Изобретение относится к сушильной технике и может быть использовано в химической, пищевой промышленности, в сельском хозяйстве и других отраслях промышленности.
Пастообразные материалы в силу своих реологических свойств являются наиболее неудобными для сушки материалами.
Известен способ сушки пастообразных материалов на поверхности горячего вальца, включающий процессы подготовки исходного материала (гомогенизации), нанесения материала тонким слоем на обогреваемый валец, кондуктивного нагрева слоя высушиваемого материала, его сушки и отделения сухого продукта от поверхности вальца [1]
Недостатками данного способу сушки являются низкая производительность и большие габариты соответствующих сушилок в связи с малой удельной поверхностью теплообмена, низкая надежность, обусловленная чувствительностью процесса к колебаниям влажности и реологических свойств исходного продукта, к неточности настройки узлов нанесения слоя продукта на барабан и счищающих ножей, необходимость предварительной обработки материала для придания ему необходимых свойств допустимых при применении данного способа сушки.
Известен способ сушки пастообразных материалов, включающий подготовку исходного материала путем гомогенизации с добавлением жидкости до получения однородной жидкой консистенции, распыление полученной жидкости в рабочем объеме сушилки, например, на кипящий слой гранул насадки, распределение материала по поверхности насадки в виде пленки, нагрев, сушку и отделение сухого продукта [2]
Недостатками данного способа сушки являются невозможность сушки пастообразных неоднородных по структуре материалов, необходимость предварительной подготовки исходного продукта к распылению, ненадежность и сложность в эксплуатации распыляющих устройств, дополнительный расход энергии на испарение жидкости вводимой в материал при предварительной подготовке.
Наиболее близким по технической сущности является способ сушки пастообразных материалов, включающий формирование пересыпающегося слоя насадки, обдувание слоя сушильным агентом, подачу сырого материала на пересыпающийся слой нагретой насадки, распределение материала самим пересыпающимся слоем по поверхности насадки, кондуктивно-конвективную сушку материала и вывод сухого материала из зоны сушки [3]
Недостатками данного способа сушки являются относительно низкая скорость сушки, обусловленная небольшой скоростью сушильного агента в рабочем объеме сушилки, большие удельные энергозатраты из-за существенной доли сушильного агента, не участвующего в процессе сушки, проходящего через зону сушки без непосредственного контакта с высушиваемым материалом по причине низкого коэффициента использования поперечного сечения сушилки, а также низкое качество готового продукта из-за значительного разброса по времени пребывания материала в сушильном барабане.
Задачей является увеличение скорости сушки, снижение удельных энергозатрат и повышение качества сухого продукта.
Это достигается тем, что в заявляемом способе сушки пастообразных материалов, включающем формирование пересыпающегося слоя насадки, обдувание слоя сушильным агентом, подачу сырого материала на пересыпающийся слой нагретой насадки, распределение материала самим пересыпающимся слоем по поверхности насадки, кондуктивно-конвективную сушку материала и вывод сухого материала из зоны сушки, пересыпающийся слой насадки перемещают по замкнутой траектории и обдувают сушильным агентом внутри канала выполненного в форме двух цилиндрических спиралей противоположного направления навивки, вставленных коаксиально одна в другую и соединенных в единый замкнутый по насадке канал двумя переходными коробками, при этом формирование пересыпающегося слоя насадки и одновременное перемещение слой вдоль канала получают вращением канала вокруг общей продольной оси спиралей, сушильный агент при этом вводят и выводят через перфорированные торцевые стенки переходных коробов и крайних витков спиралей, сырой материал подают в полость канала на слой нагретой насадки через открытые с внутренней стороны участки спиралей или коробов, а сухой материал выводят из зоны сушки потоком сушильного агента, или через перфорацию в стенках канала, при этом направление движения насадки в канале, в том числе по отношению к направлению движения сушильного агента, меняют изменением направления вращения канала.
Обдувание слоя может производиться при разных, независимо регулируемых скоростях и расходах сушильного агента во внутреннем и наружном спиральных участках канала, в частности при скоростях сушильного агента превышающих скорость витания сухого материала.
Спиральные участки канала могут иметь разные поперечные сечения канала.
Технический результат от применения заявляемого способа сушки обусловлен тем, что способ позволяет значительно увеличить скорость сушильного агента в зоне сушки без изменения его общего расхода, что позволяет увеличить скорость сушки и снизить энергозатраты. Придание потоку спиральной формы и пульсирующего характера течения с периодическим сужением и расширением потока на каждом витке спиральных участков канала, в зоне расположения пересыпающегося слоя насадки, дополнительно увеличивает интенсивность сушки. Кроме того, в отличие от прототипа, при циклическим перемещении слоя насадки по замкнутой траектории реализуется режим, при котором загрузка сырого материала ведется на насадку чистую от продукта с максимальной температурой поверхности, так как поступает она с участка канала, на котором происходит окончательная досушка материала, его отделение от насадки и нагрев насадки сушильным агентом. Циклический характер движения слоя насадки и привязанность высушиваемого материала к поверхности насадки позволяет с одной стороны снизить разброс по условиям сушки и времени пребывания материала в зоне сушки, а с другой стороны уменьшить влияние колебаний влажности исходного продукта, поступающего на сушку на качество конечного продукта за счет того, что в случае поступления более сухого материала при скорости сушильного агента в канале, превышающей скорость витания сухого материала, высохший и отделившийся от насадки материал тут же выносится потоком сушильного агента из любого участка канала, а при поступлении более влажного материала, недосушенный материал не выводится из зоны сушки, т.е. не попадает в готовый продукт, а вместе с насадкой поступает на новый цикл сушки. В обоих случаях способ сушки позволяет переходить на новые режимы сушки, под изменившиеся свойства материала без ухудшения качества готового продукта в переходные периоды. Еще одним фактором, положительно влияющим на качество сушки данным способом является возможность в зависимости от свойств исходного материала и особенностей технологии его сушки переходить с режима прямотока насадки и сушильного агента на режим противотока, для чего достаточно изменить направление вращения канала на противоположное.
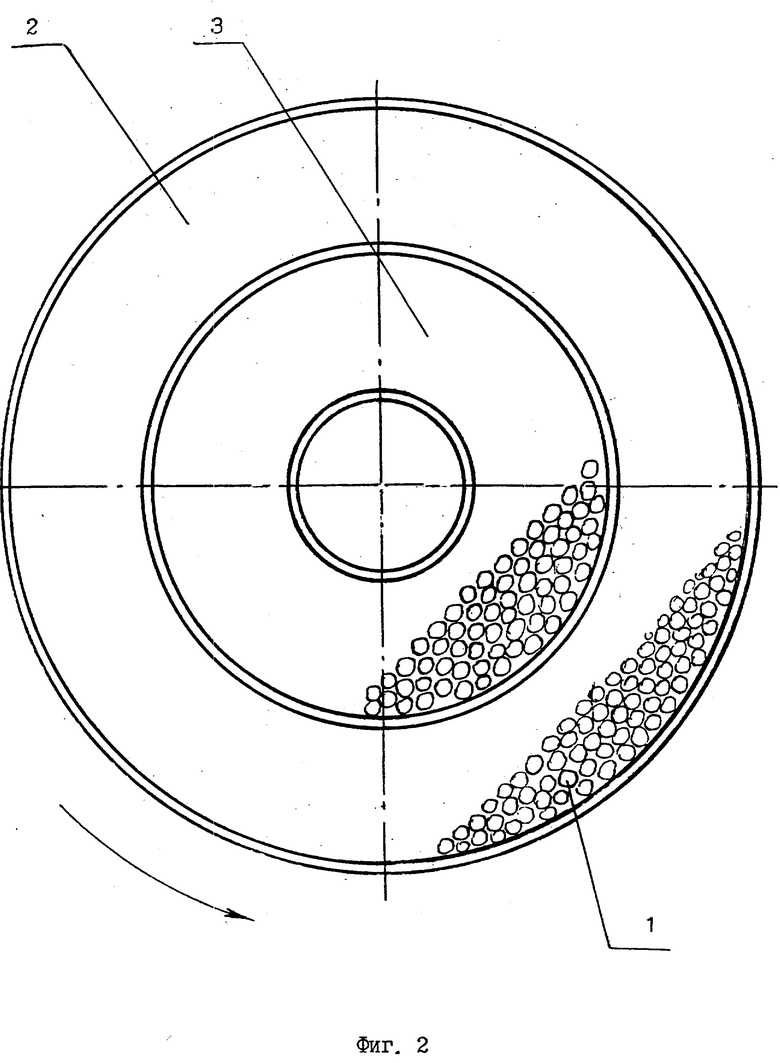
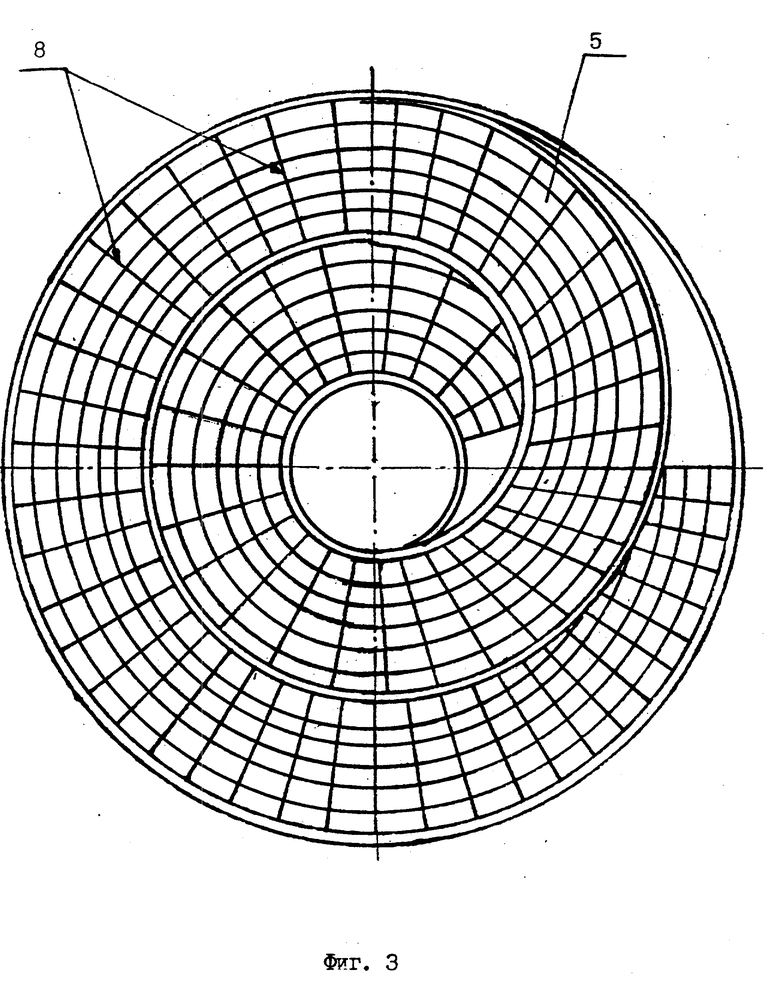
На фиг. 1 в качестве варианта осуществления способа представлена схема установки для сушки пастообразных материалов, на фиг.2 вид спирального канала со стороны любого из переходных коробов (торцевой вид), на фиг.3 - поперечный разрез установки.
Пример осуществления способа в установке для сушки пастообразных материалов.
Насадка, например, в виде металлических шаров 1 равномерно размещается в спиральных витках канала, составленного из наружного 2 и внутреннего 3 спиральных участков, размещенных коаксиально друг в друге и помещенных в барабан 4. Спиральные участки 2, 3 соединены непрерывным образом двумя переходными коробами 5, 6 с образованием замкнутого по насадке канала. Спиральные участки 2, 3 продуваются сушильным агентов подаваемым из теплогенератора 7. Сушильный агент вводится и выводится из теплогенератора 7. Сушильный агент вводится и выводится через перфорированные торцевые стенки переходных коробов 5, 6 и крайних витков спиральных участков 2, 3. На фиг.2 представлен вариант выполнения указанных стенок в виде прутковой обрешетки 8. Для исключения прямого прохода сушильного агента по центральному каналу, образованному внутренней спиралью, он закрывается заглушкой 9. Общий расход сушильного агента через сушилку регулируется шиберами (не показаны) непосредственно на вентиляторах 10, 11, а распределение сушильного агента между наружным и внутренним спиральными участками торцевым регулируемым шибером 12. Сырой пастообразный материал питателем 13 подается в загрузочной зоне, состоящей из открытых с внутренней стороны витков, в полость внутреннего спирального участка канала на пересыпающийся слой нагретых металлических шаров 1 и распределяется тонким слоем по поверхности шаров. Загрузочная зона может располагаться в любой части внутреннего спирального участка. На фигуре 1 представлен случай, когда загрузочная зона расположена со стороны выхода сушильного агента. Сушка материала производится в результате двухстороннего кондуктивно-конвективного теплоподвода к тонкому слою материала со стороны нагретых шаров и сушильного агента при больших скоростях сушильного агента и постоянно обновляющейся поверхности испарения материала в пересыпающемся слое шаров, поэтому отличается высокой интенсивностью. Поток сушильного агента при прохождении по спиральным участкам канала имеет пульсирующий характер течения в результате периодических сужений и расширений потока на каждом витке спиральных участков, при прохождении зон расположения пересыпающегося слоя насадки, что дополнительно увеличивает интенсивность сушки. Сухой материал за счет взаимодействия шаров внутри слоя отделяется от поверхности шаров и, при скорости сушильного агента, превышающей скорость витания сухого материала, выносится сушильным агентом из зоны сушки и отделяется в системе очистки сушильного агента 14. При режимах сушки с низкой скоростью сушильного агента высохший и измельченный шарами материал просыпается через перфорацию 15 канала и торцевую обрешетку 8 в разгрузочную камеру 16. Шибер 12 позволяет регулировать расход сушильного агента во внутреннем и наружном спиральных участках.
Рассмотрим несколько характерных примеров реализации предлагаемого способа сушки.
Пример 1. Сырой материал подается во внутренний 3 участок канала со стороны выхода сушильного агента. Направление вращения барабана 4 таково, что перемещение пересыпающегося слоя шаров во внутреннем участке канала происходит в направлении к теплогенератору 7. Затем по переходному коробу 5 пересыпающийся слой шаров переходит в наружный спиральный участок 2, перемещается в нем в направлении совпадающем с направлением движения сушильного агента, и наконец по переходному коробу 6 переходит вновь во внутренний участок 3. Пусть при этом шибер 12 полностью перерывает внутренний канал для прохода сушильного агента и весь поток сушильного агента идет через наружный канал. В этом случае во внутреннем участке канала происходит предварительный кондуктивный нагрев тонкого слоя сырого материала горячими шарами без существенного изменения исходной влажности материала, при высокой относительной влажности воздуха внутри канала. В наружном участке канала происходит кондуктивно-конвективная сушка материала в режиме прямотока. Такой вариант реализации способа во многих случаях позволяет снизить удельные энергозатраты и повысить качество конечного продукта, например, для материалов с крутой зависимостью теплопроводности от влажности. Предварительный подогрев приводит к более полному усвоению подводимого тепла и перераспределению влаги в объеме материала за счет ее вытеснения в направлении от поверхности нагрева.
Пример 2. Сырой материал подается во внутренний 3 участок канала со стороны входа сушильного агента. Направление вращения барабана 4 таково, что перемещение пересыпающегося слоя шаров во внутреннем участке канала происходит по направлению движения сушильного агента. Затем по переходному коробу 6 пересыпающийся слой шаров переходит в наружный спиральный участок 2, перемещается в нем в обратном направлении, и наконец по переходному коробу 5 переходит вновь во внутренний участок 3. Пусть при этом шибер 12, как и в примере 2, полностью перекрывает для прохода сушильного агента внутренний участок канала и весь поток сушильного агента идет через наружный канал. В этом случае во внутреннем участке канала происходит предварительный кондуктивный нагрев тонкого слоя сырого материала горячими шарами без существенного изменения исходной влажности материала, при высокой относительной влажности воздуха внутри канала. В наружном участке канала происходит кондуктивно-конвективная сушка материала, но уже в отличие от примера 1 в режиме противотока. Такой вариант реализации способа также во многих случаях позволяет несколько уменьшить удельные энергозатраты и повысить качество конечного продукта за счет использования предварительного подогрева материала и в то же время позволяет получить меньшую конечную влажность за счет более высокой температуры шаров, поступающих в зону загрузки и жесткого режима сушки в зоне более сухого материала. Но данный вариант более пожароопасен и применим для материалов допускающих высокотемпературную обработку сухого материала.
Пример 3. Оба участка канала открыты для прохода сушильного агента. Шибер 12 устанавливает соотношение расходов через внутренний и наружный участки канала. Все остальное как в примере 1. Отличие от примера 2 состоит в том, что сырой материал без предварительного подогрева начинает интенсивно сушиться уже во внутреннем участке канала в режиме противотока. Однако, уменьшая шибером 12 расход сушильного агента через внутренний участок, мы уменьшаем интенсивность сушки в нем и можем прийти к варианту рассмотренному в примере 1, являющемуся предельным случаем участка канала.
Помимо рассмотренных примеров предлагаемый способ сушки пастообразных материалов позволяет реализовать и ряд других режимов сушки путем различного сочетания таких факторов, как расположение зоны загрузки, направление перемещения пересыпающегося слоя по замкнутому каналу, соотношение и абсолютные величины расходов сушильного агента по внутреннему и наружному участкам канала. Необходимо отметить, что все указанные варианты предлагаемого способа сушки пастообразных материалов легко реализуются на одной установке.
Использование предлагаемого способа сушки пастообразных материалов обеспечивает по сравнению с существующими способами следующие преимущества:
а) высокую скорость сушки;
б) относительно низкие удельные энергозатраты;
в) высокое качество готового продукта;
д) универсальность и низкую чувствительность к свойствам исходного продукта этим способом могут сушиться жидкие, вязкие, пастообразные и твердые материалы неоднородной структуры с большим количеством инородных включений, с получением на выходе однородного сухого измельченного продукта;
е) широкий диапазон режимов сушки;
ж) измельчение материала в ходе сушки, позволяющее во многих случаях отказаться от дополнительного измельчающего оборудования;
з) самоочищение теплообменных поверхностей, исключающее возможность их залипания в процессе сушки.
На основе предлагаемого способа сушки была создана и испытана установка для сушки куриного помета, для производства органических удобрений на его основе. Испытания установки полностью подтвердили указанные выше преимущества и показали надежность установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ конвективной сушки пастообразных материалов и установка для его осуществления | 2023 |
|
RU2821314C2 |
| АВТОМАТИЧЕСКАЯ ЭНЕРГОСБЕРЕГАЮЩАЯ ЗЕРНОСУШИЛКА | 2008 |
|
RU2396497C2 |
| СПОСОБ СУШКИ ТЕРМОЛАБИЛЬНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2611545C1 |
| УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ ПАСТООБРАЗНЫХ МАТЕРИАЛОВ | 1995 |
|
RU2100722C1 |
| СПОСОБ СУШКИ ДИСПЕРСНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2258877C1 |
| СУШИЛКА | 2005 |
|
RU2285877C1 |
| Способ автономной электрогенерации и устройство - малая твердотопливная электростанция для его осуществления | 2020 |
|
RU2737833C1 |
| Способ сушки растворов, суспензий и пастообразных материалов | 1982 |
|
SU1021894A1 |
| ДВУХКАМЕРНАЯ СУШИЛКА | 2006 |
|
RU2328680C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПИРОЛИЗА МЕЛКОКУСКОВЫХ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2781054C1 |
Использование: в процессах сушки с использованием тяжелой насадки. Сущность изобретения: способ включает в себя формирование пересыпающегося слоя насадки, перемещающегося по замкнутой траектории внутри замкнутого спирального канала, продувание слоя сушильным агентом, подачу сырого материала на пересыпающийся слой нагретой насадки, распределение его по поверхности насадки, кондуктивно-конвективную сушку материала и вывод сухого материала из зоны сушки, например сушильным агентом, прокачиваемым через канал со скоростью, превышающей скорость витания сухого материала. 3 з.п.ф-лы, 3 ил.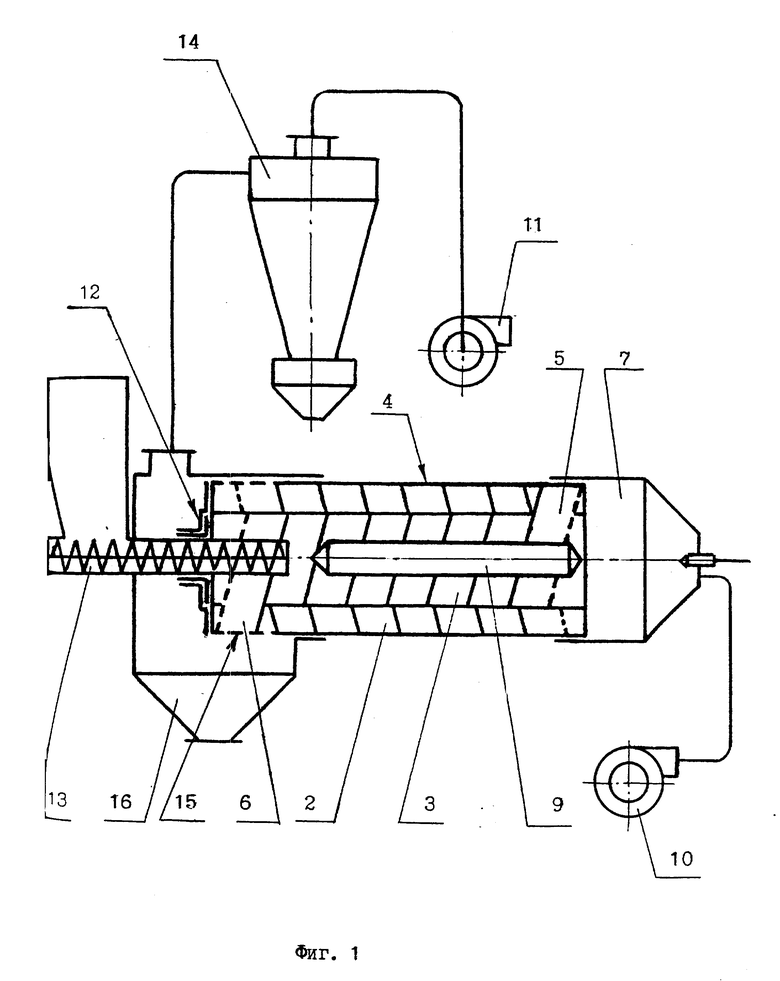
| Сушилка для пастообразных материалов | 1987 |
|
SU1474415A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Сушильное оборудование для химических производств | |||
| - М.: НИИхиммаш, 1987, с | |||
| Спускная труба при плотине | 0 |
|
SU77A1 |
| Лебедев А.Н | |||
| Подготовка и размол топлива на электростанциях | |||
| - М.: Энергия, 1969, с | |||
| Прибор для корчевания пней | 1921 |
|
SU237A1 |
