Изобретение относится к области черной металлургии и может быть использовано при разливке стали сверху.
Известен способ разливки стали сверху, включающий засыпку на поддон мелконарезанной кромки обрези листов размером, не превышающем 150х40х5 мм, в количестве 5 кг на 1 т стали (1).
Недостатком данного способа является высокий расход поддонов, так как снижается лишь приваривание слитков к поддонам, а заваривания выгоревших участков поддона не происходит.
Наиболее близким к предлагаемому по технической сущности является способ разливки стали сверху, включающий размещение на поддоне, перед началом подачи расплава в изложницу, металлического кускового материала с насыпной массой (2,5-3,5)•103 кг/м3 в виде конуса, закрывающего площадь поддона на 30-60% площади отверстия нижнего основания изложницы, причем высоту конуса определяют по формуле: H = К•P/S, где H - высота конуса, см; K - коэффициент, равный 53-58 мин•см/т; P - массовая скорость разливки, т/мин; S - поперечное сечение струи, см2 В качестве металлического кускового материала используют отходы сортопрокатного производства (2).
Недостатком известного способа является высокий расход поддонов, так как устраняется лишь приваривание слитков, заваривания выгоревших участков не происходит, что приводит к раннему выходу поддонов из строя.
Задачей изобретения является снижение расхода поддонов за счет заваривания выгоревших участков на их рабочей поверхности.
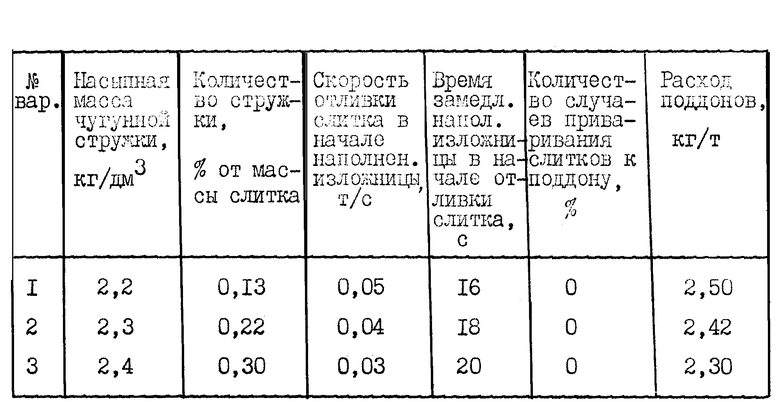
Указанная задача решается тем, что в способе разливки стали сверху, включающем размещение в виде конуса на поддоне, перед началом подачи расплава в изложницу, металлического материала, согласно изобретению в течение 16 - 20 с с начала разливки сталь разливают со скоростью 0,03 - 0,05 т/с, а в качестве насыпного материала используют чугунную стружу насыпной массой 2,2 - 2,4 кг/дм3 в количестве 0,13 - 0,30% от массы отливаемого слитка.
Технический результат, который может быть получен при использовании заявляемого способа, заключается в том, что верхняя часть чугунной стружки растворяется в первых порциях заливаемой стали, охлаждая ее и способствуя быстрому затвердеванию, а часть стружки, расположенной в выгоревшем участке, остается и расплавляется, заваривая сталь, и предотвращает ранний выход поддонов из строя.
Технический результат достигается при указанной совокупности признаков в формуле изобретения. Начало наполнения изложницы сталью производят со скоростью 0,03 - 0,05 т/с в течение времени 16 - 20 с. При скорости наполнения менее 0,03 т/с - в течение времени более 20 с заливаемая сталь быстро охлаждается, стружка, оставшаяся на дне выгара, не расплавляется. При скорости более 0,05 т/с в течение времени менее 16 с стружка вымывается из выгара.
Насыпная масса чугунной стружки должна быть в пределах 2,2 - 2,4 кг/дм3. При насыпной массе менее 2,2 кг/дм3 стружка не удерживается в выгоревшем участке поддона и его заваривания не происходит. При насыпной массе более 2,4 кг/дм3 стружка не расплавляется и ремонта поддона не происходит.
Расход стружки должен быть в пределах 0,13-0,30% от массы отливаемого слитка. При расходе менее 0,13% эффективность ремонта поддона низкая, выгоревший участок заваривается лишь частично. При расходе более 0,30% нижняя часть стружки в выгаре не расплавляется полностью и надежного заваривания выгоревшего участка не происходит.
Способ реализуется следующим образом.
Пример (вариант N 2, см. таблицу). На ОАО "Западно-Сибирский металлургический комбинат" в цехе подготовки составов на чугунные поддоны с помощью бункера-дозатора засыпали чугунную стружку, образующуюся при фрезерной обработке изложниц, насыпной массой 2,3 кг/дм3 в количестве по 25,5 кг (0,22% от массы отливаемого слитка 11,6 т). Стружка размещалась в центре рабочей поверхности поддонов в виде конуса за счет естественного угла откоса. Затем поддоны с установленными на них уширенными книзу изложницами для слитков массой 11,6 т подавались в разливочный пролет конвертерного цеха. Сталь 3 пс разливали из ковша сверху через шиберный затвор с диаметром коллектора 70 мм. Начало наполнения изложниц производили в течение 18 с со скоростью 0,04 т/с. Скорость наполнения изложниц устанавливали с помощью тензометрических весов, установленных на разливочном кране, и регулировали шиберным затвором. Через 18 с после начала отливки слитков затвор открывали на полную струю и дальнейшее наполнение изложниц производили со скоростью 0,07 - 0,40 т/с. Расход поддонов составлял 2,3 - 2,5 кг/т.
Полученные результаты при реализации предлагаемого способа приведены в таблице.
Использование предлагаемого способа позволит надежно защитить поддоны от разрушающего действия струи металла, заваривать в процессе эксплуатации их выгоревшие участки, исключить приваривание слитков к поддонам, сократить расход поддонов и защитного насыпного материала.
Предлагаемый способ промышленно применим, может быть использован в сталеплавильном производстве и предназначен для разливки стали сверху.
Источники информации
1. ж. Металлург, М., 1976 г., N 10, с. 22 - 23.
2. Авт. свид. СССР N 1447543, кл. B 22 D 7/12, 1988 г., БИ N 48.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поддон для разливки стали сверху | 1991 |
|
SU1782188A3 |
| СПОСОБ РАСКИСЛЕНИЯ МАЛОУГЛЕРОДИСТОЙ КИПЯЩЕЙ СТАЛИ | 2005 |
|
RU2309986C2 |
| УСТРОЙСТВО ДЛЯ ОТЛИВКИ СЛИТКОВ | 2000 |
|
RU2168388C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОМПЛЕКТ | 1993 |
|
RU2043831C1 |
| Поддон для изложницы | 1981 |
|
SU980933A1 |
| СПОСОБ РАЗЛИВКИ СТАЛИ И СПЛАВА СВЕРХУ | 2008 |
|
RU2388571C2 |
| СПОСОБ ПРОИЗВОДСТВА НЕСТАРЕЮЩЕЙ СТАЛИ | 1991 |
|
RU2026364C1 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ ПОДШИПНИКОВОЙ СТАЛИ | 1997 |
|
RU2131788C1 |
| СОСТАВ БРИКЕТА ДЛЯ ИНТЕНСИФИКАЦИИ КИПЕНИЯ СТАЛИ В ИЗЛОЖНИЦЕ | 2000 |
|
RU2188740C2 |
| СМАЗКА ДЛЯ ИЗЛОЖНИЦ | 1990 |
|
RU2017556C1 |
Изобретение относится к черной металлургии и может быть использовано при разливке стали. Перед началом разливки на поддоне размещают металлический насыпной материал в виде конуса. В качестве металлического насыпного материала используют чугунную стружку насыпной массой 2,2-2,4 кг/дм3 в количестве 0,13-0,30% от массы отливаемого слитка. Затем в изложницу подают сталь. В течение 16-20 с с начала разливки металл разливают со скоростью 0,03-0,05 т/с. Дальнейшее наполнение изложниц производят полной струей. При этом верхняя часть чугунной стружки растворяется в первых порциях металла, охлаждая его и способствуя быстрому затвердеванию. Часть стружки, расположенная в выгоревшем участке поддона, расплавляется и заваривает его, что предотвращает ранний выход поддонов из строя. 1 табл.
Способ разливки стали сверху, включающий размещение на поддоне перед началом подачи расплава в изложницу металлического насыпного материала в виде конуса, отличающийся тем, что в течение 16 - 20 с с начала разливки сталь разливают со скоростью 0,03 - 0,05 т/с, а в качестве насыпного материала используют чугунную стружку насыпной массой 2,2 - 2,4 кг/дм3 в количестве 0,13 - 0,30% от массы отливаемого слитка.
| Способ разливки стали сверху | 1987 |
|
SU1447543A1 |
| Способ разливки стали сверху | 1988 |
|
SU1611556A2 |
| Поддон для разливки стали сверху | 1991 |
|
SU1782188A3 |
| Способ разливки стали сверху | 1988 |
|
SU1533822A1 |
| Способ разливки стали сверху в изложницы | 1990 |
|
SU1724420A1 |

