Изобретение относится к оборудованию плавильных агрегатов, в частности к кессонам, предназначенным для охлаждения их стен и сводов в условиях высоких температур и агрессивных сред.
В плавильных агрегатах для охлаждения их стен и сводов используются теплоотводящие элементы кессоны, выполненные из теплопроводного материала, преимущественно меди. Например, в [1] указано на использование кессонов, выполненных целиком из меди для охлаждения кладки металлургических печей. Однако охлаждение медных кессонов водой не защищает их от прогорания в течение длительного времени, и они быстро выходят из строя (практически через 1 2 мес).
В [2] описана конструкция кессона, состоящая из двух секций, причем верхняя выполнена в виде водоохлаждаемой сваренной из медных листов конструкции, а объем нижней заполнен порошкообразным огнеупорным и теплопроводным материалом. Кессон прикреплен к слою бетона и защищает свод дуговой плавильной печи от воздействия высокой температуры и агрессивной среды. Недостаток использования данного устройства заключается в сложности конструкции кессона, ненадежности крепления его к бетону и необходимости постоянного контроля за температурой порошкообразного материала. При неисправности термопары возможен перегрев кессона и последующее прогорание его нижней секции.
Более простая и надежная конструкция кессона описана в [3] Кессон плавильного агрегата содержит пластину, изготовленную из меди, и направляющие элементы для хладагента, изготовленные из стали в форме полутруб. Края направляющих элементов закреплены в пластине с образованием каналов для прохождения хладагента. Последний поступает в кессон и распределяется по каналам через коллектор. Однако, из-за большой толщины медной пластины, ее стенка, обращенная к рабочей зоне печи, недостаточно надежно охлаждается хладагентом, чтобы предохранить ее от прогара в течение длительного времени. Кроме того, возможно прогорание пластины вследствие неравномерности ее охлаждения в зоне крепления элементов.
В приведенном выше авторском свидетельстве описан способ изготовления кессона плавильного агрегата, включающий герметичное закрепление в медной пластине направляющих элементов, изготовленных из стали в форме полутруб путем заливки их краев жидким металлом при отливке пластины или заливки жидким металлом краев направляющих элементов, заложенных в предварительно выполненные в пластине поды с последующей приваркой полутруб.
Однако при использовании известного способа изготовления кессонов в процессе их работы в плавильном агрегате возможно прогорание медной пластины, вследствие недостаточно надежного ее охлаждения в зоне закрепления направляющих элементов и недостаточной защищенности внешней поверхности от взаимодействия с агрессивной средой в условиях высоких температур.
Задача изобретения создание кессона плавильного агрегата, работоспособного в условиях высоких температур и агрессивных сред за счет повышения его ресурса работы.
Согласно настоящему изобретению задача решена за счет того, что кессон выполнен в виде спаянных между собой медной и стальной пластин с каналами на внутренней поверхности медной пластины, образующими ребристую поверхность, а наружная ее поверхность содержит никельхромовое покрытие. Задача решена также и за счет технологии изготовления кессона, включающей выполнение каналов на медной пластине с образованием ребристой поверхности, на противоположной ее поверхности нанесение сначала электролитического слоя никеля толщиной 5,0
10,0 мкм, а затем слоя хрома толщиной 30 40 мкм, размещение припоя на ребристой поверхности медной пластины, сборку кессона и пайку его в защитной среде при температуре 1000±10oC в течение 30 40 мин.
Выполнение кессона в виде спаянных медно-стальных пластин обеспечивает равномерное охлаждение медной пластины, а покрытие ее стенки, обращенной к рабочей зоне печи, никельхромовым слоем, защищает кессон от прогара, ввиду малой активности взаимодействия хрома с агрессивной средой печи.
Технический результат предотвращение перегрева медной пластины и ее прогара в течение длительного времени.
На фиг. 1 представлен общий вид кессона; на фиг. 2 поперечное сечение A-A на фиг. 1.
Кессон содержит стальную пластину 1 и медную пластину 2, соединенные между собой паяным швом 3. На внутренней поверхности медной пластины 2 выполнены каналы 4, образуюя ребристую поверхность 5, а на ее наружной поверхности расположено никельхромовое покрытие 6. Кессон содержит подводящий хладагент патрубок 7 и отводящий хладагент патрубок 8, объединенные в коллектор 9, предназначенный для распределения хладагента по каналам 4. Наиболее оптимальное соотношение ширины канала а к его глубине в составляет 1 0,7.
Кессон работает следующим образом. Кессон закрепляют в стенках и своде плавильного агрегата, например, печи для сжигания твердых отходов. Его медная пластина 2 обращена к рабочей зоне печи поверхностью, содержащей никельхромовое покрытие 6. От системы охлаждения в кессон непрерывно поступает хладагент вода, через патрубок 7 в коллектор 9, а затем в каналы 4. Нагретая вода от теплового воздействия медной пластины 2 уходит через патрубок 8. Обеспечивается непрерывная циркуляция воды по каналам 4, что позволяет резко снизить температуру кладки печи.
Были проведены экспериментальные исследования на кессонах -образцах в экстремальных условиях, т. е. в условиях агрессивной среды, нагретой до температуры 4000oC. Кессоны, выполненные в соответствии с данным изобретением, на медной пластине не имели прогаров после работы в таких условиях в течение 2 ч, что равноценно их работе в плавильной печи в теченеие 15 мес. Это было достигнуто благодаря обеспечению равномерного охлаждения медной пластины по всей ее толщине и защите ее наружной поверхности от активного воздействия агрессивной среды при высокой температуре.
Данное изобретение также защищает способ изготовления кессона плавильного агрегата, описанного выше. На медной пластине 2 нарезают каналы 4 с образованием ребристой поверхности 5 при оптимальном соотношении ширины а канала к его глубине в, равным 1 0,7. На поверхность медной пластины 2, противоположной ребристой поверхности 5, наносят никельхромовое покрытие, причем сначала электролитическим методом наносят слой никеля толщиной 5 10 мкм, а затем слой хрома толщиной 30 40 мкм. Выбор толщины слоя никеля обусловлен наличием процесса самодиффузии никеля в медь и меди в никель при дальнейшем нагреве. При толщине слоя никеля более 10 мкм возможно наличие непродиффундированной прослойки никеля между медью и хромом, что может привести к снижению прочности адгезии меди с хромом. При толщине слоя никеля меньше 5 мкм возможно проникновение меди в хром, что вызовет ухудшение их сцепления. Выбор толщины соя хрома обусловлен его свойствами. При нагреве меньшая часть хромового покрытия диффундирует в подложку, большая часть - остается, образуя плотный слой хрома. Предварительные исследования показали, что при толщине слоя хрома более 40 мкм возможно откалывание хрупкого хромового покрытия, при толщине слоя менее 30 мкм в хром может проникнуть медь, что нежелательно. Далее наносят припой на ребристую поверхность 5 медной пластины 2 и паяемую поверхность стальной пластины 1. Пластины 1 и 2 соединяют по паяемым поверхностям и паяют в печи в защитной среде, например в аргоне или в вакууме 1•10-2 мм рт. ст. Температура пайки 1000±10oC, выдержка при ней 30 40 мин. При указанной температуре протекает интенсивная взаимная диффузия меди в никель, никеля в медь и хром, хрома в никель. За время выдержки 30 40 мин слой никеля целиком продиффундирует в медь и хром, а оставшийся на поверхности слой хрома уплотнится и в результате образуется достаточно прочное сцепление покрытия с подложкой, что подтвердили металлографические исследования. По завершению процесса пайки были проведены испытания на герметичность паяного шва 3. Анализ этих испытаний показал качественное соединение пластин 1 и 2 и полное отсутствие разгерметизации конструкции кессона.
Пример 1. Ниже приведенный пример изготовления заявленного кессона плавильного агрегата является наиболее предпочтительным.
Изготавливали кессон для охлаждения стенок и свода печи для сжигания твердых отходов. Стальную и медную пластины фрезеровали под заданный размер кессона. На медной пластине нарезали каналы с соотношением ширины к глубине, равным 1 0,7. На ее поверхность, противоположную ребристой поверхности, наносили никельхромовое покрытие. Сначала эту поверхность обезжиривали, а затем электролитическим методом из сернокислых растворов наносили соответственно слой никеля толщиной 5 мкм и слой хрома толщиной 30 мкм. На ребристую поверхность медной пластины располагали медномарганцевый припой толщиной 15 мкм, на паяемую поверхность стальной пластины медный припой толщиной 5 мкм. Пластины собирали с образованием внутренних каналов. Пайку проводили в печи в вакуумной атмосфере с разрежением 1•10-2 мм рт.ст. при температуре 1000 ±10oC в течение 30 мин. После пайки и охлаждения в защитной среде аргоне, кессон был подвергнут испытаниям на герметичность паяного шва. Разгерметизации не обнаружено. Металлографические исследования никельхромового покрытия показали взаимное растворение никеля в меди и хрома в никеле, а также образование плотного непродиффундированного слоя хрома. Механические испытания показали высокую степень сцепления покрытия с подложкой.
Пример 2. Был изготовлен кессон с теми же размерами каналов на медной поверхности, что и в примере 1. Никельхромовое покрытие наносили из сернокислых растворов, причем сначала наносили слой никеля толщиной 10 мкм, а затем слой хрома толщиной 40 мкм. После сборки пластин осуществляли пайку кессона в атмосфере инертного газа аргона, при температуре 1000±10oC в течение 40 мин. Кессон был подвергнут тем же испытаниям, что и в примере 1. Анализ показал высокую степень сцепления покрытия с подложкой и отсутствие разгерметизации.
Оба опытных образца были испытаны в экстремальных условиях: в тепловом потоке агрессивной среды кислороде, нагретом до температуры 4000oC в течение 2 ч. Медные пластины кессонов не имели прогаров.
Таким образом, выполнение кессона плавильного агрегата в виде спаянных между собой медной и стальной пластин с каналами на внутренней поверхности медной пластины и расположение на наружной ее поверхности никельхромового покрытия, а также технология его изготовления, заключающаяся в нанесении сначала слоя никеля толщиной 5 10 мкм, а затем слоя хрома толщиной 30 40 мкм с последующей пайкой при температуре 1000±10oC и выдержке 30 40 мин, позволили создать кессон, работоспособный при высоких температурах и в агрессивных средах в течение длительного времени за счет обеспечения равномерности его охлаждения и защиты от воздействия агрессивных сред.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООТВОДЯЩЕГО КЕССОНА | 2002 |
|
RU2239530C2 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ | 1997 |
|
RU2105645C1 |
| СПОСОБ ПАЙКИ АЛЮМИНИЯ С ЖАРОПРОЧНЫМИ СТАЛЯМИ И СПЛАВАМИ | 1996 |
|
RU2101146C1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ | 1995 |
|
RU2104840C1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1995 |
|
RU2090321C1 |
| СПОСОБ ИСПЫТАНИЯ НА ОСЕВОЕ РАСТЯЖЕНИЕ ОБРАЗЦА МЕТАЛЛА В КОНТАКТЕ С ПРИПОЕМ | 1995 |
|
RU2105965C1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1996 |
|
RU2101148C1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКОЙ ПЛАСТИНЫ С КЕРАМИКОЙ | 1996 |
|
RU2096388C1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ | 1996 |
|
RU2101147C1 |
| КОМПЛЕКС УСТРОЙСТВ ДЛЯ УТИЛИЗАЦИИ ТВЕРДЫХ БЫТОВЫХ И ПРОМЫШЛЕННЫХ ОТХОДОВ | 2000 |
|
RU2185572C2 |

Изобретение относится к оборудованию плавильных агрегатов, в частности к кессонам, предназначенным для охлаждения их стенок и сводов в условиях высоких температур и агрессивных сред. Технический результат - предотвращение перегрева медной пластины кессона и ее прогара в течение длительного времени. Кессон закрепляют в стенках и сводах так, что его медная пластина 2 обращена к рабочей зоне печи поверхностью, содержащей никельхромовое покрытие 6. Хладагент - вода, через патрубок 7 непрерывно поступает в коллектор 9, а затем - в каналы 4. Уходит вода через патрубок 8. Данное изобретение предусматривает изготовление кессона в виде спаянных друг с другом медной и стальной пластин. Предварительно на медной пластине 2 выполняют каналы 4 с оптимальным соотношением ширины к глубине 1 : 0,7 с образованием ребристой поверхности 5. На ее противоположной поверхности наносят сначала электролитический слой никеля толщиной 5 - 10 мкм, затем - слой хрома толщиной 30 - 40 мкм. После расположения на паяемых поверхностях припоя и сборки кессона его паяют в защитной среде при температуре 1000±10oC в течение 30 - 40 мин. 2 ил.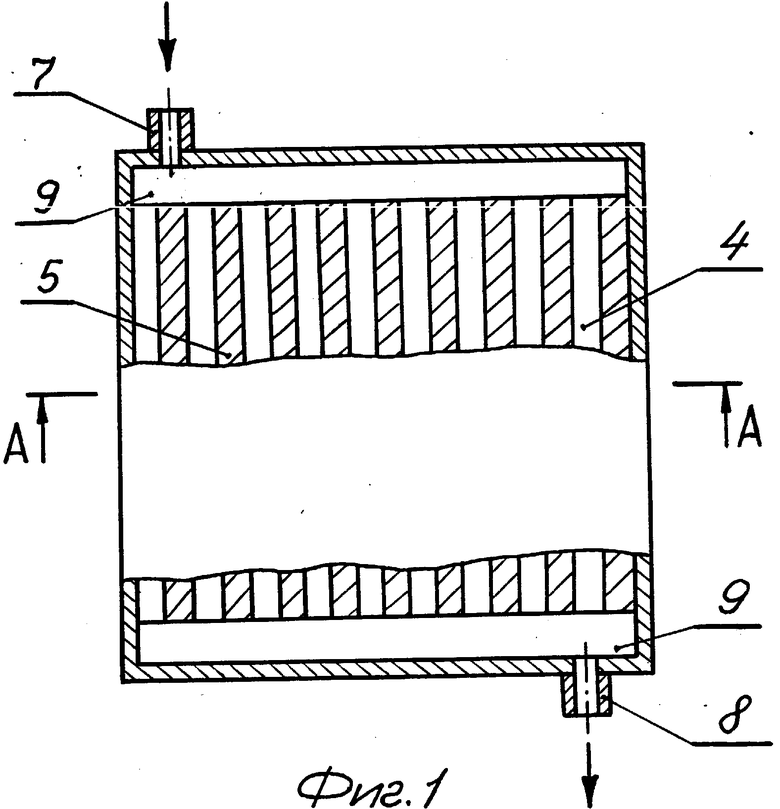
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ОХЛАЖДЕНИЯ КЛАДКИ ШТЕЙНОВЫХ И ШЛАКОВЫХ ШПУРОВ РУДНО-ТЕРМИЧЕСКИХ ПЕЧЕЙ | 0 |
|
SU166837A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Секция свода дуговой печи | 1980 |
|
SU943510A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Кессон металлургического агрегата | 1987 |
|
SU1444608A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
