Изобретение относится к способу изготовления минеральной ваты и к устройству для образования волокон путем внутреннего центрифугирования.
Известен способ изготовления минеральной ваты и устройство для образования волокон путем внутреннего центрифугирования [1] В соответствии с известным способом изготовления минеральной ваты расплавленный минеральный материал подают в центрифугу, в наружной стенке которой выполнено множество отверстий, через которые происходит центрифугирование расплава минерального материала с образованием нитей, на которые воздействуют потоком газа для дополнительного утоньшения.
Известное устройство для образования волокон путем внутреннего центрифугирования содержит центрифугу, в наружной стенке которой выполнено множество отверстий, через которые происходит центрифугирование расплава минерального материала с образованием нитей, концентрическую кольцевую наружную горелку, расположенную концентрично по отношению к центрифуге, а также внутреннюю кольцевую горелку, используемую только в течение пусковой фазы волокнообразующего узла.
Достигаемым техническим результатом является создание процесса изготовления минерального волокна из материала с повышенной температурой ликвидуса и низкой вязкостью, например, с вязкостью ниже 5000 П при температуре ликвидуса, а главным образом ниже 3000 или даже 1000 П при температуре ликвидуса, в таких условиях, что может получиться минеральная вата, в значительной степени свободная от неволокнообразованных частиц.
Рассматриваемые расплавленные термопластичные материалы представляют собой базальтовые материалы, природный или модифицированный базальт либо побочные продукты производства чугуна и стали, в частности шлаки доменной печи (окалина).
В целом изобретение применимо для производства минеральной ваты, так называемой асбестовой ваты, которая имеет широкий диапазон использования, особенно в области термической и звуковой изоляции.
С одной стороны, эти материалы выбирают из-за их низкой стоимости, а с другой стороны, из-за свойств, которыми они обладают, особенно их высокой стойкости к воздействию высоких температур.
Однако их производство создает определенные проблемы. Эти проблемы возникают, главным образом, из условий, в которых могут работать указанные материалы.
Их высокие температуры плавления, сами по себе, создают трудности. Температура плавления это та температура, до которой сырьевой материал должен быть нагрет, чтобы гарантировать его плавление.
Кроме того, если касаться производства, то это та температура, выше которой должен удерживаться материал, с тем чтобы он не затвердевал перед превращением в волокно.
Другое характерное отличие этих материалов от стекла, главным образом, используемого при производстве стекловаты, заключается в том, что, как правило, они представляют собой весьма текучую среду при температурах, близких к их температурам ликвидуса.
Кроме того, вследствие требуемых весьма высоких температур, устройства, входящие в контакт с материалами, подлежащими волокнообразованию, подвергаются воздействию весьма интенсивной коррозии.
Даже в случае обычных стекол долговечность этих устройств представляет собой проблему. В случае материалов с высоким ликвидусом проблема становится более острой.
Указанный технический результат достигается тем, что в способе изготовления минеральной ваты, включающем подачу расплавленного минерального материала в центрифугу, в наружной стенке которой выполнено множество отверстий, через которые происходит центрифугирование расплава минерального материала с образованием нитей, которые дополнительно утоньшают путем воздействия потоком газа, образуемым концентрической кольцевой наружной горелкой, расположенной концентрично по отношению к центрифуге, текущим вдоль периферийной стенки центрифуги и нагревающим ее, минеральный материал имеет вязкость менее 5000 П при температуре ликвидуса выше 1200oC, а конфигурация потока газа такова, что большая часть нитеобразующих конусов, выходящих из отверстий центрифуги, достигает зоны, охлаждаемой до температуры, соответствующей вязкости более 100 П.
Кроме того, конфигурация потоков газа такова, что большая часть нитеобразующих конусов, выходящих из отверстий центрифуги, достигает зоны, охлаждаемой до температуры, соответствующей вязкости 250 300 или более 250 - 300 П. Длины нитеобразующих конусов, выходящих из отверстий центрифуги, регулируют путем изменения диаметра отверстий в стенке центрифуги и/или скорости вращения центрифуги.
Вязкость расплавленного минерального материала с внутренней стороны отверстий центрифуги более 100 П (преимущественно, более 350 П).
Концентрическая кольцевая наружная горелка снабжена воздуходувкой, создающей воздушный поток с температурой ниже 250oC, а работу воздуходувки регулируют путем изменения ее избыточного давления в диапазоне 0,5 4 бар (преимущественно, 1 2 бар).
Устройство для образования волокон путем внутреннего центрифугирования содержит центрифугу, в наружной стенке которой выполнено множество отверстий, через которые происходит центрифугирование расплава минерального материала с образованием нитей, концентрическую кольцевую наружную горелку, расположенную концентрично по отношению к центрифуге, а также расположенную концентрично по отношению к концентрической кольцевой наружной горелке кольцевую наружную воздуходувку.
Концентрическая кольцевая наружная горелка расположена на расстоянии 15-30 мм над верхней стороной наружной стенки центрифуги, причем она содержит внутреннюю стенку выпускного канала и наружную стенку выпускного канала, а диаметр внутренней стенки меньше диаметра верхней стороны наружной стенки центрифуги.
Кроме того, вертикальные стенки выпускного канала концентрической кольцевой наружной горелки соединены с наклонными стенками, определяющими расширяющийся выходной поток горячих газов.
Материалы, обрабатываемые согласно изобретению, имеют в основном сравнительно низкие вязкости даже при температурах, лишь слегка превышающих температуру ликвидуса.
Показано, что посредством изобретения представляется возможным создать минеральную вату из такого материала с повышенной температурой ликвидуса, в частности с ликвидусом выше 1200oC, посредством раскручивания расплавленного минерального материала на центрифуге с большим количеством отверстий малого диаметра в ее периферийной стенке.
При этом температура центрифуги в течение ведения операции удерживается ниже температуры, при которой материал может закупорить отверстия вследствие кристаллизации, а вокруг центрифуги создается газообразная окружающая среда, так что большая часть кончиков конусов, выходящих из отверстий центрифуги, длина которых может изменяться независимо друг от друга, пересекает изотерму газового потока, соответствующую вязкости порядка 100 П либо, предпочтительно, от 250 до 300 П, или достигает зоны, охлажденной до температуры, соответствующей вязкости более 100 П или, предпочтительно, от 250 до 300 П.
Для проведения волокнообразования материала необходимо, чтобы он не кристаллизовался внутри центрифуги и чтобы его вязкость обеспечивала возможность утоньшения с получением волокон.
Известно, что в случае вязкости, составляющей более 80000 П, вязкость становится фактически непреодолимым препятствием для утоньшения волокон, по крайней мере, в промышленных условиях, а в случае материалов, рассматриваемых в объеме изобретения, это значение порядка 80000 П не может быть использовано на практике, поскольку материал весьма резко переходит от значительно меньшей вязкости к ее неопределенному значению.
В таком случае верхний предел вязкости соответствует наименьшему значению температуры, при которой вязкость материала все еще изменяется в соответствии с так называемым уравнением Фогеля Фулчера Таммена:
где Т температура в oC, а А, В и С- постоянные, типичные для рассматриваемого материала, вычисляемые известным способом, исходя из трех пар измерений μ и Т для этого материала.
В большинстве случаев этот рассматриваемый предел фактически будет составлять порядка 3500 или даже 3000 П (то есть величина lgμ находится между 3,47 и 3,54, по этой причине температура, соответствующая lgμ 3,5, будет дана ниже).
С другой стороны, материал не должен быть сильно текучим в момент утоньшения с преобразованием в волокна. Ниже значения в 100 П (lgμ = 2) и иногда при экспериментах даже ниже 200 320 (350) П (oт lgμ = 2,3 дo lgμ = 2,5) расплавленный минеральный материал будет формировать капли, которые находятся внутри продукта в виде шариков.
При практическом осуществлении изобретения доля шариков, составляющая менее 10 мас. наблюдается при вязкостях порядка 100 П, а доля шариков, составляющая менее 5 мас. наблюдается при вязкостях, превышающих 320 350 П.
Следует отметить, что указанный предел 100 П относительно высок и характерен для изобретения. В случае внешнего центрифугирования материал обрабатывается при низких вязкостях, составляющих всего десятки пуаз, и (как упоминалось выше) с весьма большими количествами образуемых шариков.
Проблема возможного преобразования материала в капли и вытекающий из нее предел порядка 100 350 П касаются не только момента, когда материал проходит через отверстия центрифуги, но и всей продолжительности его утоньшения с преобразованием в волокна, которое происходит снаружи центрифуги.
Отсюда следует, что центрифуга не должна размещаться в местах с теплой окружающей средой во избежание чрезмерного понижения вязкости материала.
В данном случае можно рассмотреть четыре температурные зоны, через которые проходит материал:
температуру стенки центрифуги, которая имеет ту же величину, что и температура материала внутри отверстий;
температуру газов в зоне толщиной порядка нескольких миллиметров в непосредственной близости от дискообразной центрифуги, которая должна предусматриваться в виде пограничного слоя вокруг центрифуги;
температуру газов в зоне, идущей на несколько (от 5 до 10) миллиметров в радиальном направлении от свободных кончиков утоньшающихся конусов, которая должна конструироваться в качестве "зоны охлаждения";
температуру газа в промежуточной зоне между двумя предшествующими зонами, которая будет конструироваться, как "утоньшающая зона".
Согласно изобретению конфигурация газовых потоков, создаваемых вокруг центрифуги, такова, что в пределах утоньшающей зоны температура окружающей среды, а следовательно, и температура материала, соответствует по меньшей мере 100 П, а предпочтительно, по меньшей мере от 250 до 350 П.
Такой температурный профиль может, например, быть получен горячей кольцеобразной газовой струей или дутьем, которое охватывает перфорированную стенку центрифуги по всей ее периферии и в сочетании с содержащимся в ней материалом удерживает ее при температуре, достаточно высокой для того, чтобы избежать расстекловывания, и посредством охлаждающей струи, которая преграждает горячее дутье по всей его периферии и ограничивает действие горячего дутья до непосредственной температуры окружающей среды перфорированной периферийной стенки.
Горячее газовое дутье создается концентрической кольцевой горелкой волокнообразующего узла, а холодная струя выпускается воздуходувкой, расположенной концентрично упомянутой горелке, что будет описано ниже.
Ввиду неточного положения границ зоны утоньшения, как неизбежного следствия смешения дутья и струи с различными температурами, предпочтительно иметь возможность по отдельности влиять на длину утоньшаемых конусов независимо друг от друга, чтобы они (или по меньшей мере большинство из них) могли располагаться внутри упомянутой зоны утоньшения, которая определяется газовыми струями по всей их длине.
Согласно изобретению эти длины конусов регулируются посредством диаметров отверстий и/или скорости вращения центрифуги.
Газовая струя, испускаемая воздуходувкой, предпочтительно холодная струя, то есть ее температура близка к температуре окружающей среды или, например, не превышает 250oC.
При таких условиях воздуходувка способствует созданию холодной окружающей среды, все еще имеющейся на незначительном расстоянии вокруг центрифуги, т.е. все еще внутри зоны утоньшения волокон.
Такая схема обладает преимуществом, заключающимся в том, что она позволяет повысить отношение вязкостного сопротивления деформации к поверхностному натяжению при каплеобразовании.
Соотношение между этими силами представляет собой функцию безразмерной величины:
где m вязкость материала в момент его выхода из отверстия,
V скорость,
s поверхностное натяжение.
Путем увеличения произведения mv благодаря холодной воздуходувке, которая влияет на вязкость, а также на скорость посредством скорости выхода холодной струи, тенденция формирования капель и, как следствие, формирования шариков снижается.
Чтобы сохранить для центрифуги значение равновесного состояния, причем значение, достаточное для того, чтобы избежать расстекловывания, необходимо обеспечить ее равномерный нагрев, хотя расплавленный минеральный материал уже образует весьма значительный источник тепла. С этой целью предпочтительно в сочетании используются различные источники тепла.
Снаружи от центрифуги, в частности, находится упомянутая ранее кольцевая горелка (одна), предпочтительно, внутреннего сгорания, создающая кольцевой газовый поток повышенной температуры вблизи от верхней стороны периферийной стенки центрифуги.
Предпочтительно, чтобы поток горячего газа был направлен не только таким образом, чтобы он проходил вдоль периферийной стенки центрифуги, но и так, чтобы он охватывал часть соединительной полосы или "тюльпана", соединяющего периферийную стенку с фланцем, который используется для крепления центрифуги к ее опорному валу (в случае бездонной центрифуги), или с верхним усиливающим воротником (в случае центрифуги, приводимой через ее донную стенку), так что эти детали также нагреваются.
С этой целью могут быть использованы дополнительные горелки, пламя которых направляется у "тюльпана".
Другое решение заключается в расположении наружной горелки на большем расстоянии от верхней стороны периферийной стенки, так что газовый поток уже несколько расширяется перед приближением к центрифуге и достижением надлежащей части "тюльпана".
Однако здесь расстояние должно выдерживаться достаточно малым, чтобы могла быть сохранена хорошая точность ударного потока.
Согласно третьему варианту осуществления изобретения может быть использована кольцеобразная внешняя горелка, стенка внутреннего канала которой имеет меньший диаметр, чем наружный диаметр центрифуги.
В этом случае, например, может быть применена горелка с удлиненными наклонными запускными губами для определения границ огненной струи горячих газов.
Вновь на внешней стороне центрифуги предпочтительно устанавливается индукционный нагреватель с кольцевым магнитом для прохождения электрического тока с высокой и, предпочтительно, со средней частотой.
Как известно, кольцевой магнит может быть расположен непосредственно ниже центрифуги и концентрично по отношению к ней.
Сочетание этих двух нагревательных устройств, главным образом, способствует термическому балансу центрифуги, причем следует отметить, что эффективность этих нагревательных устройств тем лучше, чем ближе они располагаются к центрифуге, и что при этом внешняя горелка нагревает, главным образом, верхнюю часть центрифуги или устройства для раскручивания, в то время как кольцевой магнит, в свою очередь, нагревает главным образом донную часть центрифуги.
Поскольку было установлено, что весьма затруднительно нагреть верхнюю сторону периферийной стенки без нагрева всех иных находящихся поблизости металлических частей, которые охватываются горячим газовым потоком, описанная система двойного нагрева позволяет избежать технологических проблем.
Еще одно существенное различие между этими нагревательными устройствами состоит в их воздействии на температуру газа вблизи от центрифуги.
Индукционный нагреватель в этом отношении не оказывает практического влияния и поэтому не способствует нагреву окружающей среды, за исключением нагрева посредством излучения.
С другой стороны, кольцевая внешняя горелка в значительной степени неизбежно должна нагревать окружающую среду, хотя вторичный воздух, всасываемый за счет вращательного движения центрифуги, и высокая скорость кольцевого газового потока, в свою очередь, препятствуют выходу тепла в окружающую среду.
Для получения оптимального качества волокна, в частности, в аспекте механической стойкости нельзя считать преимуществом воздействие на волокна чрезмерно горячей окружающей среды непосредственно после выхода из центрифуги. В этих аспектах температура газа, выходящего из кольцевой внешней горелки, предпочтительно ограничивается.
Воздуходувка оказывает дополнительное отличительное воздействие на утоньшение волокон.
В случае идентичных рабочих условий внешней горелки повышенное давление воздуходувки позволяет повысить тонкость волокон.
С другой точки зрения воздуходувка позволяет уменьшить давление струи внешней горелки и тем самым сэкономить энергию при равной тонкости волокна.
Например, хорошие результаты достигаются при избыточном давлении воздуходувки между 0,5 и 4 бар (предпочтительно между 1 и 2 бар).
Даже с точки зрения такого усовершенствования внешние нагревательные устройства не могут в достаточной степени сохранить термическое равновесное состояние центрифуги.
Этот недостаток может быть устранен посредством дополнительных нагревательных устройств, расположенных внутри центрифуги.
Такой дополнительный подвод тепла предпочтительно достигается посредством расходящейся внутренней горелки, расположенной концентрично по отношению к опорному валу горелки, пламя которой направляется с внутренней стороны периферийной стенки.
Предпочтительно, чтобы соотношение топливо воздух регулировалось таким образом, чтобы корень пламени располагался в непосредственной близости от внутренней стенки.
Определенное количество выступов, служащих в качестве средств задержки пламени, обеспечивается у внутренней стенки "тюльпана".
Расходящаяся внутренняя горелка предпочтительно способствует подводу тепла от 3 до 15% при продолжении непрерывной операции, поскольку оно не отводится от расплавленного минерального материала.
Это действие имеет малое значение, однако такой подвод тепла осуществляется с чрезвычайно высокой точностью и точным расположением в заданном месте, поэтому он чрезвычайно эффективен.
Расходящаяся внутренняя горелка, используемая в течение волокнообразования, дополняет собой центральную внутреннюю горелку, известную в этой отрасли, однако она применяется исключительно в течение пусковой фазы и в принципе предназначена для нагрева донной стенки центрифуги или распределительных средств, служащих в качестве донной стенки и обычно называемых чашкой или центральной зоной центрифуги.
Центральная внутренняя горелка предварительно нагревает чашку или донную стенку, перед тем как происходит подача расплавленного минерального материала.
Согласно изобретению центральная горелка предпочтительно представляет собой кольцеобразную горелку со сходящимся пламенем, располагаемую между опорным валом центрифуги и расходящейся центральной внутренней горелкой.
Понятно, что в течение пусковой фазы также используются внешние нагревательные устройства. При необходимости в качестве дополнительных нагревателей могут использоваться даже трубки для подвода пламени или подобные им устройства.
Безусловно, расходящаяся внутренняя горелка также используется в течение критичной пусковой фазы, при этом подвод тепла расплавленного минерального материала все еще полезен.
Материалы, которые могут использоваться согласно изобретению, в частности, представляют собой природные базальты, но также используются композиции, подобные тем, которые получаются либо добавлением составных частей к базальту с целью влияния на его определенные свойства, либо сочетанием материалов, обеспечивая таким образом возможность воспроизведения главных характеристик базальтов, особенно их поведения при изменении температуры, а главным образом, того, чтобы плавление достигалось при температурах в целом не ниже 1200oC.
Это также минеральные композиции, например шлаки доменного производства или все те композиции, которые используются для производства так называемой асбестовой ваты.
Рассматриваемые материалы также включают в себя композиции, квалифицируемые термином "стекловидный". Последние называются "тяжелыми стеклами", с тем чтобы указать на трудности, создаваемые их температурой плавления.
На фиг. 1 представлен схематический вид, позволяющий сравнить известную центрифугу (продольное сечение 1, а) с центрифугой согласно изобретению (продольное сечение 1,б); на фиг. 2 представлен схематический вид изотерм, показывающий действие воздуходувки согласно изобретению; на фиг. 3 - схематический вид изотерм, показывающий действие кольцевой внешней горелки; на фиг. 4 схематический вид изотерм и конусов волокнообразозания, показывающий процесс образования волокон.
Изобретение представлено на фиг. 1а и б, которые показывают волокнообразующие узлы согласно известному уровню техники и изобретению.
Волокнообразующий узел разработан на основе известного устройства, ранее используемого для производства стекловаты посредством внутреннего центрифугирования.
Это обычное устройство, упрощенно показанное на фиг. 1,а, главным образом состоит из центрифуги 1, периферийная стенка 2 которой имеет большое количество выходных отверстий.
Периферийная стенка 2 подсоединена к фланцу 3 посредством соединительной полосы 4, называемой "тюльпаном" из-за ее формы. Как показано на чертежах, периферийная стенка 2, тюльпан 4 и фланец 3 образованы в виде единого целого.
Фланец 3 установлен на опорном валу 5, который в представленном варианте осуществления конструкции выполнен полым, а через эту полость подается расплавленный минеральный материал.
Опорный вал 5 или даже фланец 3, кроме того, удерживает концентрическое распределительное средство 6, обычно упоминаемое как "чашка" или "корзина".
Распределительная чашка с периферийной стенкой, которая имеет относительно небольшое количество отверстий сравнительно большого диаметра, служит в качестве донной стенки центрифуги и распределяет поток расплавленного минерального материала на большое количество потоков, которые распределяются по внутренней окружности периферийной стенки 2.
Центрифуга 1 окружена иными нагревательными устройствами: кольцеобразным магнитом 7, который нагревает донную часть центрифуги 1 прежде всего для того, чтобы компенсировать охлаждение при контакте с окружающим воздухом, который сильно охлаждается значительным количеством воздуха, всасываемого вращением центрифуги 1, и водяным охлаждением концентрической кольцевой наружной горелки 8.
Концы стенок 9 и 10 канала наружной горелки 8 располагаются на незначительном расстоянии h от центрифуги 1, например, порядка 5 мм, как показано в верхней левой стороне на фиг.1,а.
Кольцевая наружная горелка 8 создает высокую температуру и высокоскоростной газовый поток, фактически направленный в вертикальном направлении и таким образом проходящий вдоль периферийной стенки 2.
Газовый поток, с одной стороны, служит для нагревания или удерживания температуры периферийной стенки 2, с другой стороны, способствует утоньшению нитей раскручиваемого расплавленного материала и превращению их в волокно.
Наружная горелка 8 предпочтительно окружена кольцом 11 воздуходувки для холодного воздуха, основное назначение которого заключается в ограничении радиального расширения горячего газового потока, и тем самым в удержании образованных волокон от контакта с кольцевым магнитом 7.
Эти внешние нагреватели центрифуги 1 с ее внутренней стороны дополняются внутренней кольцевой горелкой 12, которая расположена изнутри опорного вала 5 и используется лишь в течение пусковой фазы волокнообразующего узла для предварительного нагрева чашки 6.
Как показано на фиг.1,б, устройство согласно изобретению состоит из тех же самых компонентов, поэтому ниже будут обсуждены только его отличия.
Наиболее важное отличие касается положения концентрической кольцевой наружной горелки, обозначенной позицией 13, со стенками 14 и 15 канала, концы которых располагаются на расстоянии d' над периферийной стенкой 19 центрифуги 1, которое более четко показано в верхней правой стороне фиг.1,б.
Например, расстояние h' в диапазоне от 15 до 30 мм, а предпочтительно, в диапазоне от 20 до 25 мм более приемлемо, поскольку такое расстояние все еще обеспечивает высокую точность газового потока.
Кроме того, диаметр внутренней стенки 14 канала меньше диаметра верхней стороны периферийной стенки 19.
Для того, чтобы направить газовый поток на выделение тепла, наружная горелка 13 ограничивается двумя наклонными поверхностями 16 и 17, направленными друг к другу под прямым углом.
Для того, чтобы решить проблемы радиального расширения горячих газов от наружной горелки 13, длина наружной наклонной поверхности 17 составляет лишь половину противоположной части 16 и заканчивается в фактически вертикальной стенке 18.
Стенки 16 и 18 заканчиваются на высоте, близкой к высоте стенок эмиссионного канала обычной внешней горелки.
При такой схеме наружной горелки 13 нагревается не только периферийная стенка 19 центрифуги 1', но также и "тюльпан", обозначенный теперь позицией 20.
Однако газовый поток не должен подниматься вдоль "тюльпана" и нагревать опорный вал. Чтобы этого избежать, могут быть выполнены кольцевые выступы 21 или эквивалентные им средства, служащие в качестве уплотняющего элемента, например, в качестве поворотного уплотнения и располагаемые, например, на половине высоты "тюльпана", определяя при таком положении длину "тюльпана" 20, нагреваемую кольцеобразным газовым потоком.
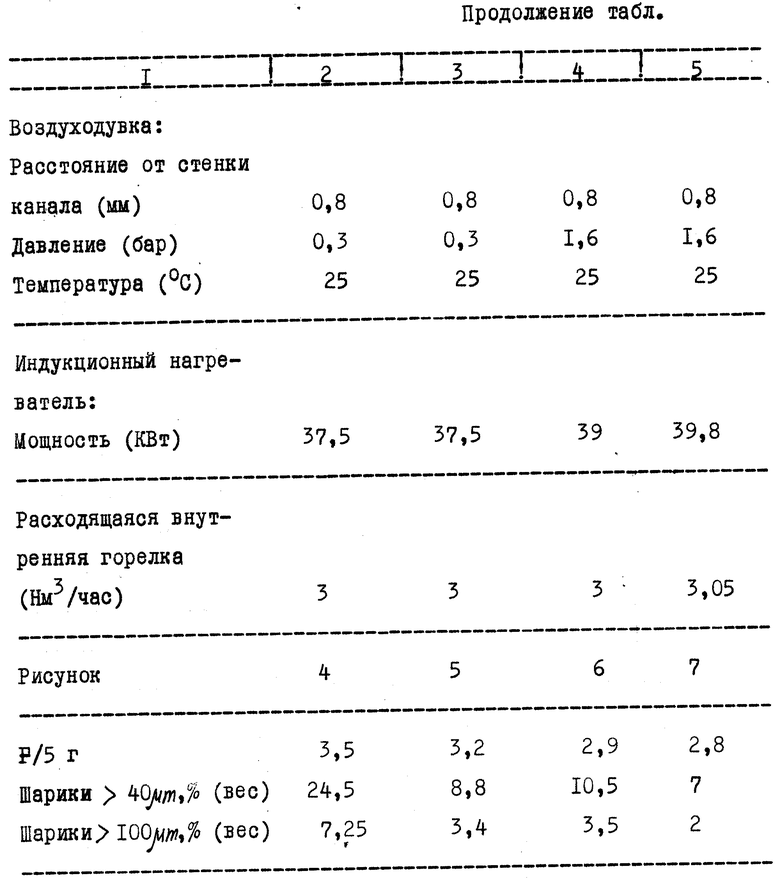
Кроме того, к наружной горелке 13 добавляется воздуходувка 24. Расстояние d' (измеренное путем сравнения с центральной осью эмиссии внешней горелки и воздуходувки, показанной на подробном рисунке) весьма мало и составляет, например, от 10 до 15 мм.
Назначение этой воздуходувки более подробно показано на фиг. 2. На этом рисунке в упрощенном виде фактически показаны наружная стенка 19, наружная горелка 13, модифицированная согласно изобретению, и воздуходувка 24.
Изотерма для 1300oC и для трех значений повышенного давления воздуходувки (0,3 1 и 1,6 бар) при одном и том же динамическом давлении горелки в 350 мм H2O построена для близости к периферийной стенке.
Повышение давления воздуходувки приводит к перемещению изотермы ближе к стенке 19 центрифуги.
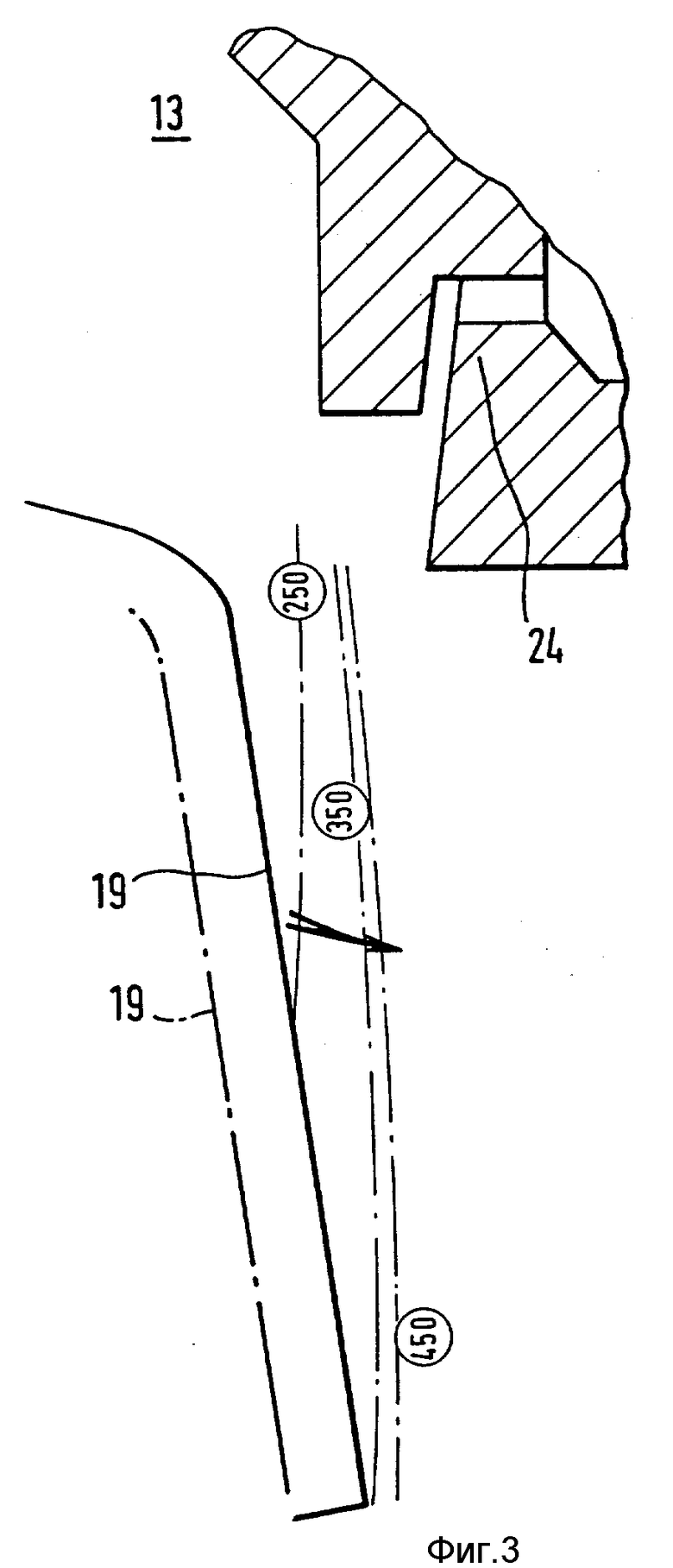
С другой стороны, повышение давления горелки вызывает весьма четкий сдвиг всех изотерм периферийной стенки центрифуги, что показано на фиг.3, где давление горелки изменено с 250, 350 до 450 мм H2O при избыточном давлении воздуходувки порядка 0,3 бар.
Кроме того, на фиг.2 и 3 можно видеть, что воздуходувка испускает струи, которые не вертикальны, а слегка наклонены по направлению к донной части центрифуги.
Основное следствие этого состоит в том, что влияние кольцевой внешней горелки концентрируется на верхней стороне периферийной стенки, в то время как охлаждающее воздействие на нижней стороне стенки невысоко.
Однако это охлаждающее воздействие легко может быть компенсировано нагреванием кольцевым магнитом.
Помимо ограничения газов, испускаемых кольцевой внешней горелкой, воздуходувка оказывает направленное действие на утоньшение нитей, выдаваемых центрифугой.
Тонкость волокон может быть сохранена путем снижения давления дутья горячих газов и посредством компенсации такого снижения за счет повышенного давления холодных газов воздуходувки.
Что касается содержания шариков, то можно наблюдать значительное уменьшение их количества, когда давление воздуходувки повышается.
Другое сравнение фиг.1,а и б показывает еще одно существенное различие, заключающееся в том, что установлена вторая внутренняя горелка 25, которая располагается концентрично вокруг центральной внутренней кольцевой горелки, обозначенной позицией 26, и, как обычно, служит для нагрева чашки, обозначенной позицией 27.
Внутренняя горелка 25 представляет собой кольцеобразную горелку с расходящимся пламенем, которое направлено к внутренним поверхностям периферийной стенки 19 и "тюльпана" 20.
Схема расположения пламени оптимизируется выступами 27 на внутренней стороне "тюльпана" 20, которые служат в качестве средств задержки пламени.
С другой стороны, чашка 27 имеет относительно толстую донную стенку 28, которая, например, образована из керамической пластины или теплостойкого бетона, чтобы избежать быстрой эрозии от воздействия расплавленного минерального материала.
Кроме того, эта толстая донная стенка служит в качестве теплоизоляции и тем самым препятствует охлаждению своей внутренней стороны посредством потока газа или воздуха, создаваемого с нижней стороны центрифуги при ее вращении.
Были проведены эксперименты с материалами, предназначенными для волокнообразования и содержащими следующую композицию, мас.
SiO2 51,51
Fе2О3 10,1
А12O3 18,01
МnO 0,19
Ca0 8,9
Mg0 6,4
Na2O 3,5
K2O 0,61
TiO2 0,66
Р2O5 0,12
Поведение этой композиции соответствует нижеуказанному закону Фогеля - Фулчера Таммена:
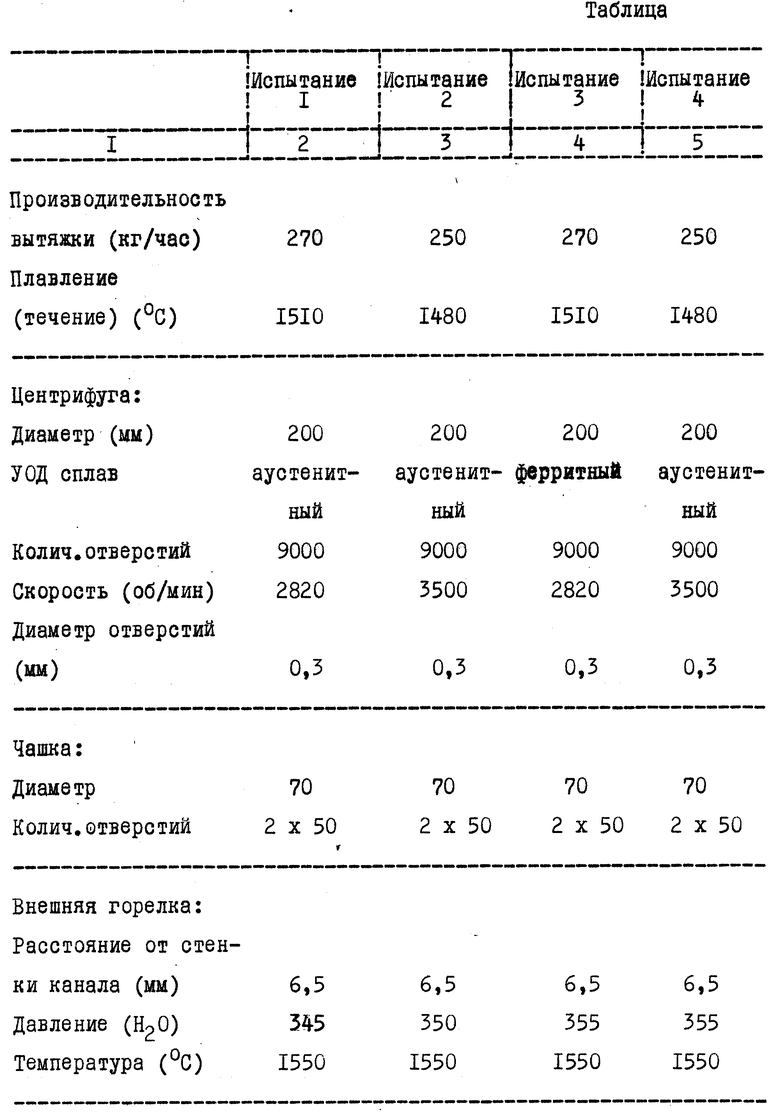
Характеристики устройства и условия работы сведены в таблицу.
Следует иметь в виду, что измеренные величины соответствуют величинам в состоянии равновесия, измеренным после по меньшей мере 15 мин подачи материала, с центрифугой и чашкой, предварительно нагретыми посредством всех имеющихся в наличии нагревательных устройств (за исключением расходящейся внутренней горелки при первом испытании).
Центрифуга, использовавшаяся для этих испытаний, изготавливалась из УОД сплава аустенитного типа на основе никеля с содержанием хрома 30% температурой плавления 1380oC, прочностью на разрыв порядка 130 МПа при 1150oC, сопротивлением ползучести 70 или 55 МПа после 1000 ч при температуре соответственно 1150 и 1250oC и пластичностью порядка 5% при 1250oC.
В таблице избыточное давление внешней горелки 13 дано в мм H2О. Скорости потока в горелке (устанавливаемые для внутренней горелки) даны в стандартных м3/ч.
Что касается качества производимых волокон, то величина F/5 г соответствует Micronaire (это стандартный способ характеристики тонкости волокон).
Например, легкие изоляционные продукты из стекловаты, для которых основным критерием является термостойкость (рулонные изделия с плотностью менее 40 кг/м3), часто основаны на волокнах с Micronaire, равным 3, в то время как более тяжелые продукты, для которых желательна значительная механическая прочность, основана на волокнах с Micronaire, равным 4.
Наилучшие результаты были достигнуты при температурах центрифуги, примерно составляющих 1260 1270oC (для этой композиции вязкость находится между 350 и 1000 П при температуре между 1300 и 1216oC), следовательно, этот температурный диапазон весьма удовлетворителен для проведения волокнообразования.
Также можно было установить, что наилучшие результаты достигаются посредством уравновешивания различных источников подвода тепла, в частности, посредством ведения процесса при относительно высокой скорости потока газа для внутренней горелки (но во всяком случае едва ли составляющего десятую часть скорости потока для внешней горелки), с мощностью, подаваемой к кольцевому магниту, которая тоже была значительной, и при довольно высоком давлении воздуходувки.
Для того, чтобы лучше понять явление образования шариков, независимо друг от друга были проведены изменения температуры стекла и избыточного давления воздуходувки, при этом были вычерчены изотермы потоков газа и конусы каждой конфигурации волокнообразования для определенного количества типичных рядов отверстий.
В данной ниже таблице приведены условия проведения эксперимента и характеристики полученных волокон.
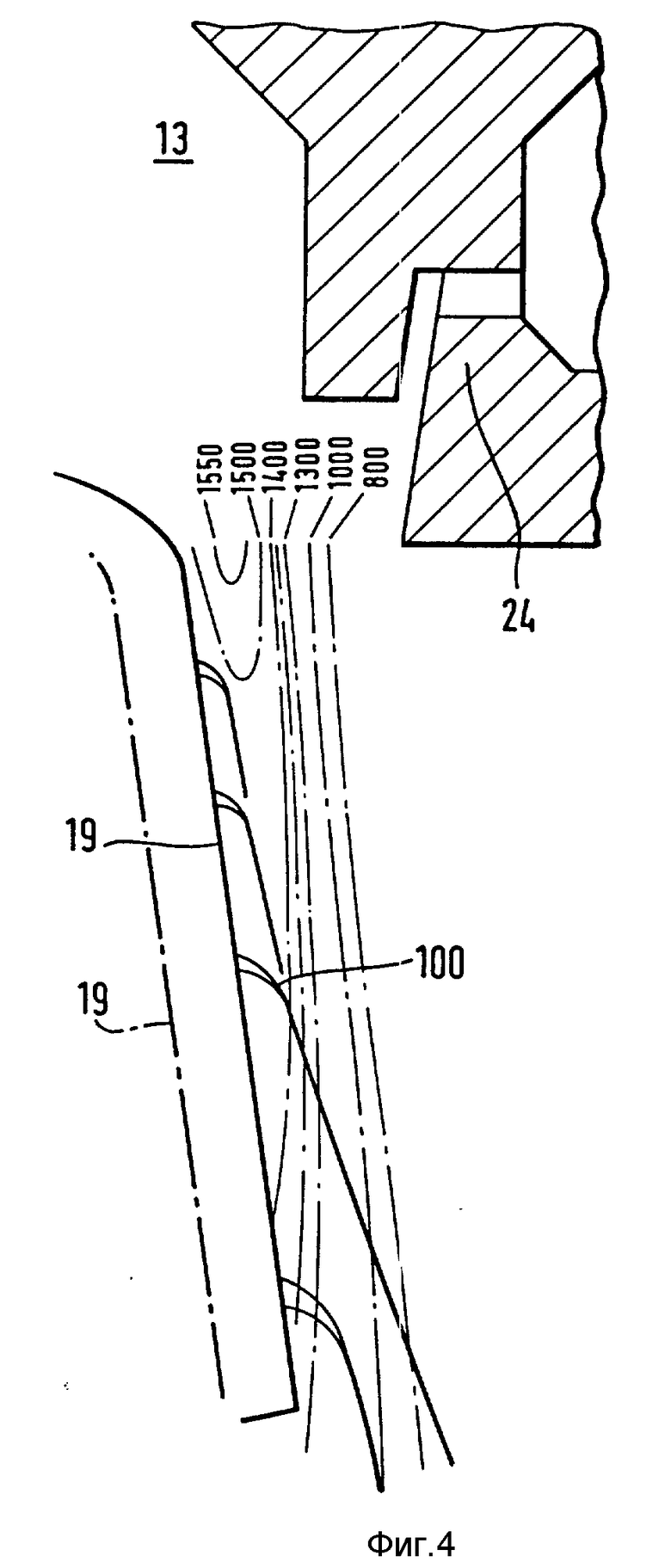
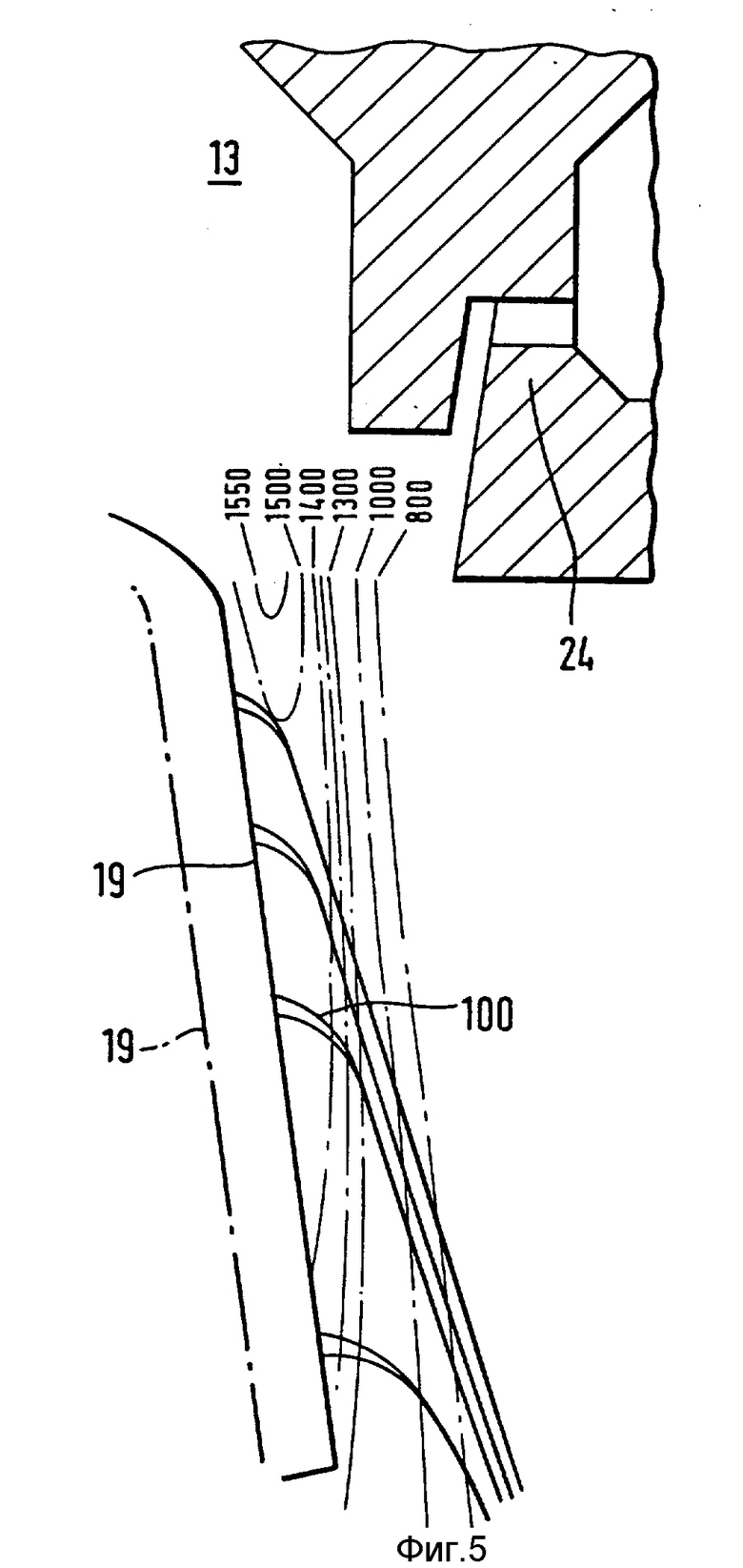
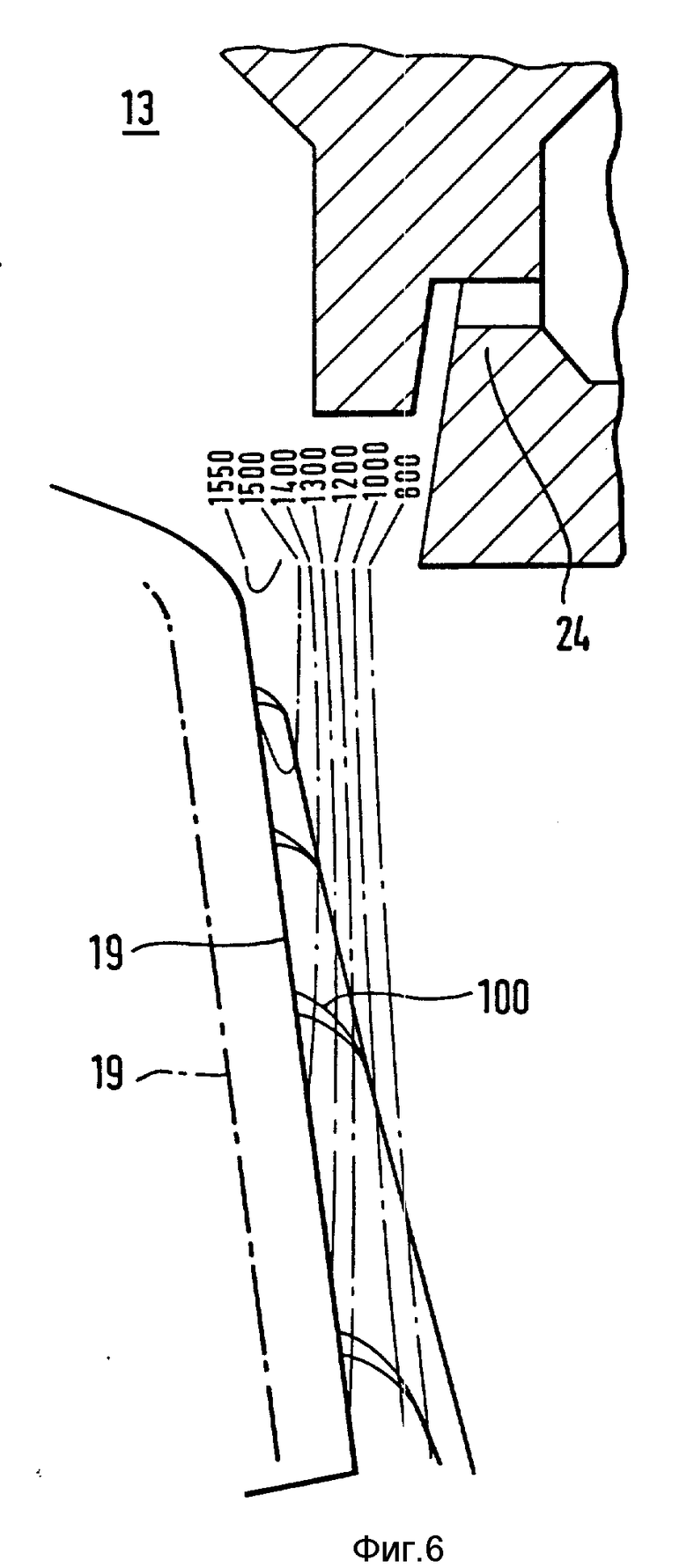
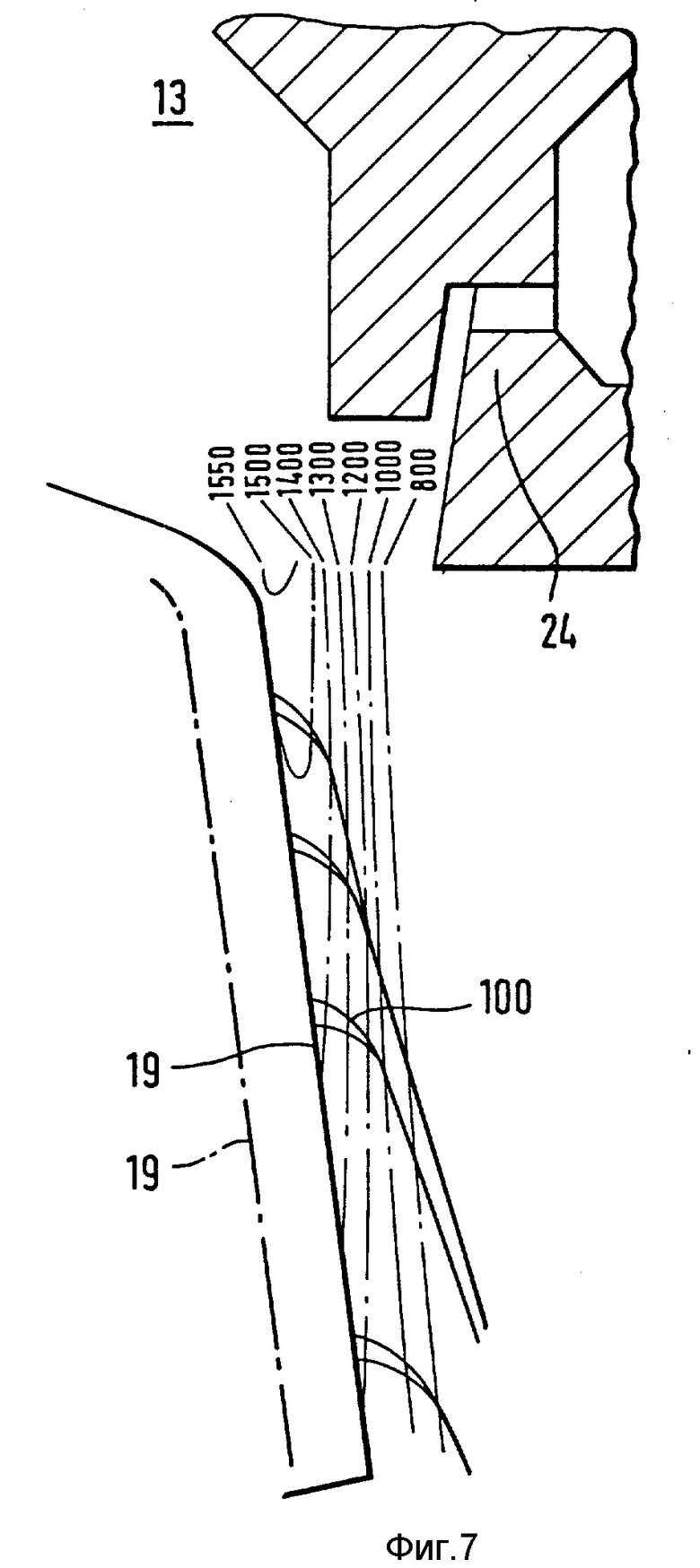
На фиг. 4-7 приведена конфигурация конусов при волокнообразовании и положение изотерм 800 1000 1300 1400 1500 и 1550oC при избыточном давлении воздуходувки 0,3 бар (фиг. 4 и 5) и 1,6 бар (фиг. 6 и 7) и двух температурах расплавленного потока, при этом одна конфигурация соответствует холодному плавлению (фиг. 5 и 7), а другая конфигурация горячему плавлению (фиг. 4 и 6).
При определении содержания неволокнообразованных частиц для различных конфигураций можно заметить, что каждый раз, когда большое количество конусов верхних рядов полностью охватывается потоком газа при температуре, превышающей изотермическую линию, соответствующую 100 П (1400oC), создается значительное количество шариков.
Чертежи, особенно фиг. 2 7, сами по себе разъясняют представленные на них конструктивные и функциональные детали.
Поэтому конкретные ссылки на рисунки даются в отношении дополнительной информации, касающейся подробностей расположения горелки 13 и воздуходувки 24, а также конфигурации конусов и распределения температуры окружающего газа.
На фиг. 2 7 показано положение периферийной стенки 19 центрифуги 1 в теплом состоянии соответственно ее положению при температуре окружающей среды, показанном на фиг. 2 7 штрих-пунктирными линиями.
Использование принципов изобретения особенно выгодно в сочетании с существом параллельной заявки на патент "Способ производства минеральной ваты и минеральная вата, изготовленная этим способом", поданной соответственно той же самой компанией заявителем или патентным поверенным, с той же датой, полное содержание которой введено сюда посредством ссылки на нее.
Сущность изобретения: в способе изготовления минеральной ваты расплав минерального материала, имеющего вязкость менее 5000 П при температуре ликвидуса выше 1200oC, центрофугируют с образованием нитей, которые дополнительно утоньшают путем воздействия потоком газа, конфигурация которого такова, что большая часть нитеобразущих конусов, выходящих из отверстий центрифуги, достигает зоны, охлаждаемой до температуры, соответствующей вязкости более 100 П. Длины нитеобразущих конусов регулируют путем изменения диаметра отверстий в стенке центрифуги и/или скорости вращения центрифуги. Устройство для образования волокон путем внутреннего центрифугирования содержит центрифугу, в наружной стенке которой выполнено множество отверстий, концентрическую кольцевую наружную горелку, расположенную концентрично по отношению к центрифуге, и кольцевую наружную воздуходувку, расположенную концентрично по отношению к концентрической кольцевой наружной горелке. Концентрическая кольцевая наружная горелка расположена на расстоянии 15-30 мм над верхней стороной наружной стенки центрифуги. Диаметр внутренней стенки выпускного канала кольцевой наружной горелки меньше диаметра верхней стороны наружной стенки центрифуги. Вертикальные стенки выпускного канала концентрической кольцевой наружной горелки соединены с наклонными стенками, определяющими расширяющийся выходной поток горячих газов. 2 с. и 9 з.п. ф-лы, 7 ил., 1 табл.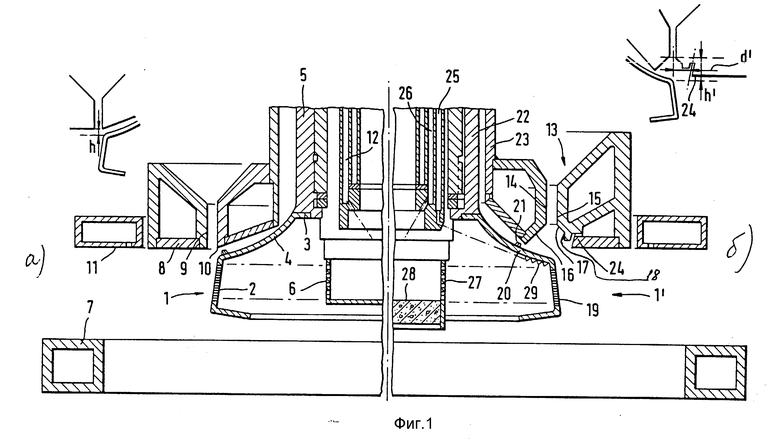
| US, патент, 4203748, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
