Изобретение относится к производству стальных слитков, предназначенных для последующей прокатки.
Известен способ отливки слитков, в процессе которого выплавленную кипящую сталь разливают в уширенные кверху изложницы, после чего в момент наполнения прибыльной части слитка в расплав вводят раскислитель.
В процессе наполнения слитка формируется достаточно толстый наружный слой из кипящей стали, обеспечивающий ему чистую поверхность, а благодаря раскислению внутреннего слоя слитка его металла приобретает все достоинства спокойной стали. Однако повышений прочностных и вязкостных свойств металлопроката из таких слитков не наблюдается.
Известен способ отливки слитков, принятый за прототип, включающий погружение в залитый в изложницу металла штанг, имеющий химический состав, аналогичный залитому в изложницу металлу, причем погруженную в жидкий металл штангу фиксируют на определенном заданном расстоянии от верха и низа изложницы.
Данный способ также не обеспечивает увеличений прочностных и вязкостных свойств металлопроката из отлитых таким образом слитков. После термоупрочнения проката из упомянутых слитков одновременно с увеличением прочностных свойств металла идет падение его пластичности.
Задачей изобретения является повышение прочностных и вязкостных свойств металла.
Поставленная задача достигается тем, что в способе отливки слитков, включающем установку по высоте изложницы металлического стержня и заливку в нее жидкого расплава, согласно изобретению, при установке используют стержень из высокомарганцевой стали Гадфильда, который смещают относительно оси изложницы на величину, определяемую, исходя из зависимости:
ΔD = (0,15 - 0,30)D
где D средний приведенный диаметр полости изложницы.
Проверка соответствия заявляемого способа требованием новизны проводилась с учетом опубликованных заявок. Сравнение предлагаемого способа с прототипом позволило установить его критерию изобретения "новизна".
Величины смещения стержня от оси изложницы (0,15-0,30)D установлены экспериментально, учитывая, что при термоупрочнении металлопроката в потоке стана, например арматуры, последняя подвергается термоупрочнению не по всему сечению и гарантирует, что в металлопрокате стержень будет находится в той его части, которая подвергается термоупрочнению. Смещение стержня на расстояние менее 0,15D от оси изложницы нецелесообразно, т.к. эта часть сечения слитка выходит за границу скорости охлаждения, обеспечиваемую термообработкой. В этом случае не гарантировано получение прочностных и одновременно вязких свойств металлопроката в термоупрочненном состоянии.
При величине смещения стержня на расстояние, более 0,30D, во время наполнения изложницы металлом резко возрастает вероятность касания стержнем стенки изложницы с последующим его выходом на поверхность заготовки при прокатке слитков. При этом не достигается качества поверхности и выполнения требований механических свойств по прочности и текучести готового проката.
Предлагаемый способ предусматривает последовательность операции и устанавливает зависимость смещения стержня из высокомарганцовистой стали Гадфильда относительно оси изложницы от приведенного диаметра последней, т.е. способ выполнен на изобретательском уровне.
Пример. Испытания заявляемого способа заключались в следующем. В качестве металла для расплава, заливаемого в уширенную кверху изложницу, использовали углеродистую конструкционную сталь, выплавленную в 160-тонном конвертере в промышленных условиях кислородно-конвертерного цеха N 1, следующего химического состава, мас. углерод 0,15; кремний 0,08; марганец 0,53; железо остальное. По высоте изложницы устанавливали металлический стержень из высокомарганцовистой стали Гадфильда, имеющей высокую ударную вязкость и прочность в закаленном состоянии. Площадь стержня изменяли в зависимости от параметров изложницы, например, при получении слитка в изложницах емкостью 11,7 т стержень был выбран и установлен с площадью сечения Sст 0,0144 м2, при этом Sст Sизл 2,1•10-2. В качестве металлического стержня использовали стержень из стали Гадфильда следующего химического состава, мас. углерод 1,2; марганец 12,5; кремний 0,60. Стержень смещали относительно оси изложницы на ΔD 0,2D, где D средний приведенный диаметр полости изложницы. После заливки изложницы расплавом этот стержень не расплавлялся полностью. Из полученного слитка прокатывали арматуру диаметром 16 мм. Арматуру термоупрочняли в потоке прокатного стана с температурой 1000oC. При этом стержень из высоокмарганцовистой стали оказался в зоне арматуры, подвергаемой закалке.
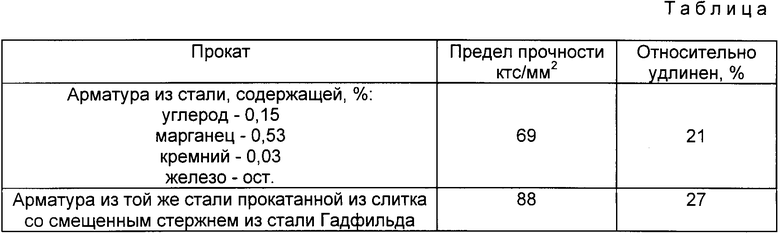
В таблице приведены свойства металлопроката, полученного из неармированного слитка и слитка, армированного стержнем из стали Гадфильда.
Полученные пределы прочности (88 кг/см2) и относительное удлинение (27%) термоупрочненной арматуры, прокатанной из слитка, отлитого по заявляемому способу,намного выше, чем у металлопроката из стали А400С (69 и 21 соответственно).
Способ промышленно применим при производстве стальных слитков, предназначенных для последующей прокатки строительной арматуры и получения проволоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТЛИВКИ СЛИТКОВ | 1996 |
|
RU2105631C1 |
| СПОСОБ ОТЛИВКИ СЛИТКОВ | 1996 |
|
RU2086343C1 |
| СТАЛЬНОЙ СЛИТОК ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА | 1994 |
|
RU2103104C1 |
| СПОСОБ ОТЛИВКИ СЛИТКОВ | 1994 |
|
RU2083316C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА | 1995 |
|
RU2081189C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС ИЗ НЕПРЕРЫВНОЛИТОГО СЛИТКА | 1994 |
|
RU2049586C1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕРМОУПРОЧНЕННОЙ АРМАТУРЫ | 2008 |
|
RU2360978C1 |
| СПОСОБ РАЗЛИВКИ СТАЛИ СВЕРХУ | 1999 |
|
RU2166403C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ КАТАНКИ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО ПРОКАТА ПЕРИОДИЧЕСКОГО ПРОФИЛЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2394923C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА | 1994 |
|
RU2081182C1 |
Изобретение относится к производству стальных слитков, предназначенных для последующей прокатки. Задача - разработка способа, основанного на установке по высоте изложницы металлического стержня с последующей заливкой в нее жидкого расплава, в результате реализации которого в металлопрокате из этих слитков в термоупрочненном состоянии увеличиваются как прочностные, так и вязкостные свойства. Новым в способе является то, что используют стержень из высокомарганцовистой стали Гадфильда, а при установке стержня его смещают относительно оси изложницы на величину, определяемую из зависимости
ΔD = (0,15 - 0,30)D,
где D - средний приведенный диаметр полости изложницы.1табл.
Способ отливки слитков, включающий установку по высоте изложницы металлического стержня и заливку в нее расплава, отличающийся тем, что металлический стержень используют из высокомарганцовистой стали Гадфильда, а при установке этого стержня его смещают относительно оси изложницы на величину ΔD, определяемую из математического выражения
ΔD = (0,15 - 0,30)D,
где D средний приведенный диаметр полости изложницы.
| Просвирин К.С | |||
| и др | |||
| Отливка крупных слитков с кипящей корочкой | |||
| - М.: Металлургия, 1985, с.71 | |||
| Авторское свидетельство N 1156824, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
