Изобретение относится к обработке металлов давлением, а именно к процессам изготовления проволоки и профилей из длинномерных и непрерывных заготовок методом экструзии.
Известно устройство для непрерывного прессования металлов, в котором реализован способ регулирования температуры прессуемого металла и отвод тепла от прессовой зоны ручья, включающий подачу и регулирование расхода охлаждающей воды в зависимости от температуры прессуемого металла перед матрицей.
Недостаток известного способа заключается в отсутствии охлаждения поверхности ручья в внепрессовой зоне, режимы охлаждения которой имеют большое значение в процессе непрерывного прессования цветных металлов.
Отсутствие охлаждения в внепрессовой зоне приводит к перегреву налипшего металла на стенках ручья (в дальнейшем тексте - облоя), при высоких скоростях прессования. Вращаясь с колесом, перегретый облой вновь поступает в прессовую зону, захватывает заготовку, но не может создать на ее боковых поверхностях высокие активные силы трения для стабильного прохождения заготовки в зоне прессования. В результате перегрева облоя заготовка начинает интенсивно скользить в ручье. Процесс прессования теряет стабильность, а металл в области высокого скольжения нагревается еще выше, что ведет к дефектам на поверхностях пресс-изделия и быстрому износу ручья.
Как показали исследования термомеханических параметров процесса непрерывного прессования, для устойчивого прохождения заготовки в прессовой зоне и для предотвращения перегрева прессуемого металла перед матрицей необходимо регулировать и поддерживать не только температуру прессуемого металла перед матрицей, но и разность температур между выходящим и входящим в прессовую зону облоем.
Применение одной зоны с регулированием охлаждения, а именно прессовой зоны, как это сделано в прототипе, позволяет поддерживать устойчивое прохождение заготовки при невысоких частотах вращения колеса. Скорости прессования будут также невысокие. Фактическая частота вращения экструзионного колеса ограничена 20 об/мин при диаметре колеса 300 мм.
Стремление сделать процесс непрерывного прессования более производительным, путем увеличения частоты вращения колеса, приводит к большой величине скольжения заготовки на поверхности ручья. Результатом высокого скольжения являются: потеря стабильности процесса прессования, быстрый износ поверхности ручья и перегрев прессуемого металла.
Отсутствие охлаждения облоя в внепрессовой зоне при высокой скорости прессования не позволяет достичь необходимого температурного режима на поверхности ручья в связи с малым временем охлаждения облоя при его движении с высокой скоростью. Следовательно, для скоростного процесса непрерывного прессования необходимо высокоэффективное охлаждение поверхности ручья с облоем в внепрессовой зоне. При этом охлаждение прессовой и внепрессовой зоны должно быть разделено с целью обеспечения необходимой разности температур между выходящим и входящим в зону прессования облоем.
Настоящим изобретением решается задача стабилизации процесса непрерывного прессования, повышения качества готовых пресс-изделий и увеличение производительности машины.
Способ решения задачи заключается в том, что прессовую и внепрессовую зону охлаждают с разной интенсивностью, соответствующей условию: Tп ≤ 0,71н где Tп - температура поверхности ручья с налипшим на стенки металлом (облоем), входящим в прессовую зону, град;
Tн - температура поверхности ручья с налипшим на стенки металлом (облоем), выходящим из прессовой зоны, град.
В момент пуска машины непрерывного прессования на поверхности ручья экструзионного колеса происходит налипание прессуемого металла, например алюминия. Склонность цветного металла к схватыванию со стальной основой колеса способствует созданию на упоре вставки настолько высокого давления, что происходит формирование облоя на поверхности ручья путем срезания боковых поверхностей заготовки, находящейся в прессовой зоне о кромку упора вставки. Налипший облой подвержен циклическому изменению давления и температуры. Вращаясь с колесом, облой вновь поступает в прессовую зону, захватывает заготовку и создает на ее боковых поверхностях активные силы трения, растущие по мере вхождения заготовки в камеру. Активные силы трения разогревают слой прессуемого металла, примыкающий к дну ручья (облой). Перегрев поверхности ручья с облоем приводит к потере непрерывности выдавливания металла через матрицу, что объясняется снижением сопротивления пластической деформации в облое, находящимся между поверхностью ручья и заготовкой при высоких температурах.
Известно, что предельная частота вращения колеса в действующих машинах ограничена 35 об/мин. С увеличением скорости подачи заготовки к матрице путем увеличения частоты вращения колеса уменьшается рассеивание тепла за единицу времени. При этом температура металла у матрицы и облоя на поверхности ручья повышается. Чтобы не допустить перегрев металла, необходимо усилить охлаждение в прессовой и внепрессовой зоне ручья.
В прессовой зоне температура металла, находящегося перед матрицей, должна соответствовать нормам режима горячего прессования цветных металлов. Охлаждение металла в прессовой зоне возможно лишь теплопередачей через стенку, отделяющую охладитель и прессуемый металл, при наличии градиента температур по толщине стенки. Процесс теплопередачи в прессовой зоне является стационарным. Температура прессуемого металла перед матрицей при постоянных скоростях прессования не меняется во времени и должна находиться на достаточно высоком уровне для хорошего сочетания пластических и прочностных свойств.
Совсем иные требования необходимо предъявлять к охлаждению внепрессовой зоны. Если в прессовой зоне необходимо поддерживать достаточно высокую температуру прессуемого металла перед матрицей для снижения прочностных и повышения пластических свойств, то внепрессовой зоне необходима достаточно низкая температура поверхности ручья с облоем для повышения прочностных свойств с целью усиления активных сил трения между заготовкой и поверхностью ручья.
Путем исследований удалось установить, что температура облоя, входящего в прессовую зону, не должна превышать 0,7 от температуры облоя выходящего из прессовой зоны (входящего в внепрессовую зону). При нарушении этого условия процесс непрерывного прессования становится нестабильным, что проявляется в повышенном скольжении заготовки в ручье с остановкой заготовки при вращающемся колесе. Следует заметить, что при Tп = 0,7Tн процесс прессования наиболее стабилен.
Кроме того, внепрессовую зону ручья охлаждают с интенсивностью, соответствующей условию% Tп ≤ 0,4Ts, где Tп - температура поверхности ручья с налипшим на стенки металлом /облоем/ входящим в прессовую зону, град;
Ts - температура солидус для прессуемого металла, град.
При Tп > 0,4Ts наблюдается резкое снижение сопротивления пластической деформации металла облоя и активных сил трения между заготовкой и поверхностью ручья, что приводит к большой длине прессовой камеры, а следовательно, к лишним трудозатратам при ее изготовлении. Поэтому температура облоя, входящего в прессовую зону должна иметь дополнительное ограничение: Tп ≤ 0,4Ts.
Именно заявленный способ непрерывного прессования, регламентирующий температуру облоя, входящего в камеру, условием существования процесса вообще, выраженным неравенством Tп ≤ 0,7Tн, которое справедливо вне зависимости от длины прессовой камеры, и условием интенсификации активных сил трения, нашедшем свое отражение в неравенстве Tп ≤ 0,4Ts с целью оптимизации длины прессовой зоны, делает процесс устойчивым, повышает качество готовых пресс-изделий при высоких скоростях прессования, повышает производительность машины.
Пример. Возможность осуществления заявленного способа поясняется чертежом, на котором представлен разрез вдоль прессовой зоны.
Элементами чертежа являются: экструзионное колесо 1, имеющее каналы 2 для подачи охлаждающей воды, матрица 3 и упор 4, установленные на суппорте 5, воздушные форсунки 6 для интенсивного охлаждения поверхности ручья с облоем, заготовка 7, вставка 8 с водоохлаждаемыми каналами 9, образующая с поверхностью ручья на колесе прессовую зону 10 и внепрессовую зону 11 с налипшим облоем 12.
Способ реализуется следующим образом.
В процессе непрерывного прессования колесо 1, имея частоту вращения 40 об/мин и наружный диаметр 300 мм, втягивает круглую заготовку 7 в прессовую зону 10 до упора 4. Конец заготовки разогревается со стороны вращающегося колеса 1 и становится пластичным. С нарастанием температуры до 350...400oC и осевого давления до 600 МПа конец заготовки 7 распрессовывается на упоре 4 и начинается экструзия металла через рабочий канал матрицы 3. В прессовой зоне наблюдается адгезия металла заготовки к стальной основе колеса и формирование облоя 12 толщиной 1...2 мм на поверхности ручья путем срезания боковых поверхностей заготовки 7 о кромку упора 4.
Для предотвращения перегрева прессуемого металла и поверхности ручья с облоем 12 включают охлаждение прессовой зоны 10 ручья, находящейся в контакте с заготовкой 7, и внепрессовой зоны 11 ручья, находящейся в контакте с налипшим облоем 12. Прессовая зона охлаждается водой, подаваемой в каналы 2 экструзионного колеса 1 и в каналы 9 вставки 8, предотвращая перегрев прессуемого металла перед матрицей 3. Общий расход воды в процессе прессования подката диаметром 12 мм из алюминия марки А5Е составляет 25 л в мин. Для охлаждения облоя, проходящего в внепрессовой зоне, дополнительно к внутреннему водяному охлаждению колеса установлены форсунки 6, подающие воздушную струю со скоростью 180 м/с непосредственно на поверхность облоя. Коэффициент теплоотдачи при обдуве α = 400 Вт/м2К. Расход воздуха 9 м3/ч. Прессовали проволоку диаметром 2 мм.
Целесообразность использования вынужденного конвективного теплообмена для охлаждения поверхности ручья с облоем объясняется следующим. Внутреннее водяное охлаждение колеса не имеет прямого контакта с облоем, находящимся на поверхности ручья, поэтому в процессе охлаждения облоя через стальную стенку колеса наблюдается большая тепловая инерционность, не позволяющая быстро охладить облой, время прохождения которого в внепрессовой зоне составляет 1,3 с. Струя воздуха, имеющая прямой контакт с облоем на поверхности ручья, в сочетании с внутренним охлаждением колеса, создает высокоэффективный теплообмен. Результатом которого является снижение температуры облоя, входящего в прессовую зону, до 200...240oC, что соответствует условиям стабильности процесса непрерывного прессования.
Опытные испытания способа показали, что при температуре облоя, входящего в прессовую камеру Tп ≤ 0,7Tн, процесс прессования стабилен, а качество готовых пресс-изделий соответствует требованиям потребителей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2053033C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ МЕЛЮЩИХ ШАРОВ И ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ СТАЛЬНЫХ МЕЛЮЩИХ ШАРОВ | 2011 |
|
RU2465978C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ | 1996 |
|
RU2115498C1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ШИХТОВЫХ МАТЕРИАЛОВ ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2120351C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА С ИЗНОСОСТОЙКОЙ ВСТАВКОЙ | 2001 |
|
RU2187416C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БРОНЕБОЙНЫХ СЕРДЕЧНИКОВ | 1996 |
|
RU2094161C1 |
| СПОСОБ СОВМЕЩЕННОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2519078C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 1993 |
|
RU2042467C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОД-УГЛЕРОДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1999 |
|
RU2170220C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2218223C2 |
Изобретение может быть использовано для изготовления проволоки и других длинномерных и непрерывных профилей методом экструзии. Экструзионное колесо охлаждают в двух зонах. В зоне прессования и внепрессовой зоне охлаждают с разной интенсивностью. Регламентируют температуру налипшего металла на стенках ручья, входящего в прессовую зону. Условие существования процесса справедливо вне зависимости от длины прессовой зоны. Условие интенсификации активных сил трения соблюдают для оптимизации длины прессовой зоны при высоких скоростях прессования. 1 з.п.ф-лы., 1 ил.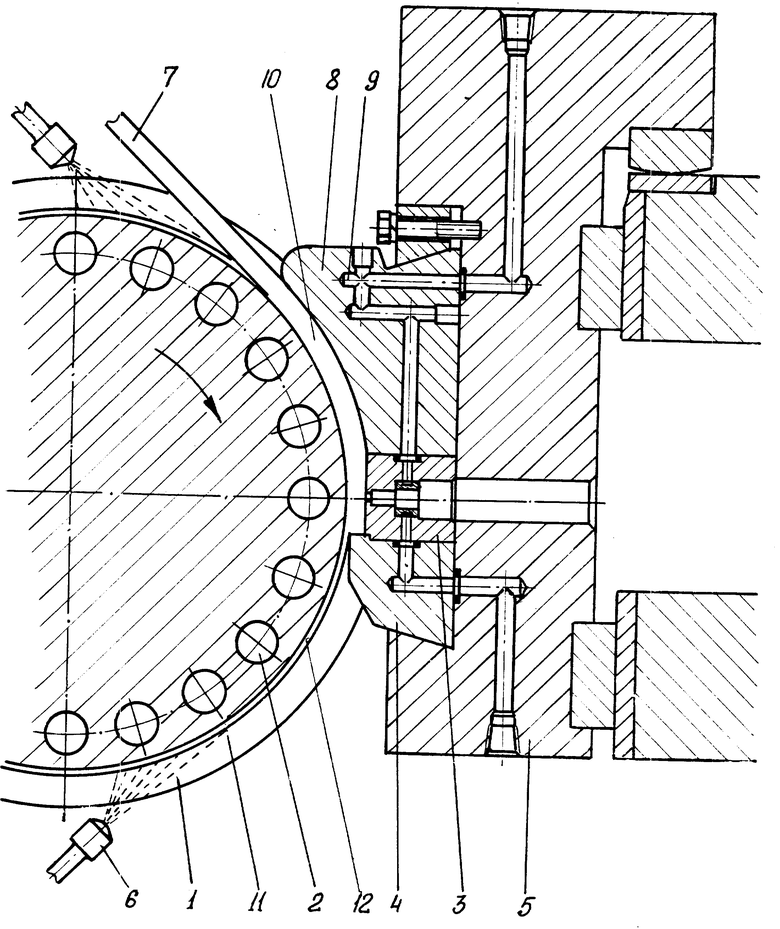
Tп ≤ 0,7н,
где Tп - температура поверхности ручья с налипшим на стенки металлом, входящим в прессовую зону, град.;
Nн - температура поверхности ручья с налипшим на стенки металлом, выходящим из прессовой зоны, град.
Tп ≤ 0,4 Ts,
где Tп - температура поверхности ручья с налипшим на стенки металлом, входящим в прессовую зону, град.;
Ts - температура солидус для прессуемого металла, град.
| SU, авторское свидетельство N 1632547, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
