки агрессивных жидкостей, таких как кислотные растворы, растворы с большим содержанием растворенного CO2, абразивных жидкостей, промышленных отходов, сточных вод и шламов после осветления.
Изобретение относится к металлургии, конкретно к способу изготовления металлической детали, покрытой несколькими слоями минерального вещества. Сущность изобретения: способ включает последовательное наложение нескольких слоев минерального покрытия на базе двуокиси кремния и окиси натрия, причем элементы вещества минерального покрытия представлены в различных вариациях пропорций по слоям. Первый слой покрытия выполняют толщиной менее 200 мкм из эмали, а второй слой - толщиной более 100 мкм. При изготовлении металлической детали в виде тела вращения из жидкого чугуна осуществляют обработку его магнием, инокуляцию и центрифугирования чугуна, в течение которого выполняют первый слой покрытия. Использование изобретения обеспечивает эффективную защиту металлической детали в агрессивных жидкостях. 21 з.п.ф-лы, 2 ил.
SiO2 - 50 - 70
CaO + MgO - 5 - 20
B2O3 - Меньше 10
CoO - Меньше 2
Fe2O3 - Меньше 5
Al2O3 - Меньше 10
Na2O + K2O - 15 - 25
F2 - Меньше 2
NiO - Меньше 2
а второй слой покрытия выполняют толщиной больше 100 мкм.
SiO2 - 40 - 60
CaO + MgO - Ниже 5
Li2O - Ниже 5
TiO2 - 5 - 15
NiO - Ниже 2
ZnO - Ниже 2
Al2O3 - Ниже 10
Na2O + K2O - 15 - 20
B2O3 - 5 - 15
CoO - Ниже 2
Sb2O3 - Ниже 2
8. Способ по любому из пп.1 - 7, отличающийся тем, что второй слой выполняют толщиной 200 мкм.
SiO2 - 40 - 60
CaO + MgO - Ниже 5
Li2O - Ниже 5
TiO2 - 5 - 15
NiO - Ниже 2
ZnO - Ниже 2
Al2O3 - Ниже 10
Na2O + K2O - 15 - 20
B2O3 - 5 - 15
CoO - Ниже 2
Sb2O3 - Ниже 2
11. Способ по любому из пп.9 - 10, отличающийся тем, что третий слой покрытия выполняют толщиной больше 100 мкм.
| Способ разложения амальгамы щелочных металлов | 1955 |
|
SU106252A1 |
| СПОСОБ ПОКРЫТИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ КИСЛОТОУПОРНОЙ СТЕКЛОКРИСТАЛЛИЧЕСКОЙ ЭМАЛЬЮ | 0 |
|
SU184095A1 |
| В. Д. Афонин5 *;Г!. *2A'i'IIHl:0' 1^Научно-исследовательский институт санитарной telfH'jfj^RHECii/ifJ i;;;-:4j^OTEKA | 0 |
|
SU281998A1 |
| ГРАВИТАЦИОННАЯ ПЛОТИНА С РАСШИРЕННЫМИ ШВАМИ | 2011 |
|
RU2495190C2 |
| Останов к вязальной машине для предотвращения брака изделия | 1932 |
|
SU36558A1 |
| Устройство отрезания и оплавления кромки ткани к ткацкому станку | 1988 |
|
SU1567675A1 |
| Трехпозиционное реле | 1987 |
|
SU1413713A1 |
