Изобретение относится к металлургии, в частности к непрерывной разливке металлов.
Наиболее близким к изобретению по технической сущности является способ непрерывной разливки металлов, включающий подачу металла в кристаллизатор, охлаждение кристаллизатора водой, протекающей через продольные каналы в его рабочих стенках, а также вытягивание из кристаллизатора слитка с переменной скоростью. Течение воды в продольных каналах происходит в одном направлении сверху вниз и является прямоточным. Расход охлаждающей воды при прямоточной системе охлаждения кристаллизатора устанавливают по зависимости
где G расход воды на охлаждение кристаллизатора на 1 м его периметра, м3/ч;
Δt перепад температуры воды на входе и выходе в каналах кристаллизатора, oC;
L расстояние от мениска металла до выхода слитка из кристаллизатора, м;
V скорость вытягивания слитка, м/мин;
16750; 46400 и (-90) эмпирические коэффициенты (Непрерывное литье стали. Евтеев Д. П. Колыбалова И. Н. М. Металлургия, 1984, с. 93).
Недостатком известного способа является неудовлетворительное качество непрерывнолитных слитков.
Это объясняется тем, что в известном способе расход воды в кристаллизаторе не учитывает зазоры в краевых участках прямоугольного слитка, образующиеся вследствие усадки узких и широких его граней. В средней части широких граней под действием ферростатического давления грань слитка прогибается и вследствие этого в этом районе отсутствуют зазоры. В результате не обеспечивается равномерность теплоотводного по периметру слитка, что приводит к увеличению возникающих в оболочке слитка температурных градиентов и термических напряжений сверх допустимых пределов. В этих условиях в слитках возникают внутренние и наружные трещины, приводящие к браку непрерывнолитых слитков, а также к увеличению прорывов металла под кристаллизатором.
Кроме того, в практике используется многократное изменение направления потоков воды в каналах рабочих стенок кристаллизатора по их ширине (тепловая система охлаждения). Известный способ не учитывает этого приема эксплуатации кристаллизатора. В этих условиях происходит перерасход воды на охлаждение кристаллизатора без дальнейшего улучшения качества непрерывнолитых слитков.
Технический эффект при использовании изобретения заключается в улучшении качества непрерывнолитых слитков, повышении производительности процесса непрерывной разливки металлов, а также в уменьшении расхода воды на охлаждение кристаллизатора.
Технический эффект достигают тем, что способ непрерывной разливки металлов включает подачу металла в кристаллизатор, охлаждение кристаллизатора проточной водой, подавляемой в каналы его рабочих стенках, а также вытягивание из кристаллизатора прямоугольного слитка с переменной скоростью.
Расход воды на охлаждение кристаллизатора устанавливают по зависимости
где G расход воды на охлаждение кристаллизатора, м3/ч;
B ширина слитка, м;
H толщина слитка, м;
V скорость вытягивания слитка, м/мин;
L расстояние от мениска металла до нижнего торца кристаллизатора, м;
m (210 320) эмпирический коэффициент, учитывающий теплофизические закономерности усадки широких граней слитка, м/ч;
n (1,2 1,6) эмпирический коэффициент, учитывающий теплофизические закономерности усадки узких граней слиткам, м0,5 • мин-0,5;
K эмпирический коэффициент, учитывающий изменение направлений движения воды в продольных каналах по ширине стенок кристаллизатора, равный 1 при прямоточном течении воды в каналах и 2 при изменении направления движения воды в каналах кристаллизатора, безразмерный,
Улучшение качества непрерывнолитых слитков будет происходить вследствие учета оптимальной величиной расходов воды ширины слитка, его толщины, а также числа изменений направлений течения воды в продольных каналах. В этих условиях будет обеспечиваться равномерность теплоотвода по периметру слитка, что уменьшит возникающие в оболочке слитка температурные градиенты и термические напряжения ниже допустимых значений. В результате в слитках устраняются внутренние и наружные трещины, сокращаются прорывы металла под кристаллизатором.
Кроме того, в этих условиях уменьшаются зазоры, образующиеся в краевых участках слитка, а также происходит снижение расходов воды на охлаждение кристаллизатора при изменении направления ее течения в продольных каналах.
Диапазон значений эмпирического коэффициента m в пределах 210 320 объясняется теплофизическими закономерностями усадки широких граней слитка. При меньших значениях не будет обеспечиваться равномерность охлаждения широких граней слитка по их ширине. При больших значениях будет происходить перерасход воды без дальнейшего улучшения качества непрерывнолитных слитков.
Указанный диапазон устанавливают в обратной зависимости от ширины слитка.
Диапазон значений эмпирического коэффициента n в пределах 1,2 1,6 объясняется теплофизическими закономерностями усадки узких граней слитка. При больших значениях не будет обеспечиваться равномерность охлаждения узких граней слитка. При меньших значениях будет происходить перерасход воды без дальнейшего улучшения качества непрерывнолитых слитков.
Указанный диапазон устанавливают в прямой зависимости от толщины слитка.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основании этого делается вывод о соответствии предлагаемого технического решения критерию "изобретательский уровень".
Далее приводится вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
Способ непрерывной разливки металлов осуществляют следующим образом.
Пример. В процессе непрерывной разливки в кристаллизатор подают сталь марки ст3 и вытягивают из него слиток прямоугольного сечения с переменной скоростью. Широкие и узкие рабочие стенки кристаллизатора охлаждают проточной водой, протекающей по каналам, выполненными в медных рабочих стенках. Диаметр каналов составляет 20 мм, шаг 40 мм.
Расход воды на охлаждение кристаллизатора устанавливают по зависимости
где G расход воды на охлаждение кристаллизатора, м3/ч;
B ширина слитка, м;
H толщина слитка, м;
V скорость вытягивания слитка, м/мин;
L расстояние от мениска металла до нижнего торца кристаллизатора, м;
m (210 320) эмпирический коэффициент, учитывающий теплофизические закономерности усадки широких граней слитка, м/ч;
n (1,2 1,6) эмпирический коэффициент, учитывающий теплофизические закономерности усадки узких граней слитка, м0,5 • мин-0,5;
K эмпирический коэффициент, учитывающий изменение направлений движения воды в продольных каналах по ширине стенок кристаллизатора, равный 1 при прямоточном течении воды в каналах и 2 при изменении направления движения воды в каналах кристаллизатора, безразмерный.
При такой величине расхода воды на охлаждение кристаллизатора обеспечивается равномерность теплоотвода по периметру слитка, не происходит разогрев краевых участков его граней из-за усадки независимо от изменения скорости вытягивания слитка, длины кристаллизатора и изменения движения воды в каналах при петлевой системе охлаждения кристаллизатора. В общем случае число изменений направления движения воды в каналах может быть два и более раз.
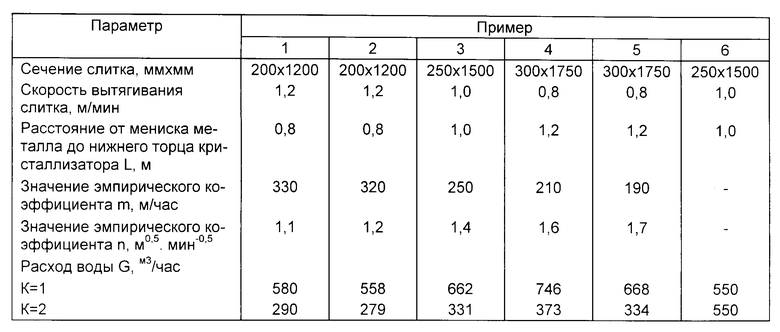
В таблице приведены примеры осуществления способа непрерывной разливки металлов с различными технологическими параметрами.
В первом примере вследствие большого значения коэффициента m и малого значения коэффициента n происходит перерасход воды без дальнейшего улучшения качества непрерывнолитых слитков.
В пятом примере вследствие малого значения коэффициента m и большого значения коэффициента n не обеспечивается равномерность теплоотвода от слитка по его периметру.
В шестом примере-прототипе вследствие недостаточного количества охлаждающей воды при прямоточном течении в каналах и большом расходе воды при многократном изменении направления ее движения в каналах не обеспечивается необходимая равномерность охлаждения слитка по его периметру, при этом происходит перерасход воды.
В оптимальных примерах 2 4 вследствие установления необходимого расхода воды на кристаллизатор с учетом ширины и толщины слитка, их усадки, а также изменения направления движения воды в каналах по ширине стенок обеспечивается равномерность теплоотвода по периметру слитка, в оболочке слитка не возникают температурные градиенты и термические напряжения, превышающие допустимые значения, а также сокращается расход охлаждающей воды.
Применение способа позволяет снизить брак непрерывнолитых слитков по внутренним и наружным трещинам на 7 8% сократить прорывы металла на 2 3% а также сократить расходы охлаждающей воды в 1,5 2,5 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1996 |
|
RU2104118C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1995 |
|
RU2085326C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2065338C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2002 |
|
RU2223162C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2100133C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2100134C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2065337C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1995 |
|
RU2085325C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2066586C1 |
Использование: металлургия, в частности непрерывная разливка металлов. Сущность изобретения: для улучшения качества непрерывно-литных слитков и уменьшения расхода воды на охлаждение кристаллизатора. Способ непрерывной разливки металлов включает подачу металла в кристаллизатор и охлаждение кристаллизатора проточной водой, при этом расход воды на охлаждение кристаллизатора устанавливают по зависимости  , где B - ширина слитка, м; H - толщина слитка, м; V - скорость вытягивания слитка, м/мин; L - расстояние от мениска металла до нижнего торца кристаллизатора м; m = (210 - 320) - эмпирический коэффициент, учитывающий теплофизические закономерности усадки широких граней слитка, м/ч; n = (1,2 - 1,6) - эмпирический коэффициент, учитывающий теплофизические закономерности усадки узких граней слитка, м0,5 • мин-0,5; K - эмпирический коэффициент. 1 табл.
, где B - ширина слитка, м; H - толщина слитка, м; V - скорость вытягивания слитка, м/мин; L - расстояние от мениска металла до нижнего торца кристаллизатора м; m = (210 - 320) - эмпирический коэффициент, учитывающий теплофизические закономерности усадки широких граней слитка, м/ч; n = (1,2 - 1,6) - эмпирический коэффициент, учитывающий теплофизические закономерности усадки узких граней слитка, м0,5 • мин-0,5; K - эмпирический коэффициент. 1 табл.
Способ непрерывной разливки металлов, включающий подачу металла в кристаллизатор, охлаждение кристаллизатора проточной водой, подаваемой в каналы в его рабочих стенках и вытягивание из кристаллизатора прямоугольного слитка с переменной скоростью, отличающийся тем, что расход воды на охлаждение кристаллизатора G устанавливают по зависимости
где В ширина слитка, м;
Н толщина слитка, м;
V скорость вытягивания слитка, м/мин;
L расстояние от мениска металла до нижнего торца кристаллизатора, м;
m (210 320) эмпирический коэффициент, учитывающий теплофизические закономерности усадки широких граней слитка, м/ч;
n (1,2 1,6) эмпирический коэффициент, учитывающий теплофизические закономерности усадки узких граней слитка, м0,5 • мин-0,5;
K эмпирический коэффициент, учитывающий изменение направлений движения воды в продольных каналах по ширине стенок кристаллизатора, равный 1 при прямоточном течении воды в каналах и равный 2 при изменении направления движения воды в каналах кристаллизатора, безразмерный.
| Евтеев Д.П., и др | |||
| Непрерывное литье стали | |||
| - М.: Металлургия, 1984, с | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |

