Изобретение относится к производству стальных слитков, предназначенных для последующей прокатки.
Известен способ отливки стальных слитков, в процессе которого выплавленную кипящую сталь разливают в уширенные кверху изложницы, после чего в момент наполнения прибыльной части слитка в расплав вводят раскислитель [1]
В процессе наполнения слитка формируется достаточно толстый наружный слой из кипящей стали, обеспечивающий чистую поверхность. Благодаря раскислению внутреннего слоя слитка его металл приобретает все достоинства спокойной или полуспокойной стали. Однако при этом повышений прочностных и вязкостных свойств металлопроката из таких слитков не наблюдается.
Известен способ отливки, принятый за прототип, включающий погружение в залитый в изложницу металл штанг, имеющих химический состав, аналогичный залитому в изложницы расплаву, причем погруженную в жидкий металл штангу фиксируют на определенном заданном расстоянии от верха и низа изложницы [2]
В прокате, полученном из отлитых по данному способу слитков, не достигается каких-либо улучшений прочностных и вязкостных свойств.
Задачей изобретения является повышение прочностных и вязкостных свойств металла.
Задача решается тем, что в способе отливки слитков, включающем установку по высоте изложницы металлического стержня и заливку в нее жидкого расплава, согласно изобретению используют стержень постоянного сечения по длине из высокомарганцевистой стали Гадфильда, при этом площадь его сечения выбирают исходя из зависимости
Sст (7,0 • 10-3 4,5 • 10-1) • Sизл,
где Sст площадь поперечного сечения стержня;
Sизл площадь поперечного сечения полости изложницы по среднему приведенному внутреннему диаметру.
Параметры сечения металлического стержня установлены экспериментально, при этом наименьший коэффициент (7 • 10-3) выбран из соображения обеспечения нерастворимости стержня при заливке расплава в изложницу и кристаллизации слитка, допускается только некоторое плавление его наружной поверхности. Наибольший коэффициент (4,5 х 10-1) выбран из соображения обеспечения качественной заливки слитка и свариваемости стержня с матричной сталью. Установка в изложницу металлического стержня с площадью поперечного сечения менее 7 • 10-3Sизл нецелесообразно, так как наблюдается его полное расплавление при наполнении изложницы, т.е. при получении повышенных прочностных и вязкостных свойств. При использовании металлического стержня с площадью поперечного сечения более 4,5 • 10-1Sизл возникают значительные затруднения при наполнении изложницы, что ведет к снижению качества поверхности слитков, причем повышенных механических свойств готового проката, полученного из таких слитков, не достигается. Значения коэффициентов получены математическим моделированием и на основе промышленных испытаний, при этом учитывались марка стали, ее температура при разливке, скорость наполнения изложницы, развитие конвективных потоков у разного типа изложниц, высота слитка, температура изложницы, наличие или отсутствие теплоизолирующей засыпки слитка.
Использование в качестве металлического стержня аустенитной высокомаргацовистой стали Гадфильда объясняется уникальным комплексом ее свойств: высокие прочность, пластичность, вязкость, стойкость против усталостного разрушения при знакопеременных нагрузках, способность значительно упрочняться при малых растягивающих или сжимающих напряжениях. Иные стали для стержней брать нецелесообразно из-за отсутствия указанного комплекса свойств.
Таким образом, предлагаемый способ отливки слитков предусматривает последовательность операций, устанавливает зависимость площади сечения устанавливаемого по высоте изложницы стержня из высокомарганцовистой стали Гадфильда и площади поперечного сечения полости изложницы, т.е. способ выполнен на изобретательском уровне.
Пример. Промышленные испытания предлагаемого способа заключались в следующем. Для реализации способа в качестве предпочтительного металла, заливаемого в изложницу, использовали выплавленную в 160-тонном конвертере нелегированную конструкционную сталь. По высоте уширенной кверху изложницы прямоугольного сечения устанавливали металлический стержень из высокомарганцовистой стали Гадфильда постоянного сечения по длине, например, состава, углерод 1,2; марганец 13,0; кремний 0,8; фосфор и сера не более 0,09 и 0,02 соответственно. Площадь поперечного сечения стержня выбирали исходя из того, чтобы при заполнении изложницы жидким расплавом, химический состав которого не соответствовал химическому составу стержня, и кристаллизации слитка установленный стержень из стали Гадфильда полностью не расплавился, а только оплавился по его наружной поверхности и количеством содержащегося в нем марганца раскислил сердцевину слитка, устранил внутренние дефекты, например осевые расслоения. В зависимости от массы слитка и предъявляемых требований к механическим свойствам получаемого из данного слитка металлопроката выбирали размер сечения стержня исход из зависимости
Sст (7,0 • 10-3 4,5 • 10-1)Sизл.
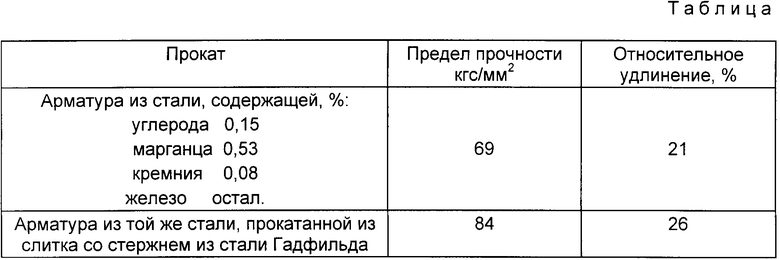
Полученный слиток прокатывали, например, на арматуру, при рассмотрении которой в сечении виден прокатный стержень, окруженный основным металлом из углеродистой стали. После термического упрочнения данной арматуры по режиму стали А400С получены механические свойства, приведенные в прилагаемой таблице, из которой видно одновременное повышение прочностных временное сопротивление (84 кгс/мм2) и вязкостных относительное удлинение (26%) свойств проката, полученного по предлагаемому способу, относительно арматуры из обычных слитков.
Предлагаемый способ промышленно применим при производстве стальных слитков, предназначенных для последующей прокатки строительной арматуры и получения проволоки.
Источники информации
1. Просвирин К. С. Янкелевич Я. П. и др. Отливка крупных слитков с "кипящей корочкой".
2. SU, а.с. 1156824, кл. B 22 D 7/00, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТЛИВКИ СЛИТКОВ | 1996 |
|
RU2086343C1 |
| СПОСОБ ОТЛИВКИ СЛИТКОВ | 1996 |
|
RU2101126C1 |
| СТАЛЬНОЙ СЛИТОК ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА | 1994 |
|
RU2103104C1 |
| СПОСОБ ОТЛИВКИ СЛИТКОВ | 1994 |
|
RU2083316C1 |
| СПОСОБ РАЗЛИВКИ СТАЛИ СВЕРХУ | 1999 |
|
RU2166403C1 |
| ПЕРЕДЕЛЬНЫЙ ГРАФИТИЗИРОВАННЫЙ ЧУГУН | 1994 |
|
RU2082811C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОМПЛЕКТ | 1993 |
|
RU2043831C1 |
| СПОСОБ СОЕДИНЕНИЯ ИЗДЕЛИЯ ИЗ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ С ИЗДЕЛИЕМ ИЗ ВЫСОКОМАРГАНЦОВИСТОЙ АУСТЕНИТНОЙ СТАЛИ | 1996 |
|
RU2128564C1 |
| СТАЛЬ ДЛЯ СВАРОЧНОЙ ПРОВОЛОКИ | 1997 |
|
RU2128721C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС ИЗ НЕПРЕРЫВНОЛИТОГО СЛИТКА | 1994 |
|
RU2049586C1 |
Использование: при производте стальных слитков. Сущность изобретения: в изложницу по ее высоте устанавливают металлический стержень и заливают в нее жидкий металл. Стержень используют из высокомарганцовистой стали Гадфильда, а площадь его сечения в каждом конкретном случае выбирают исходя из зависимости Sс т = (7,0 • 10- 3 - 4,5 • 10-1)Sи з, где Sс т - площадь поперечного сечения стержня; Sи з - площадь поперечного сечения полости изложницы по среднему приведенному внутреннему диаметру. 1 табл.
Способ отливки слитков, включающий установку по высоте изложницы металлического стержня и заливку в нее жидкого расплава, отличающийся тем, что используют стержень постоянного сечения по длине из высокомарганцевистой стали Гадфильда, при этом площадь его сечения выбирают, исходя из зависимости
Sс т (7,0 х 10- 3 4,5 х 10- 1 х Sи з л,
где Sс т площадь поперечного сечения стержня;
Sи з л площадь поперечного сечения полости изложницы по среднему приведенному внутреннему диаметру.
| SU, авторское свидетельство, 1156824, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
