Изобретение относится к оребренным изделиям и может использоваться в различного рода теплообменных аппаратах и других конструкциях теплотехнического назначения, где необходимо увеличивать их наружную и внутреннюю поверхность, т.е. повышать развитость теплообменных поверхностей.
Аналогом предлагаемого изобретения являются многослойные панели (Куракин А.К. Куракин Г.К. Производство и применение биметаллов и металлов с защитными покрытиями. Обзор зарубежной техники. ГОСИНТИ, М. 1962, с. 61-62), содержащие внутренние сквозные каналы с направлением вдоль продольной оси этих панелей. Такие изделия получают путем сборки в набор составляющих с последующей их термомеханической обработкой.
Недостаток такого аналога заключается в том,что у чего развита только внутренняя поверхность,а наружная поверхность не имеет оребрения из-за особенностей технологии его изготовления, а именно путем приложения нагрузки снаружи ко всем составляющим. Отсутствие развитости наружной поверхности в таком изделии снижает эффективность теплообмена между пропускаемыми через него теплоносителями.
В качестве прототипа изобретения выбран теплообменник (авт. св. N 1334027, F 28 0 7/00, F 28 F 1/32, Гопин С.Р. Гусев В.А. Либкинд Б.Н. и Панов В. П. Пластинчато-трубный теплообменник. Б.И. N 32, 1987), содержащий пакет пластин, каждая из которых выполнена с рядами отверстий, имеющих по периметру отбортовки, входящие в отверстия смежной пластины с образованием внутренних проходов, в полости которых расположены ребра, формирующие сквозные каналы.
Недостатки теплообменника по прототипу сводятся к ограниченности в развитости его внутренней поверхности. А именно, из-за того, что ребра находятся только у образующей поверхности внутреннего прохода, на которой и осуществляется их крепление. В свою очередь, площадь образующей поверхности имеет предел в меньшую сторону, так как необходимо выполнение отбортовок, которые формируют эту поверхность. При этом в центральной области внутренних проходов отсутствуют ребра, что снижает эффективность теплообмена. Кроме того, площадь сквозных каналов, сформированных ребрами во внутреннем проходе, изменяется по его длине из-за специфики выполнения этих ребер, а именно 7-образных витых вставок. Это приводит к неравномерности прохождения теплоносителя через такие сквозные каналы, что также снижает эффективность теплообмена.
Задача изобретения сводится к расширению номенклатуры беструбного теплообменника из сравнительно не дорогих составляющих взамен труб, обладающего высокоразвитой наружной и внутренней поверхностью для повышения эффективности теплообмена в нем.
Поставленная задача достигается тем, что беструбный теплообменник, содержащий пакет пластин, каждая из которых выполнена с рядами отверстий, имеющих по периметру отбортовки, входящие в отверстия смежной пластины с образованием внутренних проходов, в полости которых расположены ребра, формирующие сквозные несообщающиеся каналы, согласно заявляемому изобретению форма сквозных каналов изменяется вдоль продольной оси внутреннего прохода при соблюдении постоянства площади в их поперечном сечении; сквозные каналы ориентированы прямолинейно вдоль продольной оси внутреннего прохода; сквозные каналы ориентированы по винтовой линии относительно продольной оси внутреннего прохода; ребра выполнены в виде дискретных вставок, расположенных в проходах на расстоянии друг от друга.
Существенное отличие предлагаемого изобретения заключается в том, что помимо высокоразвитой наружной поверхности беструбного теплообменника, присутствие ребер в его внутренних проходах по всей площади поперечного сечения последних значительно увеличивает внутреннюю поверхность такого теплообменника. К тому же образование этими ребрами сквозных каналов с изменяющейся формой в их поперечном сечении по длине прохода расширяет номенклатуру беструбного теплообменника.
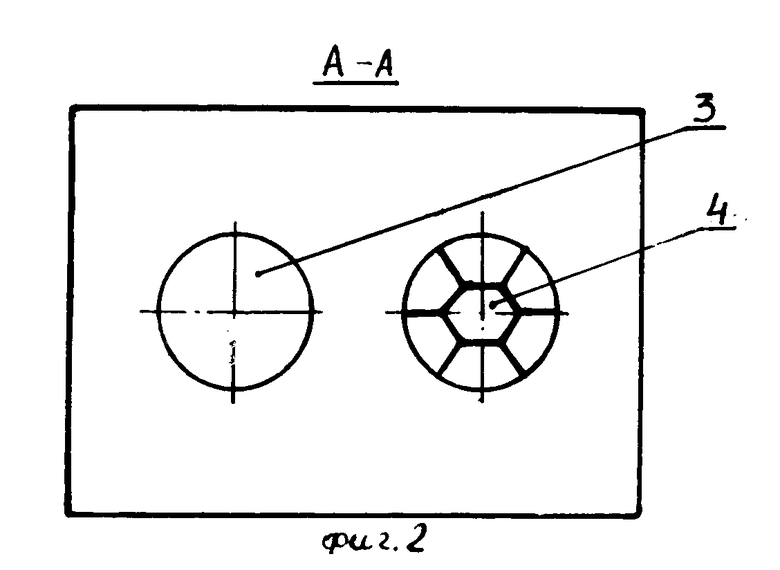
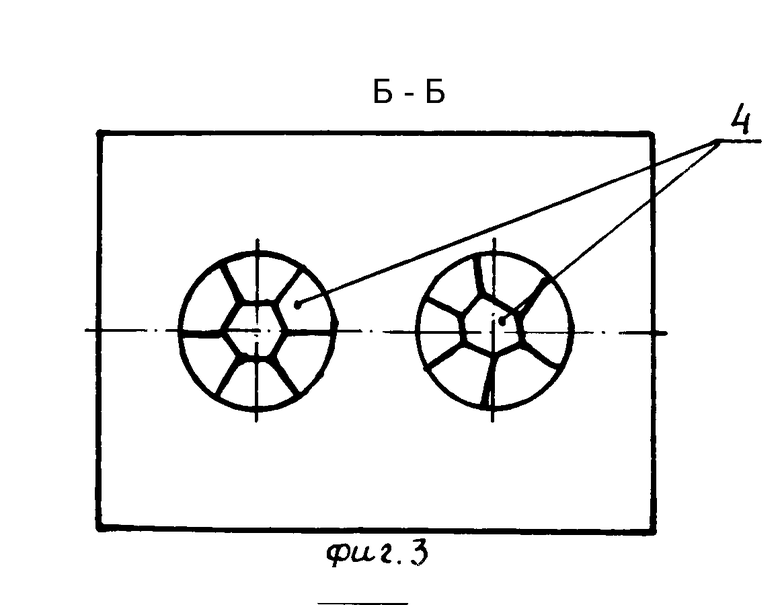
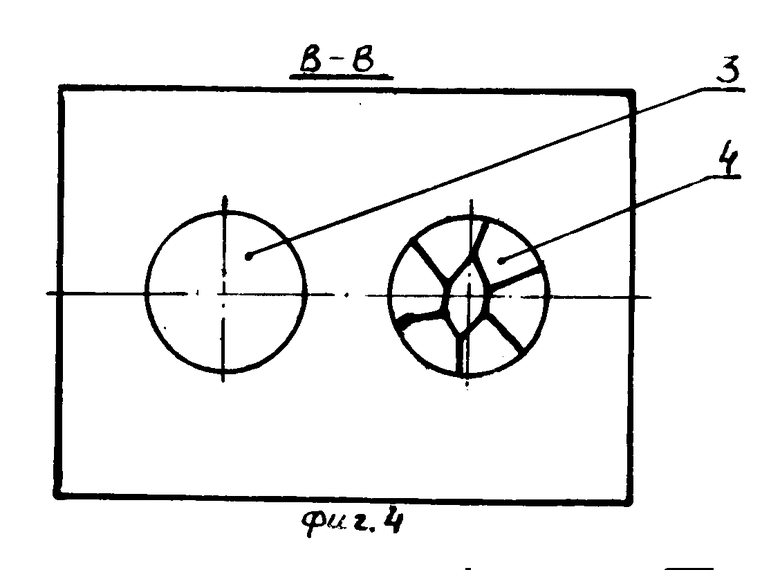
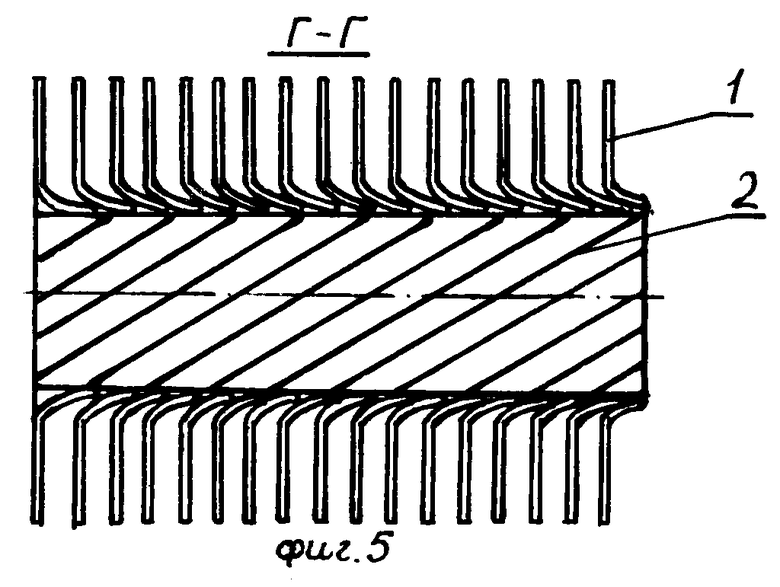
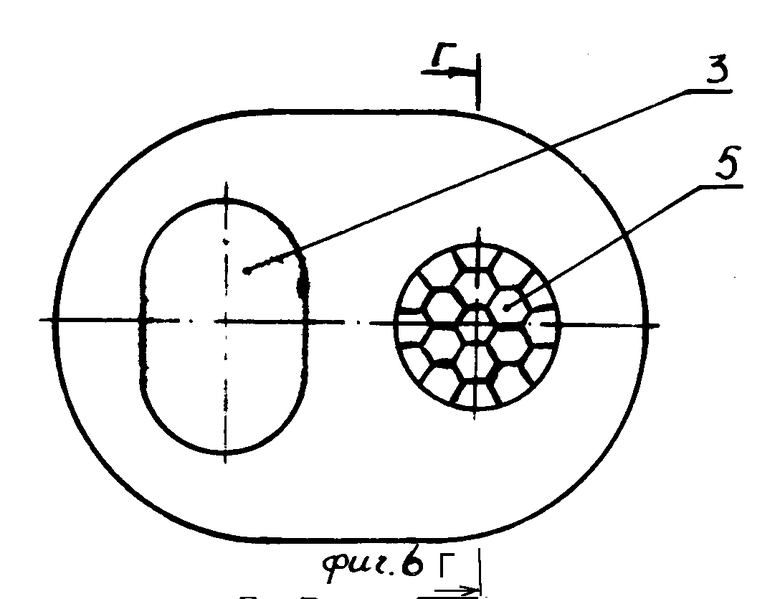
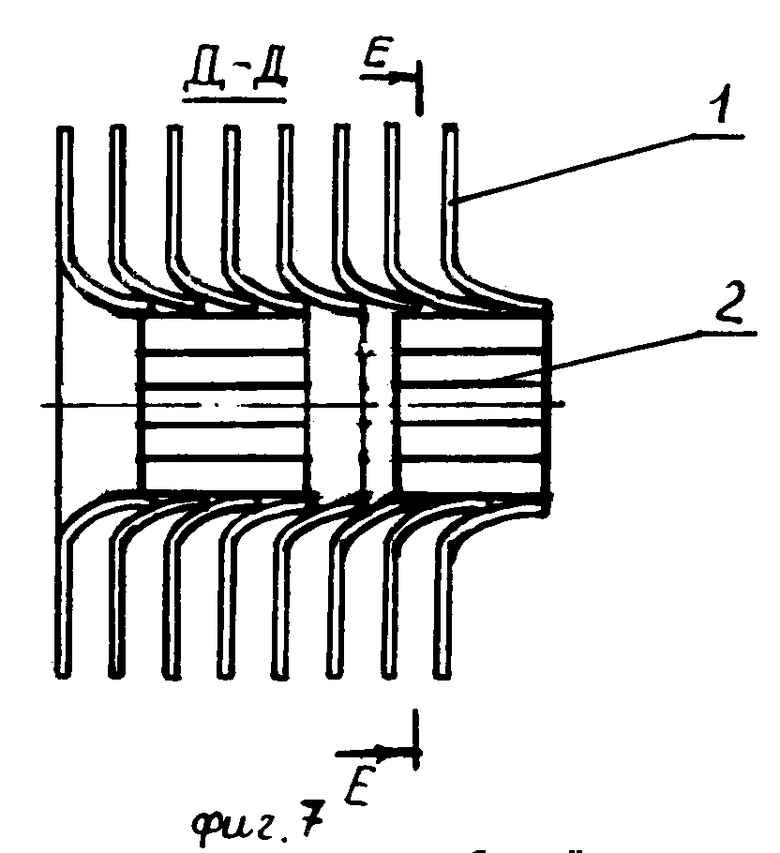
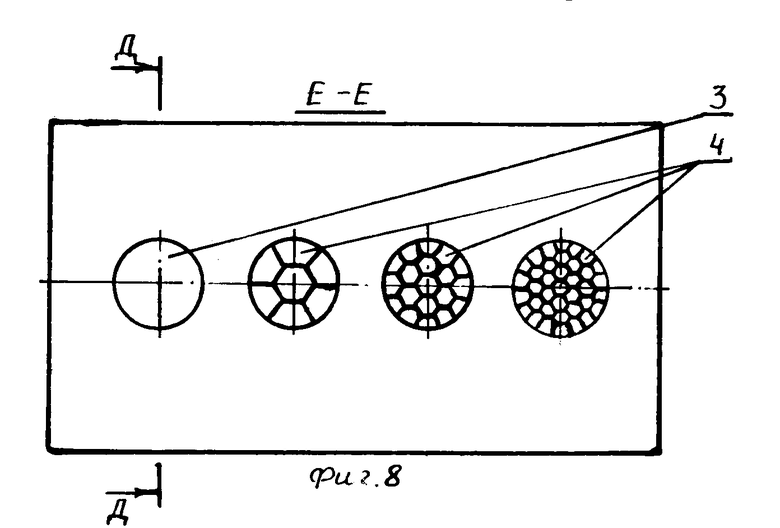
На фиг. 1, 5, 7 представлены беструбный теплообменник, продольное сечение; фиг. 2, 3, 4, 6, 8 беструбный теплообменник, поперечное сечение; где 1 наружное ребро из пластины с отбортовкой у ее отверстия, 2 - внутреннее ребро из гофрированной ленты, 3 внутренний проход, 4 сквозной прямолинейный канал, 5 сквозной винтообразный канал.
Технологический процесс получения беструбного теплообменника сводится к тому, что вначале собираются гофрированные ленты в набор и их совместная пластическая деформация, а затем деформированный набор вводится в набор пластин, совмещенные по их отверстиям с отбортовкой. В заключение проводится термообработка.
Расстояние между ребрами или диаметр каналов, образованные этими ребрами, может варьировать от нескольких микрон до нескольких десятков миллиметров, а количество этих каналов может достигать нескольких тысяч и более.
Изменение формы сквозных каналов по длине теплообменника при соблюдении постоянства площади в их поперечном сечении, а также ориентирование таких каналов по винтовой линии приводит к турбулизации пропускаемого теплоносителя. Эти обстоятельства существенно повышают эффективность теплообмена между пропускаемыми теплоносителями.
Примеры отдельных вариантов конструкции беструбного теплообменника следующие:
Пример 1. Беструбный теплообменник из медненной стали (фиг. 1-4) содержит наружные ребра 1 из пластин с отбортовками у их отверстий и внутренние ребра 2 из гофрированных лент, последние из которых формируют сквозные прямолинейные каналы 4 количеством 7 шт. Неразъемные соединения пластин и лент образованы путем их совместной термообработки вплоть до температуры расплавления меди.
Пример 2. Медный беструбный теплообменник (фиг. 5 и 6) имеет наружные и внутренние ребра (1 и 2 соответственно), последние из которых, образуют сквозные винтообразные каналы 5 количеством 19 шт. В этом варианте неразъемные соединения получены в результате совместной термообработки составляющих при температуре взаимной диффузии атомов меди.
Пример 3. Беструбный теплообменник из алюминия (фиг. 7 и 8) содержит наружные и внутренние ребра (1 и 2). В четырех внутренних проходах 3 находятся сквозные прямолинейные каналы количеством 7, 7, 19 и 37 шт. Причем в одном из двух проходов, содержащие по 7 каналов, ребра выполнены в виде дискретных вставок гофрированных лент как показано на фиг. 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ БЕСТРУБНОГО ТЕПЛООБМЕННИКА | 1994 |
|
RU2069830C1 |
| ПЛАСТИНЧАТО-ТРУБНЫЙ ТЕПЛООБМЕННИК | 1998 |
|
RU2145051C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЫ ПЛАСТИНЧАТО-ТРУБНОГО ТЕПЛООБМЕННИКА | 1995 |
|
RU2101117C1 |
| ПЛАСТИНЧАТО-ТРУБНЫЙ ТЕПЛООБМЕННИК | 1998 |
|
RU2139483C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЫ ПЛАСТИНЧАТО-ТРУБНОГО ТЕПЛООБМЕННИКА | 1998 |
|
RU2144445C1 |
| ТЕПЛООБМЕННИК | 2010 |
|
RU2425297C1 |
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК | 2011 |
|
RU2478891C2 |
| ПЛАСТИНЧАТО-ТРУБНЫЙ ТЕПЛООБМЕННИК | 1998 |
|
RU2137076C1 |
| СПОСОСБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЫ ПЛАСТИНЧАТО-ТРУБНОГО ТЕПЛООБМЕННИКА | 1997 |
|
RU2137077C1 |
| Пластинчатый теплообменник | 1990 |
|
SU1733895A1 |
Использование: в различного рода теплообменных аппаратах и других конструкциях теплотехнического назначения, в которых необходимо увеличивать как наружную, так и внутреннюю поверхность. Сущность изобретения: во внутренних проходах образованных отверстиями с отбортовками в пластинах, расположены ребра, закрепленные на образующей поверхности этих проходов и формирующие сквозные каналы. Сквозные каналы могут быть ориентированы прямолинейно вдоль продольной оси внутреннего прохода, либо по винтовой линии относительно продольной оси внутреннего прохода. Форма сквозных каналов изменяется вдоль продольной оси внутреннего прохода при соблюдении постоянства площади в их поперечном сечении. 3 з.п. ф-лы, 8 ил.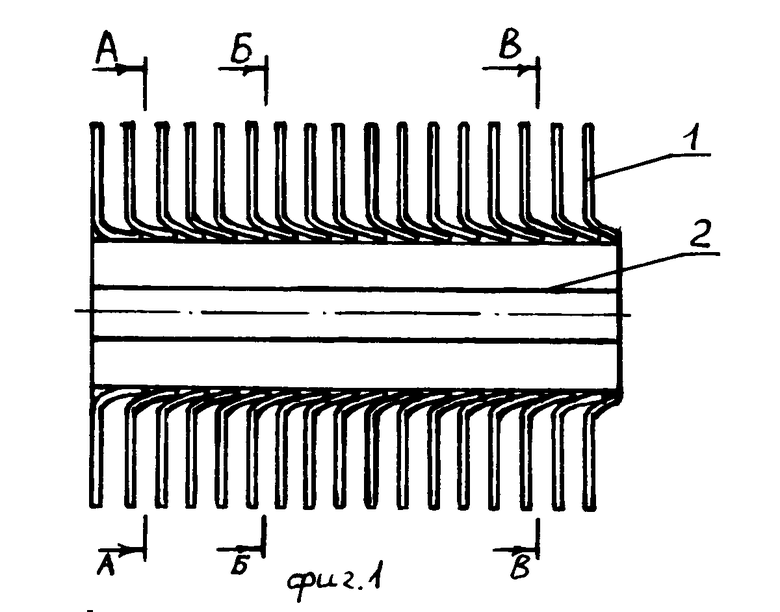
| Куракин А.К., Куракин Г.К | |||
| Производство и применение биметаллов и металлов с защитными покрытиями | |||
| Обзор зарубежной техники | |||
| - М.: ГОСИНТИ, 1962, с | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| SU, авторское свидетельство, 1334027, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
