Изобретение относится к обработке металлов давлением, а именно к оборудованию для изготовления труб, прутков, прессованием.
Известна линия для изготовления прутков в бухты, содержащая пресс, направляющее устройство и моталку.
Недостатком известной линии является невозможность регулирования усилий натяжения изделия при выходе его из пресса и усилия натяжения на барабане моталки, что приводит к нарушению геометрических параметров изделий по сечению, ухудшению качества поверхности. Кроме того, происходят часто обрывы изделия особенно при прессовании трубок диаметром 4-8 мм и толщиной стенок 0,5-1,5 мм.
Задачей изобретения является устранение указанных недостатков и расширение технических возможностей линии прессования изделий.
Это решается тем, что линия, содержащая пресс, направляющее устройство и моталку, дополнительно снабжена компенсационно-тормозным охлаждающим устройством, установленным между прессом и направляющим устройством, выполненным в виде двух колес с направляющими канавками, которые установлены в ванне с охлаждающей жидкостью и посредством валов соединены с механизмом торможения крутящего момента, причем валы колес расположены так, что прессуемое изделие при движении по направляющим канавкам колес образует петлю в виде восьмерки. Ванна снабжена патрубками для подвода и отвода охлаждающей жидкости, расположенными в верхней ее части. Приводные валы установлены в подшипниковых опорах, закрепленных на корпусе ванны.
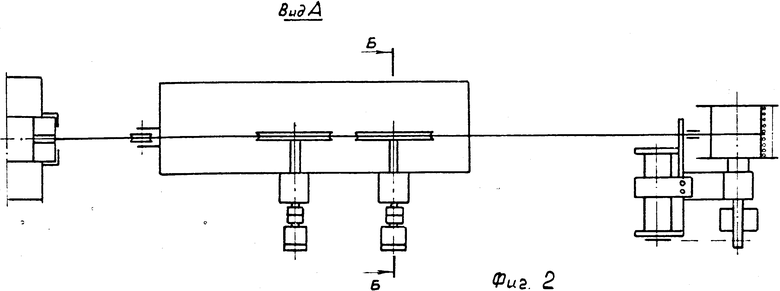
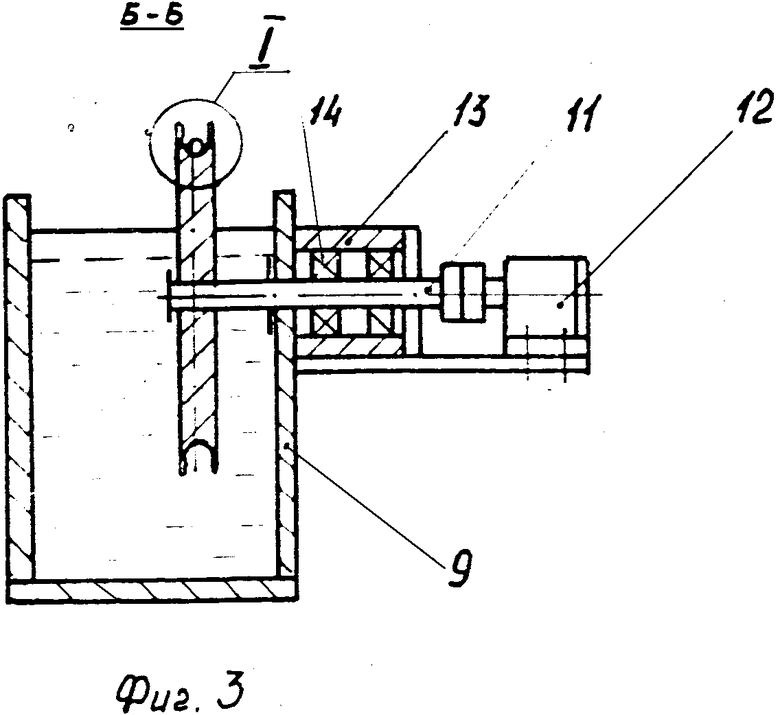
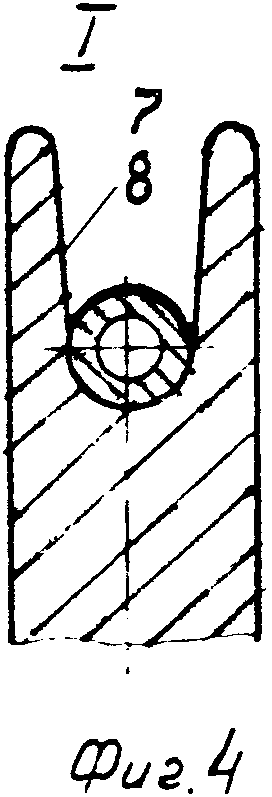
На фиг. 1 изображена предлагаемая линия; на фиг. 2 вид А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 2; фиг. 4 направляющая канавка (узел 1).
Линия для изготовления прессовых изделий состоит из пресса 1, направляющего устройства 2, компенсационно-тормозного охлаждающего устройства 3 и моталки 4. Компенсационно-тормозное устройство 3 выполнено в виде двух колес 5 и 6 с направляющими канавками 7 и 8. Колеса 5 и 6 установлены в ванне 9 с охлаждающей жидкостью и посредством валов 10 и 11 соединены с механизмами торможения 12 крутящего момента. Валы 10 и 11 колес 5 и 6 установлены в корпусах подшипников 13 и 14, закрепленных на ванне 9 таким образом, что прессуемое изделие 15 при движении по направляющим канавкам 7 и 8 образует петлю в виде восьмерки. Ванна 9 снабжена патрубками 16 и 17 для подвода и отвода охлаждающей жидкости, расположенными в верхней части ванны 9.
Линия работает следующим образом.
Из пресса 1 изделие 15 заправляют в направляющие канавки 7 и 8 колес 5 и 6. Изделие 15 имеет направление движения по канавкам в виде восьмерки. Далее через направляющее устройство 2 изделие 15 поступает на моталку 4. При намотке изделие 15 за счет сил трения приводит во вращение колеса 5 и 6 и через валы 10 и 11 механизмы торможения 12. При прессовании изделие 15 имеет температуру до 500oC, проходя через компенсационно-тормозное устройство 3, оно охлаждается до температуры около 40oC.
Температура в ванне регулируется путем подачи охлаждающей жидкости через патрубки 16 и 17. Для обеспечения качественной намотки холодного изделия 15 на барабан моталки 4 необходимо обеспечить усилие натяжения достаточно большое по сравнению с натяжением на выходе изделия 15 из пресса 1. Например, усилие натяжения моталки Pнмот=30 кг, то усилие Pнпресса=3 кг
где f1,2 коэффициенты трения между колесом (5 и 6) и изделием.
α1,2 углы охвата изделием колес (5 и 6).
Вращение колес 5 и 6 изделием 15 должно происходить без пробуксовки и проскальзывания, т.е. механизмы торможения 12 крутящего момента осуществляют компенсирование момента, создаваемого усилием натяжения Pнмот и обеспечивают возможность регулирования усилия натяжения прессования Pн в необходимых пределах.
Описывыаемая линия для изготовления прессованных изделий в бухтах позволяет получить качественные изделия как по геометрическим параметрам сочетания, так и по качеству поверхности, а также расширить технологические возможности и номенклатуру выпускаемых изделий. Линия проста по конструкции, удобна и надежна в эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕССОВАННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2086324C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2053033C1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ИЗДЕЛИЙ НА СТОЛЕ ПРЕССА | 2001 |
|
RU2236922C2 |
| УСТРОЙСТВО ДЛЯ РАЗМАТЫВАНИЯ ГИБКОГО ЭЛЕМЕНТА | 1998 |
|
RU2134171C1 |
| УСТРОЙСТВО ДЛЯ РАЗМОТКИ ИЛИ НАМОТКИ РУЛОНОВ МЕТАЛЛОИЗДЕЛИЙ | 2001 |
|
RU2228229C2 |
| СПОСОБ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ | 1996 |
|
RU2111811C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ЗАЖИМНЫХ ЭЛЕМЕНТОВ ДЛЯ ФИКСИРОВАНИЯ ПРОФИЛЕЙ В ТЯНУЩЕМ УСТРОЙСТВЕ | 1993 |
|
RU2074036C1 |
| ВАЛЬЦ-ПРЕСС | 2022 |
|
RU2797229C1 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1995 |
|
RU2092259C1 |
| ПРИЦЕПНОЙ ПРЕСС-ПОДБОРЩИК | 1999 |
|
RU2162282C1 |
Изобретение касается линии для изготовления прессованных изделий, включающей пресс, направляющее устройство и моталку. Линия дополнительно снабжена установленным между прессом и направляющим устройством компенсационно-тормозным охлаждающим устройством, выполненным в виде двух колес с направляющими канавками. Колеса установлены в ванне с охлаждающей жидкостью и посредством валов соединены с механизмами торможения крутящего момента, причем валы колес расположены так, что прессуемое изделие при движении по направляющим канавкам колес образуют петлю в виде восьмерки. Ванна снабжена патрубками для подвода и отвода охлаждающей жидкости, расположенными в верхней части ванны. Валы колес установлены в подшипниковых опорах, закрепленных на корпусе ванны. 2 з.п. ф-лы, 4 ил.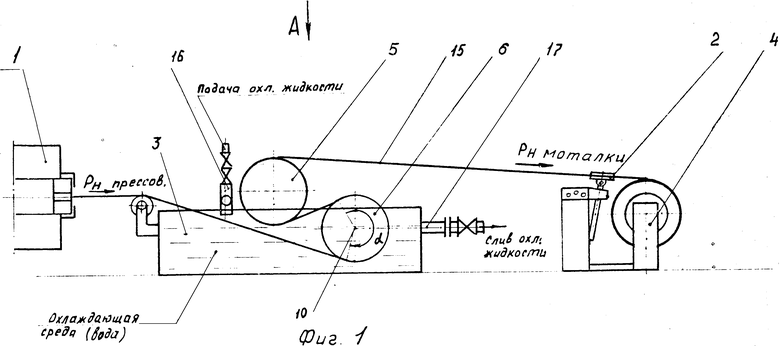
| Грабарник Л.М | |||
| и Нагащев А.А | |||
| Прессование цветных металлов и сплавов | |||
| - М.: Металлургия, 1983, с | |||
| Схема обмотки ротора для пуска в ход индукционного двигателя без помощи реостата, с применением принципа противосоединения обмоток при трогании двигателя с места | 1922 |
|
SU122A1 |
