Изобретение относится к технологическому оборудованию для термической обработки деталей машин, в частности к установкам для термической обработки внутренней поверхности гильзы цилиндра двигателя внутреннего сгорания.
Наиболее близкой по технической сущности и достигаемому техническому результату к заявляемой является установка для термической обработки изделий, преимущественно, внутренней поверхности гильзы цилиндров двигателя внутреннего сгорания, содержащая расположенные по незамкнутому кольцу с узлами загрузки и выгрузки устройство для сушки, устройство для охлаждения, устройство для нагрева изделия и механизм для перемещения изделия между указанными устройствами в виде привода и рычагов-манипуляторов с захватами на концах [1]
Недостатком этой установки является то, что она не позволяет получить гильзу высокого качества, поскольку длительность и интенсивность теплового воздействия, оказываемого индуктором, приводит к деформации гильзы, возникновению в ней остаточных напряжений и не обеспечивает требуемой износостойкости поверхности гильзы.
Техническим результатом, на достижение которого направлена заявляемая установка, является повышение качества обрабатываемой на ней гильзы вследствие уменьшения времени теплового воздействия на нее, осуществляемого источником лазерного излучения, и локального характера этого воздействия, что приводит к снижению деформации гильзы, уменьшению остаточных напряжений и позволяет достичь требуемую по условиям эксплуатации износостойкость рабочей поверхности гильзы.
Для достижения указанного технического результата известная установка для термической обработки изделий, преимущественно, внутренней поверхности гильзы цилиндров двигателя внутреннего сгорания, содержащая расположенные по незамкнутому кольцу с узлами загрузки и выгрузки устройство для сушки, устройство для охлаждения, устройство для нагрева изделия и механизм для перемещения изделия между указанными устройствами в виде привода и рычагов-манипуляторов с захватами на концах, снабжена расположенным между узлом загрузки и устройством для сушки устройством для нанесения поглощающего покрытия и устройством для снятия поглощающего покрытия, расположенным между узлом выгрузки и устройством нагрева, выполненным с источником лазерного излучения.
В установке устройство для нанесения поглощающего покрытия выполнено в виде вертикальной стойки и смонтированного на ней с возможностью вертикального перемещения привода вращения, на свободном конце которого закреплена форсунка для нанесения покрытия, устройство для сушки выполнено в виде дугообразной камеры с патрубками подвода и отвода воздуха, с гибкими заслонками по ее торцам и с размещенным на внутренней ее боковой стенке горизонтальным пазом, герметизируемым уплотнением, для прохода рычага-манипулятора и калорифера и вентилятора, соединенных между собой и патрубками, устройство для охлаждения выполнено в виде вентилятора с патрубками подвода воздуха к гильзе при охлаждении и при нагреве, устройство для нагрева выполнено в виде вертикальной стойки с установленным на ней с возможностью перемещения приводом вращения с закрепленным на конце его вала цангой зажима гильзы, напротив которой смонтированы на стойке источник лазерного излучения и система зеркал для направления пучка излучения, и силового цилиндра с элементами для разжатия захвата рычага-манипулятора, а устройство снятия поглощающего покрытия выполнено в виде вертикальной стойки с установленным на ней с возможностью вертикального перемещения привода вала с закрепленными на свободном конце его щетками.
На фиг. 1 изображена установка для термической обработки внутренней поверхности гильзы цилиндра двигателя внутреннего сгорания; на фиг. 2 - устройство для нанесения поглощающего покрытия; на фиг. 3 устройство для охлаждения поглощающего покрытия после сушки; на фиг. 4 устройство для нагрева гильзы (с источником лазерного излучения); на фиг. 5 вид А фрагмента (фиг. 4); на фиг. 6 устройство для снятия поглощающего покрытия после окончания термообработки гильзы.
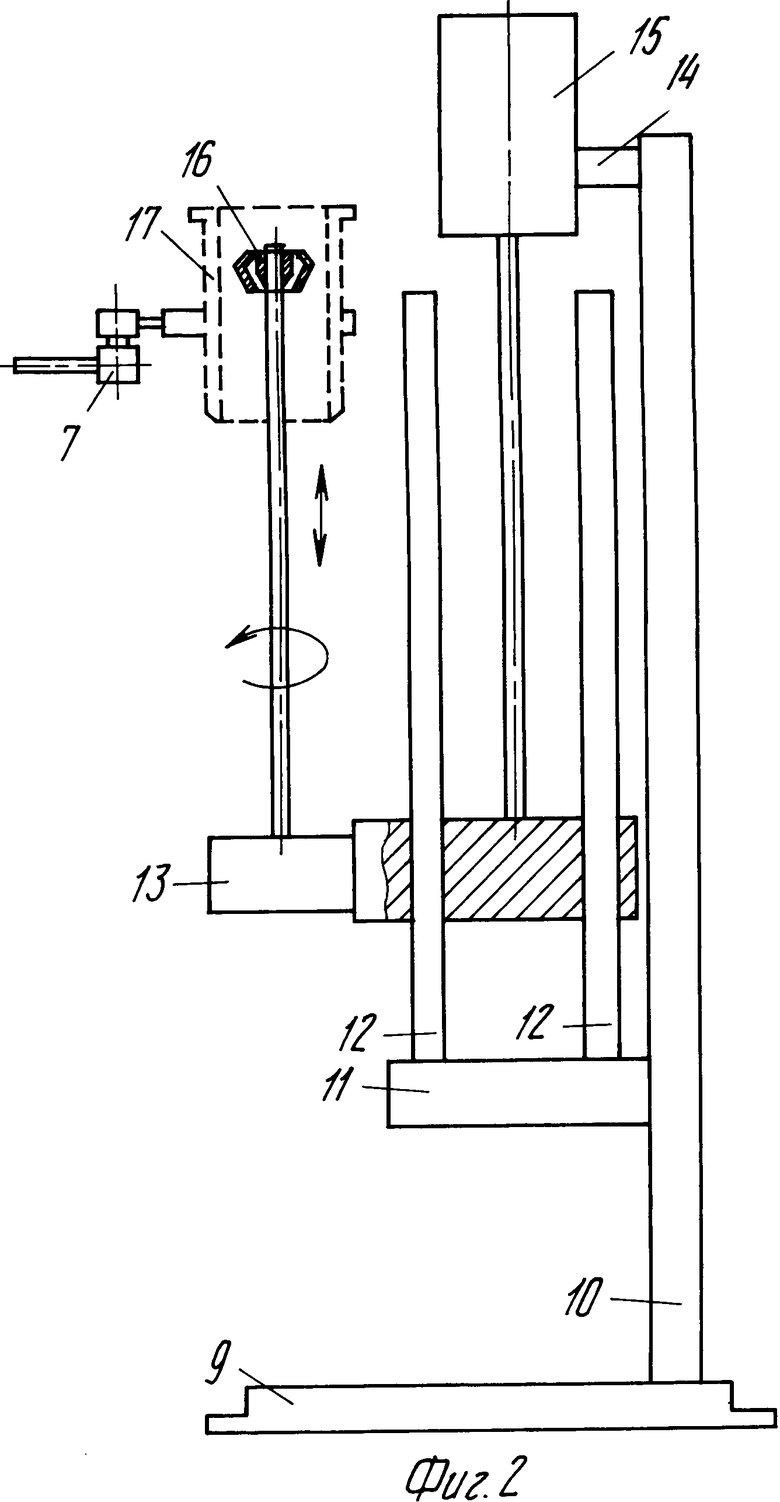
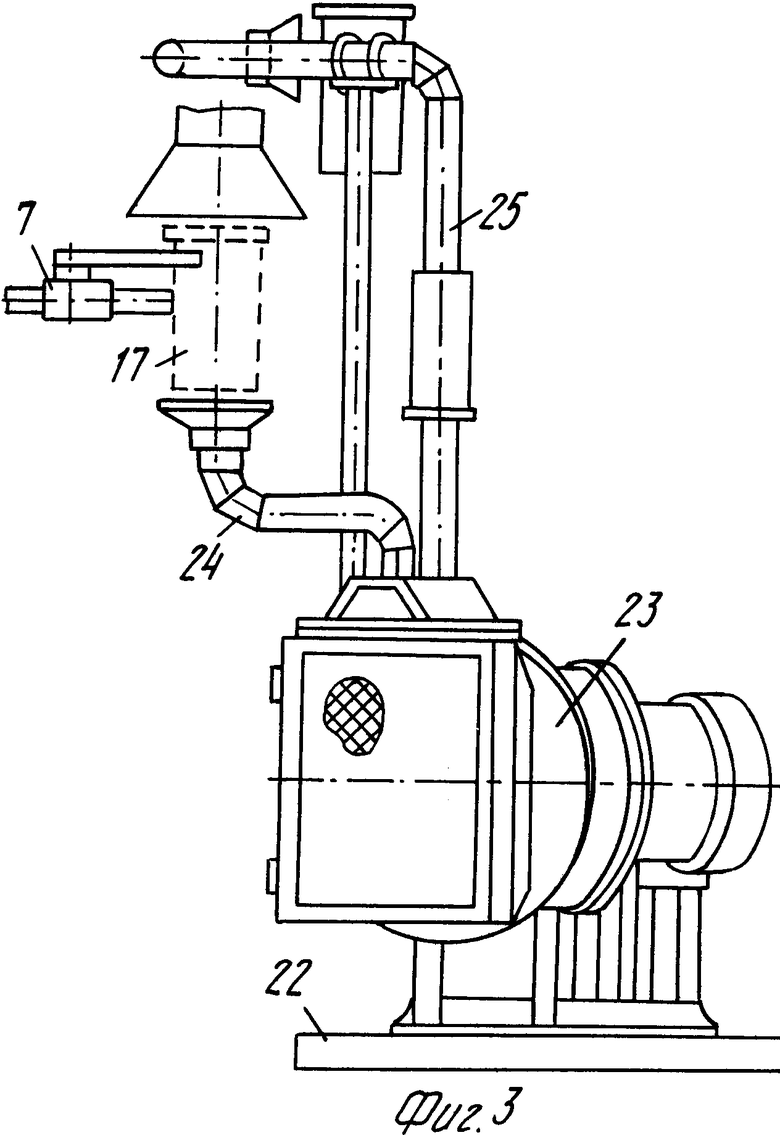
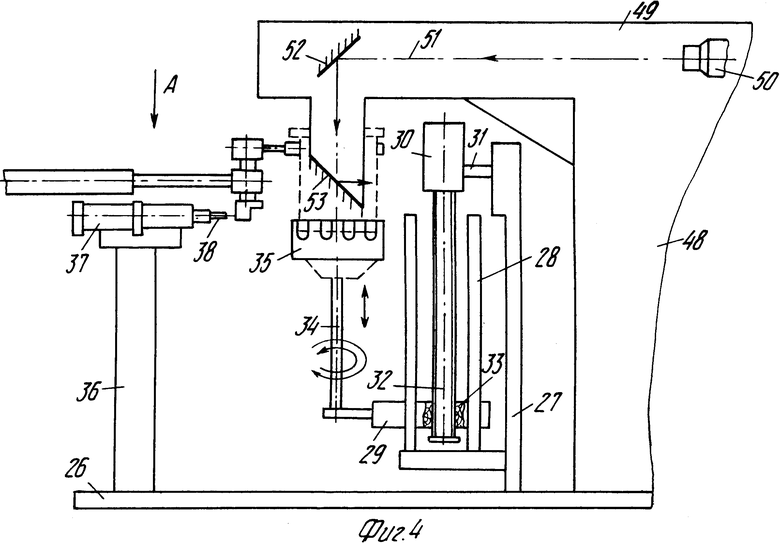
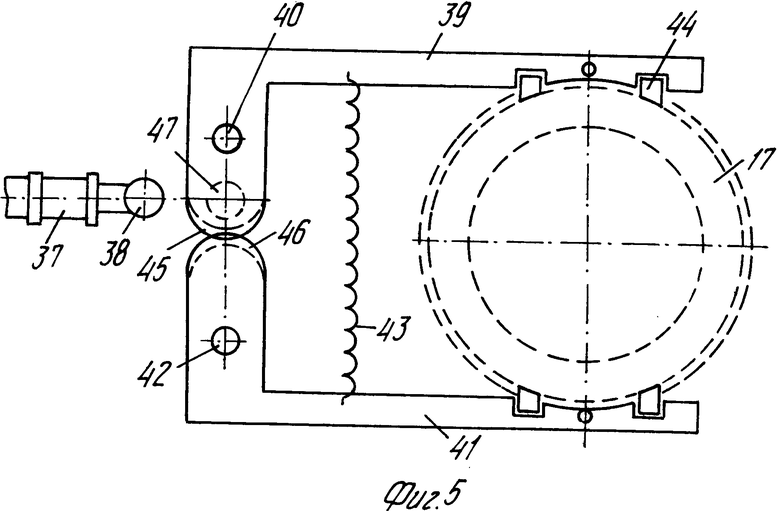
Установка для термической обработки внутренней поверхности гильзы цилиндра двигателя внутреннего сгорания содержит расположенные по незамкнутому кольцу устройство 1 для нанесения поглощающего покрытия перед нагревом, устройство 2 для сушки покрытия, устройство 3 для охлаждения после сушки, устройство 4 для нагрева гильзы (с источником лазерного излучения) и устройство 5 для снятия поглощающего покрытия после окончания термообработки гильзы. Около входного участка кольца, сопряженного с механизмом загрузки гильз (не показан), установлено устройство 1 для нанесения поглощающего покрытия, за ним расположено устройство 2 для сушки, за которым расположено устройство 3 охлаждения покрытия, сопряженное с устройством 4 для нагрева гильзы, за которым расположено устройство 5 для снятия покрытия после окончания термообработки гильзы. Устройство 5 расположено около выходного участка кольца, сопряженного с механизмом выгрузки гильз (не показан). В центральной зоне кольца расположен привод 6 шагового поворота рычагов-манипуляторов 7 с захватами 8 на концах. Устройство для нанесения поглощающего покрытия выполнено в виде основания 9, на котором закреплена стойка 10. На последней при помощи кронштейна 11 закреплены скалки 12. На них с возможностью вертикального перемещения смонтирован привод вращения 13, выполненный, например, в виде электродвигателя и редуктора. Вертикальное перемещение привода осуществляется, например, при помощи закрепленного на кронштейне 14 к стойке 10 силового цилиндра 15, связанного своим штоком с приводом 13. На свободном конце вала привода закреплена форсунка 16 с отверстиями для подачи поглощающего покрытия на внутреннюю поверхность гильзы 17, удерживаемой рычагом-манипулятором 7. Устройство для сушки выполнено в виде установленной на основании дугообразной коробчатой камеры квадратного поперечного сечения, имеющей с торцов окна, перекрытые гибкими заслонками. Во внутренней боковой дугообразной стенке выполнен горизонтальный паз для прохода рычага-манипулятора 7, который герметизирован относительно камеры посредством уплотнителя. Камера через впускной патрубок 18 и калорифер 19 связана с вентилятором 20, соединенным с камерой через выпускной патрубок 21. Устройство для охлаждения покрытия выполнено в виде установленного на основании 22 центробежного вентилятора 23, на котором закреплены подводящие патрубки 24 и 25. Патрубок 24 выведен под гильзу 17, удерживаемую при этом рычагом-манипулятором 7, и служит для ее охлаждения после сушки. Патрубок 25 выведен в зону обдува гильзы, расположенной в устройстве для ее нагрева. Это устройство выполнено в виде основания 26 со стойкой 27 и скалками 28, на которых с возможностью вертикального перемещения смонтирован привод вращения 29. Перемещение привода осуществляется посредством механизма, образованного, например, электродвигателем 30, закрепленным кронштейном 31 к стойке 27 и винтовой передачей, винт 32 которой взаимодействует с гайкой 33, расположенной в корпусе привода 29. Последний может быть выполнен, например, в виде электродвигателя и редуктора. На выходном валу 34 привода 29 закреплена цанга 35 для зажима гильзы. С одной стороны цанги расположена стойка 36, на которой смонтирован силовой цилиндр 37 с элементом 38 для разжатия захвата рычага-манипулятора 7. Захват образован рычагом 39, поворотно смонтированным на основании одним концом при помощи оси 40, и рычагом 41, одним концом смонтированным на основании при помощи оси 42. Рычаги стянуты между собой пружиной 43 для зажатия посредством призм 44, расположенных на их других концах, гильзы 17 и удержания ее. В нижних частях рычагов расположены зубчатые секторы 45, 46, находящиеся между собой в зацеплении. На одном из рычагов установлен ролик 47, взаимодействующий с элементом 38 силового цилиндра, выполненным в виде ролика. С другой стороны гильзы расположена стойка 48 с балкой 49, на которой размещены источник 50 лазерного излучения, испускающий пучок 51 лазерного излучения, направленный горизонтально, зеркало 52, отражающее этот пучок вертикально, и зеркало 53, вновь отражающее этот пучок горизонтально и направляющее его на внутреннюю поверхность гильзы 17. Устройство для снятия защитного покрытия выполнено в виде основания 54 со стойкой 55, на которой при помощи кронштейна 56 закреплены скалки 57. На них с возможностью вертикального перемещения смонтирован привод вращения 58, выполненный, например, в виде электродвигателя и редуктора. Вертикальное перемещение привода 58 производится при помощи, например, закрепленного кронштейном 59 к стойке 55 силового цилиндра 60, связанного своим штоком с приводом 58. На свободном конце вала привода закреплены щетки 61.
Установка работает следующим образом. Из механизма загрузки гильза 17, обращенная торцом с буртом вверх, зажимается захватом 8 рычага-манипулятора 7 и подается к устройству 1 для нанесения поглощающего покрытия. В этом положении ее вертикальная ось совмещается с осью форсунки 6, после чего включается вращение привода 13, включается в работу силовой цилиндр 15 и осуществляется подача жидкого поглощающего покрытия к форсунке 16. При этом форсунка 16 перемещается вертикально и вращается относительно гильзы 17, удерживаемой захватом 8, а раствор поглощающего покрытия через отверстия в стенках форсунки подается на внутреннюю поверхность гильзы 17. После окончания процесса нанесения покрытия вращение привода 13 отключается и форсунка 16 силовым цилиндром 15 возвращается в исходное положение. Затем по команде двигатель 6 шагового поворота перемещает рычаг-манипулятор 7 на следующую позицию, в которой он, отгибая гибкую заслонку, входит в камеру устройства 2 для сушки покрытия. Одновременно по команде включается вентилятор 20, который через калорифер 19 по впускному патрубку 18 нагнетает горячий воздух в камеру. В процессе вращения рычага-манипулятора 7 гильза 17 перемещается в камере и поглощающее покрытие высушивается. На выходе из камеры рычаг-манипулятор 7, несущий гильзу 17, отгибает выходную гибкую заслонку и перемещает гильзу дальше по ходу технологического процесса. В процессе перемещения гильзы 17 рычаг-манипулятор 7 движется в горизонтальном пазу внутренней боковой дугообразной стенки камеры, которая герметизирована относительно него уплотнителем, что не допускает выхода горячего воздуха из камеры. При этом воздух из камеры по выпускному патрубку 21 поступает обратно в вентилятор 20 для повторной циркуляции. После выхода гильзы 17 из устройства для сушки двигатель 6 шагового поворота по команде перемещает рычаг-манипулятор 7 с гильзой 17 в следующее положение, на котором вступает в работу устройство 3 для охлаждения поглощающего покрытия. Для этого по команде включают вентилятор 23, который по патрубку 24 подает под гильзу 17 холодный воздух для ее охлаждения. После этого удерживающий гильзу рычаг-манипулятор 7 по команде поворачивается двигателем 6 и перемещает гильзу в следующее положение, на котором вступает в работу устройство 4 для нагрева гильзы. Для этого рычагом-манипулятором 7 устанавливают гильзу 17 так, что ее вертикальная ось совпадает с осью вертикальной ветви пучка лазерного излучения, а сама гильза 17 удерживается захватом рычага-манипулятора. Затем вступает в работу электродвигатель 30, который через винт 32 и гайку 33 перемещает привод 29 вверх до тех пор, пока цанга 35 не захватит гильзу 17. После этого производят освобождение захвата 8 рычага-манипулятора 7 с помощью силового цилиндра 37, шток которого выдвигается, а расположенный на его конце элемент 38 (ролик) воздействует на ролик 47 одного из рычагов захвата, поворачивая этот рычаг на его оси и через находящиеся в зацеплении друг с другом зубчатые секторы 45, 46, поворачивая другой рычаг. В результате рычаги расходятся, преодолевая сопротивление пружины 43, а призмы 44 освобождают гильзу 17, которая удерживается только цангой 35. После этого по команде включается привод 29, равномерно вращающий цангу 35 с зажатой в ней гильзой 17, вертикальное равномерное перемещение которой осуществляется от двигателя 30 через передачу винт 32 гайка 33.
Одновременно с этим от источника 50 лазерного излучения пучок 51 этого излучения через зеркала 52, 53 направляется на внутреннюю поверхность гильзы 17, вращающейся и перемещающейся вертикально. В процессе лазерной термообработки внутренней поверхности гильзы, используя различные сочетания движения вращения и вертикального перемещения ее относительно пучка лазерного излучения, возможно получить различные оптимальные схемы спиральных зон нагрева внутренней поверхности гильзы (триботехнических рисунков), регулируя степень заполнения поверхности гильзы зонами нагрева. В процессе термообработки гильзы путем нагрева ее пучком лазерного излучения с последующим охлаждением путем внутреннего отвода тепла формируются закалочные структуры мартенсита, троостита и остаточного аустенита с твердостью, обеспечивающей повышение износостойкости внутренней поверхности гильзы и повышение степени приработки сопряжения: гильза поршневое кольцо. После проведения термической обработки гильзы 17 ее освобождают из цанги и вновь зажимают захватом 8 рычага-манипулятора 7. В процессе термической обработки гильзы к ней от устройства 3 охлаждения по патрубку 25 поступает воздух для ее обдува с целью охлаждения и удаления с поверхности гильзы продуктов испарения поглощающего покрытия, получающихся в процессе нагрева. Затем по команде поворачивают двигателем 6 рычаг-манипулятор 7 с гильзой 17 в следующее положение, в котором вступает в работу устройство 5 для снятия поглощающего покрытия после термообработки гильзы. Для этого вертикальная ось гильзы 17 совмещается с вертикальной осью вала привода вращения 58, после чего включается вращение этого привода и силовой цилиндр 60 механизма вертикального перемещения этого привода. В результате вал привода совместно с щетками вдвигается внутрь гильзы, а щетки, вращаясь и перемещаясь вдоль гильзы, снимают с ее внутренней поверхности слой защитного покрытия. В процессе снятия покрытия гильза 17 удерживается захватом 8 рычага-манипулятора 7, а после окончания процесса снятия покрытия вращение привода 58 отключается и щетки 61 возвращаются в исходное положение. Затем рычаг-манипулятор перемещает гильзу дальше к механизму выгрузки, с которого производится ее снятие. Длительность пребывания гильзы на каждом из указанных устройств определяется технологическим временем, требующимся для осуществления соответствующей операции, и достигается автоматически по заданному циклу с помощью системы управления.
Указанная установка может быть встроена в состав автоматической линии для механообработки гильз.

Изобретение относится к термической обработке внутренней поверхности гильзы двигателя внутреннего сгорания. Установка содержит расположенные по незамкнутому кольцу устройство для нанесения поглощающего покрытия, устройство для сушки, устройство для охлаждения, устройство для нагрева, устройство для снятия поглощающего покрытия и механизм перемещения в виде размещенного в центре кольца привода шагового поворота, рычагов-манипуляторов с захватами. Устройство нанесения покрытия имеет стойку, на которой подвижно установлен привод вращения с закрепленной на свободном конце его вала форсункой для нанесения покрытия, устройство для сушки выполнено в виде дугообразной камеры, в которую от вентилятора через калорифер и патрубки подается горячий воздух, устройство для охлаждения выполнено в виде вентилятора с патрубками для подачи воздуха к гильзе при охлаждении и нагреве, устройство для нагрева имеет стойку со скалками, на которых подвижно установлен привод вращения с установленной на его выходном валу цангой для зажима гильзы, а напротив цанги расположен источник лазерного излучения с системой зеркал, силового цилиндра для разжатия захвата. Устройство снятия покрытия выполнено в виде стойки, на которой подвижно установлен привод вращения вала, несущий на свободном конце щетки. 1 з.п. ф-лы, 6 ил.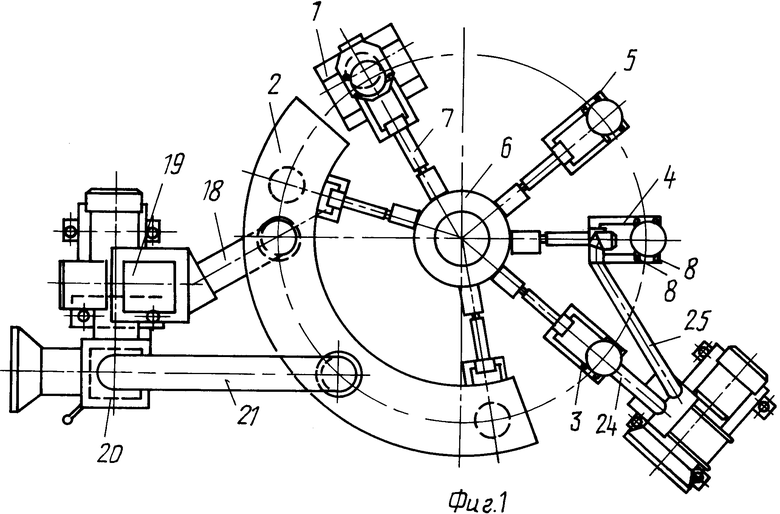
| АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 0 |
|
SU335292A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
