Изобретение относится к табачной промышленности, в частности к оборудованию для подготовки табака к производству курительных изделий.
Известен формирователь топа табакорезального станка, содержащий пластинчатые транспортеры, расположенные клинообразно к мундштуку, при этом верхний пластинчатый транспортер имеет неподвижную ось вращения и тягу, соединяющую его с рычагом, на котором закреплена грузовая каретка [1]
К недостаткам данного формирователя следует отнести значительный абразивный износ пластин, образующих пластинчатые транспортеры, вследствие попадания табачной пыли в места их соединения. Для уменьшения износа пластин фирма-изготовитель рекомендует еженедельную разборку транспортеров, промывку и просушку пластин с последующей смазкой контактирующих поверхностей глицерином. Выполнение этих операций весьма трудоемко и требует остановки табакорезального станка на длительное время, что в значительной мере снижает производительность оборудования. При этом сложность формы пластин практически исключает возможность их изготовления на предприятии. Кроме того, при изменении высоты табачного топа, например, за счет неравномерной подачи табака на резание или колебаний температуры (влажности) сырья, происходит изменение величины зазора между ножами ротационной головки и верхней планкой мундштука, закрепленной на верхнем транспортере, что приводит к ухудшению условий резания табака и повышению его потерь при резании. Также следует отметить, что усилие прижима, необходимое при получении табачного топа заданной плотности, полностью воспринимается прижимным устройством формирователя, что повышает металлоемкость конструкций и снижает надежность работы механизма.
Известна также конструкция формирователя топа (прототип), состоящая из подающих барабанов, верхних подвижных прессующих валков и нижнего прессующего барабана. Причем рама, на которой закреплены верхние прессующие валки, тягой соединена с рычагом, на котором установлена каретка [1]
В качестве недостатков конструкции формирователя топа следует отметить то, что верхние и нижние прессующие валки, а также подающие барабаны имеют различные диаметры, что усложняет их изготовление, обслуживание и ремонт. При этом наличие нижнего прессующего барабана (валка) большого диаметра обусловило необходимость использования траверсы и нижней планки мундштука большой ширины, что вызывает повышенное сопротивление перемещению топа, образование табачной пыли и абразивный износ этих узлов формирователя. Кроме того, рычаг и тяга механизма прижима нагружены усилием, возникающим при уплотнении табака, что повышает металлоемкость конструкции и снижает надежность ее работы.
Целью предлагаемого изобретения является снижение металлоемкости формирователя топа табакорезального станка при повышении надежности его работы, а также обеспечение постоянной величины зазора между режущими кромками ножей ротационной головки и верхней планкой мундштука.
Цель достигается тем, что формирователь топа табакорезального станка, состоящий из станины, прессового канала, образованного подвижными и неподвижными прессующими роликами, мундштука, прижимного устройства, подающего транспортера, содержит подвижные прессующие ролики, смонтированные на шатуне, выполненном в виде неравноплечего рычага, шарнирно соединенного с коромыслом, ось качания которого закреплена на станине, причем между свободными концами длинного плеча шатуна и коромыслом установлено на шарнирах звено переменной длины, а к короткому плечу шатуна присоединена посредством шарнира расположенная под тупым углом к шатуну тяга, вторым концом закрепленная на оси, размещенной на станине и геометрически совпадающей с осью вращения ротационной режущей головки.
Для достижения технического результата, а именно для снижения металлоемкости формирователя топа табакорезального станка при повышении надежности его работы, а также для обеспечения постоянной величины зазора между режущими кромками ножей ротационной головки и верхней планкой мундштука предусмотрено следующее.
1. Шатун с размещенными на нем прессующими роликами выполнен в виде неравноплечего рычага, шарнирно соединенного с коромыслом, причем к концу длинного плеча шатуна присоединено звено переменной длины, а к концу короткого плеча расположенная под тупым углом к шатуну тяга, вторым концом закрепленная на станине.
При такой конструкции шатуна и способе его крепления существенно снижается нагрузка со стороны уплотняемого табака на звено переменной длины, которое обеспечивает необходимое усилие прессования для получения табачного топа заданной плотности. Снижение нагрузки на механизм прижима обусловлено тем, что равнодействующая усилий прессования, приложенная к короткому плечу шатуна и имеющая максимальную величину, в значительной мере компенсируется силой реакции тяги, расположенной под углом к шатуну, и равнодействующей усилий прессования, приложенной к длинному плечу рычага. Результаты расчета нагрузки на механизм прижима формирователя, полученные при рассмотрении уравнения равновесия моментов сил, приложенных к шатуну, относительно оси его крепления к коромыслу, показали, что при изменении высоты табачного топа в пределах 50 90 мм и значении усилия прессования 100 кН, нагрузка, приложенная к звену переменной длины (прижимному устройству), является растягивающей и составляет 0,13 0,07 от усилия прессования. Таким образом, использование данной конструкции позволяет значительно снизить металлоемкость формирователя топа табакорезального станка и повысить надежность его работы.
2. Ось крепления тяги шатуна установлена на станине таким образом, что она геометрическим совпадает с осью вращения ротационной режущей головки, и ось вращения коромысла, на котором смонтирован шатун, расположена на станине. Такое расположение осей крепления тяги и коромысла обеспечивает заданный зазор между верхней планкой мундштука, смонтированной на шатуне, и режущими кромками ножей ротационной головки за счет того, что при изменении высоты табачного топа верхняя планка мундштука будет перемещаться по дуге окружности, центр которой совпадает с осью вращения режущей головки. Сохранение установленного зазора (0,1 0,15 мм) улучшает условия резания табака, что приводит к снижению потерь табака при резании (снижается количество форматуры при внедрении ножа в табачный топ) и повышает качество табачного волокна.
Таким образом, совокупность существенных признаков, изложенных в формуле, позволяет достичь технический результат, а именно снизить металлоемкость формирователя топа при повышении надежности его работы, а также обеспечить постоянную величину зазора между режущими кромками ножей ротационной головки и верхней планкой мундштука.
Устройство и принцип действия формирователя топа табакорезального станка пояснен на чертеже.
Формирователь топа табакорезального станка (чертеж) имеет станину 1, на которой смонтированы подающий транспортер 2, неподвижные прессующие ролики 3 с нижней планкой мундштука 4 и закреплена ось тяги 5 таким образом, что она геометрически совпадает с осью вращения ротационной режущей головки. Тяга 5 шарнирно соединена с шатуном 6, на котором смонтированы верхняя планка мундштука 7 и подвижные прессующие ролики 8, при этом шатун 6 шарнирно установлен на коромысле 9, а между свободными концами шатуна 6 и коромысла 9 размещено звено переменной длины 10.
Формирователь топа табакорезального станка работает следующим образом. Листовой табак при помощи подающего транспортера 2 перемещается в прессовый канал, образованный неподвижными и подвижными роликами 3 и 8. При их вращении табак увлекается в сужающийся канал, в котором прессуется до заданной плотности и через мундштук подается на резание. При этом тяга 5 удерживает шатун 6 в таком положении, при котором сохраняется заданная величина зазора между режущими кромками ножей ротационной головки и верхней планкой мундштука 7. Величина зазора сохраняется также и при изменении высоты табачного топа, так как верхняя планка мундштука, смонтированная на шатуне, перемещается на дуге окружности, центр которой совпадает с осью вращения ротационной режущей головки. Для обеспечения заданной плотности табачного топа при неравномерной подаче табачных листьев на резание или при изменении технологических параметров процесса резания служит звено переменной длины 10, изменяя длину которого регулируют усилие уплотнения табака в прессовом канале, образованном неподвижными 3 и подвижными 8 прессующими роликами.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ ДЛЯ ФОРМИРОВАНИЯ ТАБАЧНОГО ТОПА ТАБАКОРЕЗАЛЬНОГО СТАНКА | 1999 |
|
RU2162651C1 |
| МЕХАНИЗМ ДЛЯ ФОРМИРОВАНИЯ ТОПА ТАБАКОРЕЗАЛЬНОГО СТАНКА | 1998 |
|
RU2143828C1 |
| ТАБАКОРЕЗАЛЬНАЯ МАШИНА С КОЛЬЦЕВЫМ МУНДШТУКОМ | 2000 |
|
RU2183937C2 |
| РОТАЦИОННАЯ НОЖЕВАЯ ГОЛОВКА ТАБАКОРЕЗАЛЬНОГО СТАНКА | 2001 |
|
RU2207037C2 |
| МАШИНА ДЛЯ РЕЗАНИЯ ТАБАКА | 1994 |
|
RU2065708C1 |
| МАШИНА ДЛЯ РЕЗАНИЯ ТАБАКА | 1993 |
|
RU2064769C1 |
| Устройство для формирования топа к табакорезальному станку | 1978 |
|
SU712074A1 |
| НАКОПИТЕЛЬ-ДОЗАТОР РЕЗАНОГО ТАБАКА | 1993 |
|
RU2044505C1 |
| Устройство для формирования пота к табакорезальному станку | 1976 |
|
SU618098A1 |
| УСТРОЙСТВО ДЛЯ ПРОПАРИВАНИЯ И УВЛАЖНЕНИЯ ТАБАЧНЫХ КИП | 1996 |
|
RU2099989C1 |
Использование: в табачной промышленности, в частности в оборудовании для подготовки табака к производству курительных изделий. Сущность изобретения: формирователь топа табакорезального станка включает станину, подвижные и неподвижные прессующие ролики, мундштук, прижимное устройство, подающий транспортер. Для снижения металлоемкости формирователя топа табакорезального станка при повышении надежности его работы и обеспечения постоянной величины зазора между режущими кромками ножей ротационной головки и верхней планкой мундштука подвижные прессующие ролики смонтированы на шатуне, выполненном в виде неравноплечего рычага, шарнирно соединенного с коромыслом, ось качения которого закреплена на станине, причем между свободными концами длинного плеча шатуна и коромысла установлено на шарнирах звено переменной длины, а к короткому плечу шатуна присоединена посредством шарнира расположенная под тупым углом к шатуну тяга, вторым концом закрепленная на оси, размещенной на станине и геометрически совпадающей с осью вращения ротационной режущей головки. 1 з.п. ф-лы, 1 ил.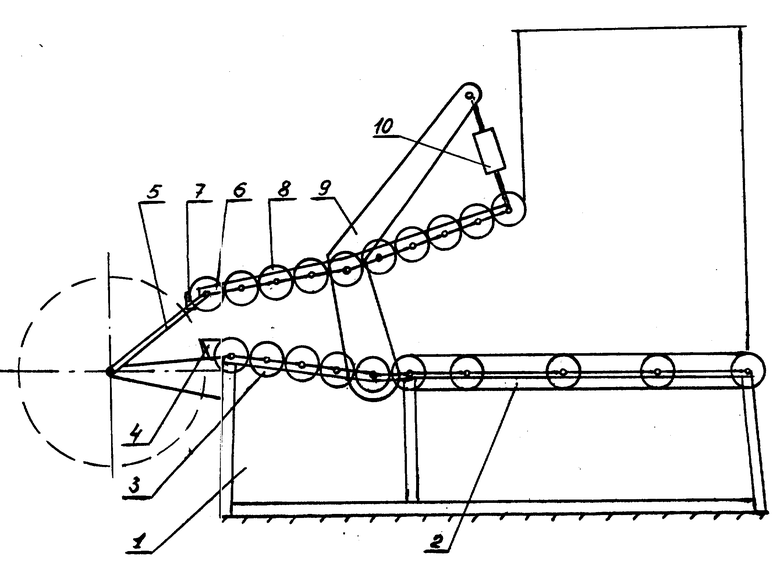
| Коган И.С., Пашков В.С., Трубников В.Ф | |||
| Технологическое оборудование табачной промышленности | |||
| - М.: Пищевая промышленность, 1972, с | |||
| Ветряный много клапанный двигатель | 1921 |
|
SU220A1 |
