Изобретение относится к металлургии, конкретнее, к непрерывной разливке металлов.
Наиболее близким по технической сущности является кристаллизатор для непрерывной разливки металлов, включающий опорные плиты и прикрепленные к ним рабочие стенки с поперечными и продольными каналами одинакового диаметра, а также подводящие и отводящие патрубки. Через каналы подается охлаждающая вода.
Недостатком известного катализатора является неудовлетворительное качество непрерывнолитых слитков. Это объясняется неравномерным теплоотводом по ширине граней слитка. Сказанное происходит вследствие дискретного расположения продольных каналов по ширине стенок. В этих условиях тепловой поток становится неравномерным по величине на участках рабочей стенки, расположенных напротив каналов, и на участках рабочей стенки, расположенных между каналами. Уменьшение шага продольных каналов для выравнивая теплоотвода невозможно с точки зрения их изготовления и механической обработки в медных стенках. Кроме того, в этом случае нарушается необходимая прочность рабочей стенки в поперечном направлении. В результате неравномерного теплоотвода по ширине граней слитка в них возникают температурные градиенты и термические напряжения, превосходящие допустимые значения, что вызывает брак непрерывнолитых слитков по внутренним и наружным трещинам. При этом происходят прорывы металла под кристаллизатором.
Технический эффект при использовании изобретения заключается в улучшении качества непрерывнолитых слитков и повышении производительности процесса непрерывной разливки металлов.
Указанный технический эффект достигается тем, что кристаллизатор для непрерывной разливки металлов включает опорные плиты и прикрепленные к ним соответствующие стенки с поперечными и продольными каналами, а также подводящие и отводящие трубопроводы.
Продольные каналы по ширине стенок выполнены поочередно с различными диаметрами, при этом образующие всех продольных каналов со стороны рабочей полости кристаллизатора расположены в одной плоскости, а каждый канал с меньшим диаметром расположен симметрично относительно соседних каналов с большим диаметром. Соотношение значений меньшего и большего диаметров составляет 0,5 0,9, а шаг каналов с большим диаметром составляет 1,8 2,2 их диаметра.
Улучшение качества непрерывнолитых слитков будет происходить вследствие выравнивания теплоотвода по ширине граней слитка за счет выполнения в рабочих стенках дополнительных каналов с меньшим диаметром, расположенных между каналами с большим диаметром. Кроме того, в этих условиях увеличивается охлаждаемая площадь рабочих стенок, что приводит к общему увеличению теплоотвода от стенок. При этом не нарушается прочность медных рабочих стенок в поперечном направлении. Вследствие увеличения охлаждаемой площади рабочих стенок уменьшается расход воды на охлаждение кристаллизатора.
Диапазон значения отношения меньшего и большего диаметров продольных каналов в пределах 0,5 0,9 объясняется теплофизическими закономерностями теплотвода от граней слитка, а также техническими возможностями механической обработки каналов. При меньших значениях будет затруднено механическое выполнение дополнительных каналов с малым диаметром. При больших значениях величина перемычек между продольными каналами будет менее допустимых значений.
Указанный диапазон устанавливается в прямой зависимости от значения большого диаметра продольного канала.
Диапазон значений шага каналов с большим диаметром в пределах 1,8 2,2 от его диаметра объясняется теплофизическими закономерностями теплоотвода от граней слитка. При меньших значениях будет невозможным выполнение дополнительных каналов с меньшим диаметром. При больших значениях не будет обеспечиваться равномерность теплоотвода от граней слитка.
Указанный диапазон устанавливается в прямой зависимости от диаметра канала с большим диаметром.
В общем случае каналы с меньшим диаметром могут выполняться не по всей ширине рабочих стенок. Кроме того, величина малого диаметра дополнительных каналов может быть различна по ширине рабочих стенок. Также может быть различным по ширине стенок шаг каналов с большим диаметром.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого кристаллизатора с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
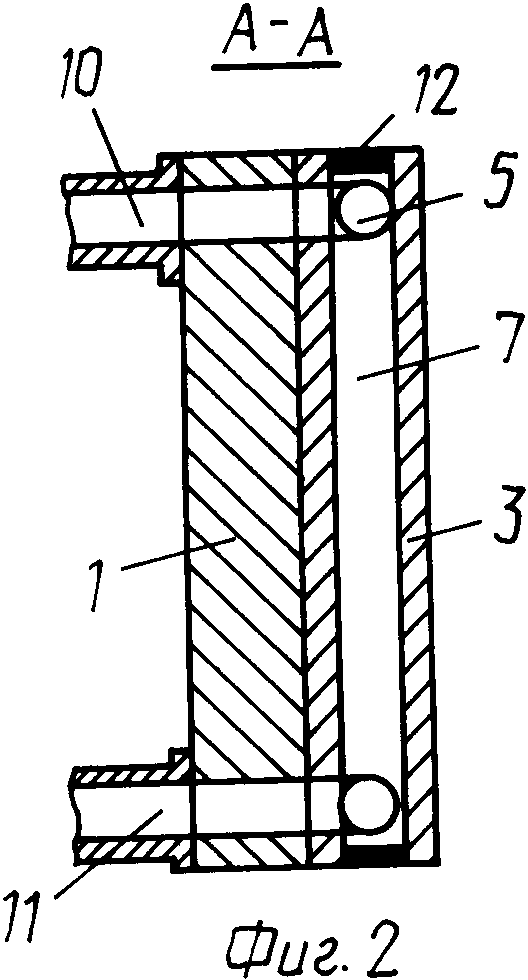
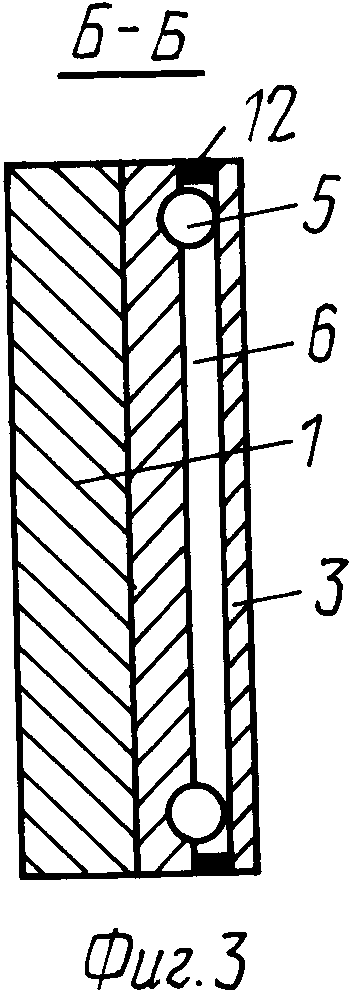
На фиг. 1 изображена схема кристаллизатора для непрерывной разливки металлов, поперечный разрез; на фиг. 2 разрез А-А на фиг. 1 на фиг. 3- разрез Б-Б на фиг. 1.
Кристаллизатор для непрерывной разливки металлов состоит из опорных 1 и 2 плит, рабочих стенок 3 и 4, поперечных 5 и продольных 6 и 7 каналов, стяжек 8 с гайками 9, трубопроводов 10 и 11, пробок 12, В-В плоскость расположения образующих продольных каналов.
Кристаллизатор для непрерывной разливки металлов работает следующим образом.
Пример. В процессе непрерывной разливки в кристаллизатор подается сталь марки ст 3 и вытягивается из него слиток сечением 250х1600 мм со скоростью 0,8 м/мин. Кристаллизатор состоит из стальных плит 1 и 2, к которым при помощи шпилек прикреплены соответственно медные рабочие стенки 3 и 4. Опорные плиты 1 прижимают широкие рабочие стенки 3 к продольным торцам узких рабочих стенок 4 при помощи стяжек 8 с гайками 9.
В рабочих стенках 3 и 4 выполнены поперечные 5 и продольные каналы 6 и 7. По трубопроводам 11 подается под давлением охлаждающая вода в поперечные каналы 5 и далее в продольные каналы 6 и 7 и вытекает по трубопроводу 11. Торцы каналов 6 и 7 закрыты съемными пробками 12.
Продольные каналы 6 и 7 выполнены поочередно с различными диаметрами. Образующие всех продольных каналов 6 и 7 со стороны рабочей плоскости кристаллизатора расположены в одной плоскости В-В, а каждый канал 6 с меньшим диаметром расположен симметрично относительно соседних каналов 7. Соотношение значений меньшего и большего диаметров составляет 0,5 0,9. Шаг каналов 7 с большим диаметром составляет 1,8 2,2 их диаметра. Толщина стенок 3 и 4 составляет 70 мм, расстояние плоскости В-В от рабочей поверхности стенок 3 и 4 составляет 30 мм.
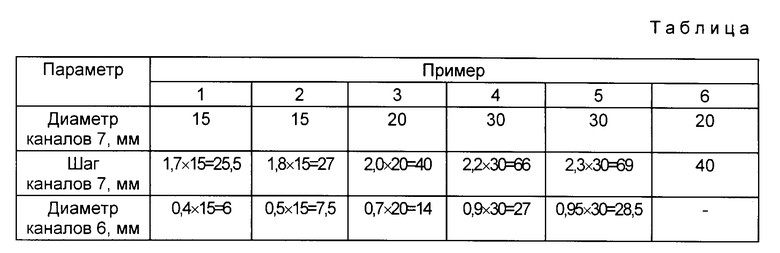
В таблице приведены примеры конструкции кристаллизатора с различными параметрами.
В первом примере вследствие малого шага каналов 7 и малого диаметра канала 6 не обеспечивается возможность механической обработки каналов 6.
В пятом примере вследствие большего диаметра каналов 6 величина перемычек между ними становится меньше допустимых значений.
В шестом примере, прототипе, вследствие отсутствия дополнительных каналов 6 не обеспечивается равномерность теплоотвода по периметру слитка. При этом расход воды на охлаждение кристаллизатора превышает необходимые значения.
В оптимальных примерах 2 4 вследствие выполнения каналов 6 и шага каналов 7 необходимых размеров увеличивается равномерность теплоотвода по периметру слитка, увеличивается интенсивность охлаждения рабочих стенок кристаллизатора при одновременном снижении расхода воды на его охлаждение.
Применение кристаллизатора позволяет снизить брак слитков по внутренним и наружным трещинам на 5 8% уменьшить количество прорывов металла на 1 3% а также сократить расход воды на охлаждение кристаллизатора на 10 15%
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2100133C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2113932C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2106928C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2100132C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1994 |
|
RU2030955C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2095189C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1995 |
|
RU2090302C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1995 |
|
RU2085326C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1996 |
|
RU2101130C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2110356C1 |
Использование: металлургия, конкретнее, непрерывная разливка металлов. Сущность изобретения: для улучшения качества непрерывнолитых слитков кристаллизатор выполнен с рабочими стенками, имеющими поперечные и продольные каналы и подводящие и отводящие воду трубопроводы. Продольные каналы по ширине стенок выполнены поочередно с различными диаметрами, образующие которых расположены в одной плоскости. Соотношение значения меньшего и большего диаметров составляет 0,5 - 0,9, а шаг каналов с большим диаметром составляет 1,8 - 2,2 их диаметра. 3 ил, 1 табл.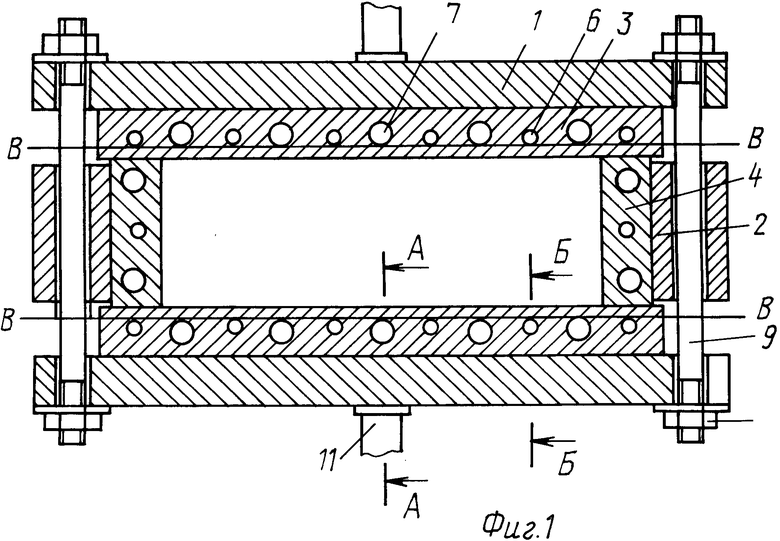
Кристаллизатор для непрерывной разливки металлов, содержащий опорный плиты, прикрепленные к ним соответствующие рабочие стенки с поперечными и продольными каналами и подводящие и отводящие воду трубопроводы, отличающийся тем, что продольные каналы по ширине стенок выполнены поочередно с различными диаметрами, образующие всех продольных каналов каждой рабочей стенки со стороны рабочей полости кристаллизатора расположены в одной плоскости, а каждый канал с меньшим диаметром расположен симметрично относительно соседних каналов с большим диаметром, при этом отношение меньшего к большему диаметру составляет 0,5 0,9, а шаг каналов с большим диаметром составляет 1,8 2,2 их диаметра.
| Евтеев Д.П., Колыбалов И.Н | |||
| Непрерывное литье стали | |||
| - М.: Металлургия, 1984, с.61, рис.53. |

