Изобретение относится к технологии изготовления теплоотводящих кессонов, используемых в плавильных агрегатах, в частности в печах для сжигания твердых отходов, для охлаждения их стен и сводов в условиях высоких температур и агрессивных сред.
Чаще всего для предотвращения прогорания стенок и сводов печей, предназначенных для сжигания твердых бытовых и промышленных отходов, используются теплоотводящие кессоны, выполненные в виде толстых медных водоохлаждаемых пластин (патенты РФ 2062949, 2122155).
Однако ресурс работы этих пластин недостаточно высок, поскольку при температурах в печах выше 1400°С они относительно быстро выходят из строя, тем самым снижается производительность печей.
Известен способ изготовления теплоотводящих кессонов, предназначенных для применения в печах для сжигания твердых бытовых и промышленных отходов (патент РФ №2100728). Известный кессон выполнен в виде спаянных между собой медной и стальной пластин с прикрепленными к одной из них патрубками для входа и выхода хладагента. Способ включает в себя выполнение на внутренней поверхности медной пластины параллельных каналов и с противоположных сторон - углублений одинаковой ширины с выходом в них каналов, а на ее наружной поверхности - нанесение электролитическим методом защитного покрытия в виде сначала слоя никеля толщиной 5-Юмкм, а затем - хрома толщиной 30-40 мкм. Далее на плоской поверхности стальной пластины и на ребристой поверхности медной пластины размещают припой, собирают кессон с образованием между углублениями коллекторов входа и выхода хладагента и осуществляют пайку в защитной среде при температуре 1000±10°С.
Выполнение кессона в виде спаянных медно-стальных пластин обеспечивает равномерное охлаждение медной пластины, а покрытие стальной пластины, обращенной к рабочей зоне печи, защищает кессон от прогара.
Однако при размещении припоя и сборке кессона на плоской поверхности стальной пластины в процессе пайки происходит растекание припоя, что может привести к образованию непропаев в паянном соединении, особенно в их периферийных участках, и выходу из строя кессона при его эксплуатации.
Задача изобретения - разработка технологии изготовления теплоотводящего кессона, обладающего высоким ресурсом работы в плавильных агрегатах при температурах выше 1400-1500°С.
Согласно изобретению задача решена за счет того, что на внутренней поверхности медной пластины с противоположных сторон выполняют углубления, между ними нарезают параллельные каналы с выходами в них и образованием ребристой поверхности. На внутренней поверхности стальной пластины выполняют канавки с шириной каждой, соответствующей ширине ребер медной пластины, при этом выполнение канавок осуществляют с плавным выходом с обеих сторон на плоскость пластины с образованием на ней с противоположных сторон участков, идентичных по форме и расположению углублениям на медной пластине. На наружной поверхности медной пластины наносят слой защитного покрытия. В качестве этого покрытия используют преимущественно никель-хромовый слой, однако, могут быть использованы также и покрытия из чистого никеля, полученного ионно-плазменным напылением, или из никеля с нанесенным на него огнестойким эмалевым слоем. Далее размещают в канавках стальной пластины припой и при сборке кессона медную пластину вставляют ребрами в соответствующие канавки стальной пластины с образованием зазоров как между горизонтальными паяемыми поверхностями, так и между боковыми, а также коллекторов между углублениями на медной пластине и гладкими участками на стальной. Пайку пластины осуществляют в пакете, содержащем их не менее двух пар, причем процесс проводят под нагрузкой в защитной среде.
Технический результат - повышение прочности и герметичности кессона, обеспечивающее высокую надежность при эксплуатации и сокращение технологического цикла его изготовления.
Предложенный способ поясняется чертежами.
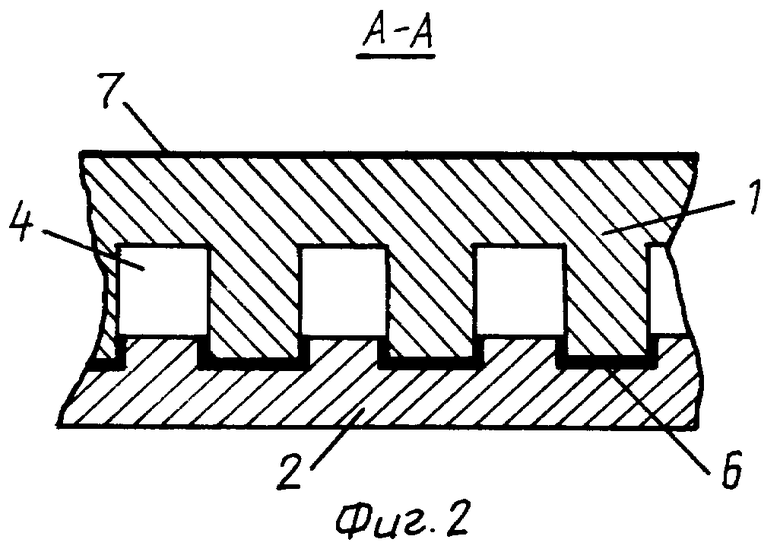
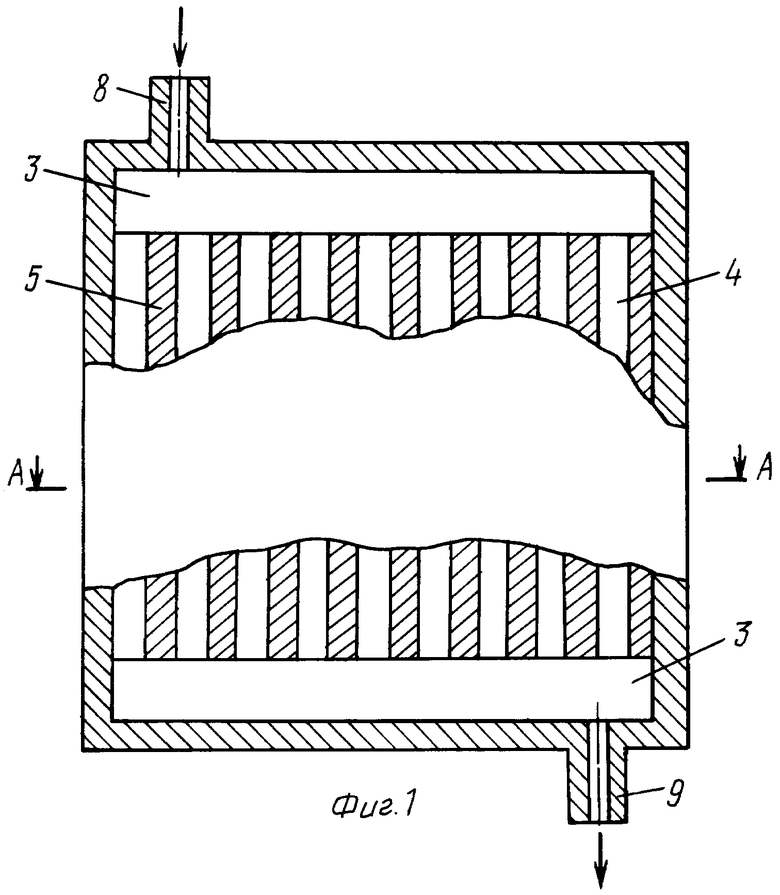
На фигуре 1 изображен общий вид кессона, на фигуре 2 - боковая проекция с разрезом по А-А фигуры 1.
Согласно изобретению способ изготовления теплоотводящего кессона осуществляют следующим образом.
Предварительно изготавливают заготовки медной и стальной пластин 1, 2. На внутренней поверхности медной пластины 1 выполняют с противоположных сторон углубления, образующие при сборке коллекторы 3. Между углублениями с выходом в них нарезают параллельные каналы 4 заданной глубины с образованием ребристой поверхности с ребрами 5 заданной ширины. На внутренней поверхности стальной пластины 2 нарезают канавки 6 шириной, соответствующей ширине ребер 5, с плавным выходом к противоположным сторонам пластины 2 с образованием гладких участков, идентичных углублениям - коллекторам 3 на медной пластине 1. Канавки 6 выполняют, преимущественно используя оборудование для электроэрозионной обработки, включая электрод, аналогичный по форме и размерам конфигурации внутренней поверхности пластины 1, причем весь процесс осуществляют за один прием. На наружную поверхность медной пластины 1 наносят никель-хромовое защитное покрытие 7, при этом электролитическим методом наносят слой никеля толщиной 5-10 мкм, а затем - слой хрома толщиной 30-40 мкм. В качестве защитного покрытия могут быть применены чистый никель, полученный ионно-плазменным напылением, или никель с нанесенным на него слоем огнестойкой эмали. Далее в канавках 6 стальной пластины 2 размещают припой, преимущественно на марганцевой основе, и осуществляют сборку кессона. При этом медную пластину 1 вставляют ребрами 5 в соответствующие канавки 6 стальной пластины 2, в результате образуются зазоры как между горизонтальными паяемыми поверхностями, так и их боковыми, а также коллекторы 3 для распределения по каналам 4 кессона хладагента, поступающего в него через патрубок 8, а выходящего из него - через патрубок 9. Собранные пластины парами паяют в эластичном контейнере, помещенном в печь, работающую под давлением. В контейнере горизонтально размещают в пакете несколько пар пластин, затем его вакуумируют и производят пайку под давлением инертного газа, обеспечивающего создание заданной нагрузки на пластины. При нагреве припой расплавляется и заполняет зазоры не только по плоскостям, но и по боковым сторонам между ребрами и канавками, что позволило увеличить поверхность их контакта с припоем, не позволяя ему растекаться по всей плоскости стальной пластины 2. Это обстоятельство обеспечивает получение паяного соединения высокой прочности и герметичности, а значит, и высокую надежность кессона при его эксплуатации. Пайка пластин в пакете способствует сокращению технологического цикла изготовления кессона и его удешевлению.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЕССОН ПЛАВИЛЬНОГО АГРЕГАТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2100728C1 |
| ТЕПЛООТВОДЯЩИЙ КЕССОН | 2003 |
|
RU2232365C1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ | 1995 |
|
RU2104840C1 |
| СПОСОБ ПАЙКИ АЛЮМИНИЯ С ЖАРОПРОЧНЫМИ СТАЛЯМИ И СПЛАВАМИ | 1996 |
|
RU2101146C1 |
| СПОСОБ ИСПЫТАНИЯ НА ОСЕВОЕ РАСТЯЖЕНИЕ ОБРАЗЦА МЕТАЛЛА В КОНТАКТЕ С ПРИПОЕМ | 1995 |
|
RU2105965C1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1995 |
|
RU2090321C1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ | 1997 |
|
RU2105645C1 |
| КОМПЛЕКС УСТРОЙСТВ ДЛЯ УТИЛИЗАЦИИ ТВЕРДЫХ БЫТОВЫХ И ПРОМЫШЛЕННЫХ ОТХОДОВ | 2000 |
|
RU2185572C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА КРИТИЧЕСКОГО СЕЧЕНИЯ СОПЛА КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2006 |
|
RU2352445C2 |
| ПРИПОЙ ДЛЯ ПАЙКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2129062C1 |
Изобретение может быть использовано при изготовлении теплоотводящих кессонов, используемых в плавильных агрегатах, в частности в печах для сжигания твердых отходов для охлаждения их стен и сводов в условиях высоких температур и агрессивных сред. На внутренней поверхности медной пластины выполняют параллельные каналы с образованием ребристой поверхности. Каналы выходят в углубления на противоположных сторонах медной пластины. На внутренней поверхности стальной пластины выполняют образующие ребристую поверхность канавки шириной, соответствующей ширине ребра медной пластины. Канавки выполняют с плавным выходом на плоскость пластины и образованием с противоположных сторон гладких участков, идентичных по форме и расположению углублениям на медной пластине. На наружную поверхность медной пластины наносят слой защитного покрытия, например, никель-хромового. Припой размещают в канавках стальной пластины. При сборке медную пластину вставляют ребрами в соответствующие канавки стальной пластины с образованием зазоров. Пайку осуществляют под нагрузкой в пакете из не менее двух пар пластин. Изготовленные кессоны обладают высоким ресурсом работы при высоких температурах. 1 з.п. ф-лы, 2 ил.
| КЕССОН ПЛАВИЛЬНОГО АГРЕГАТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2100728C1 |
| ПЕЧЬ ДЛЯ СЖИГАНИЯ ТВЕРДЫХ ОТХОДОВ | 1994 |
|
RU2085807C1 |
| СПОСОБ ТЕПЛОВОГО РЕГУЛИРОВАНИЯ ЭЛЕКТРОЛИЗЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2128733C1 |
| Кессон металлургического агрегата | 1987 |
|
SU1444608A1 |
| ЕР 0350356 A1, 10.01.1990. | |||

