Изобретение относится к области машиностроения, в частности к зажимным приспособлениям для закрепления деталей получашечной формы, с односторонним радиусным изгибом, угловой формы и тому подобных несимметричных деталей, для закрепления которых требуется разный ход зажимных рычагов.
Цель изобретения повышение компактности конструкции при закреплении несимметричных деталей получашечной и тому подобной формы.
Указанная цель достигается тем, что зажимное приспособление для закрепления деталей получашечной формы содержит корпус с размещенными в нем самоустанавливающимся клином расположенными по одной оси плунжерами, предназначенными для взаимодействия с этим клином и зажимными рычагами, при этом клин выполнен несимметричным относительно плоскости, перпендикулярной оси плунжеров, и имеет две рабочие поверхности, первая из которых наклонена к указанной плоскости и пересекает ее, а вторая состоит из участка, наклоненного под тем же углом к той же плоскости, и участка, параллельного этой плоскости. При этом на пересечении двух участков рабочей поверхности клина выполнена канавка, предназначенная для выхода шлифовального круга. Кроме того, на торце каждого плунжера, противоположном рабочему концу, выполнен буртик.
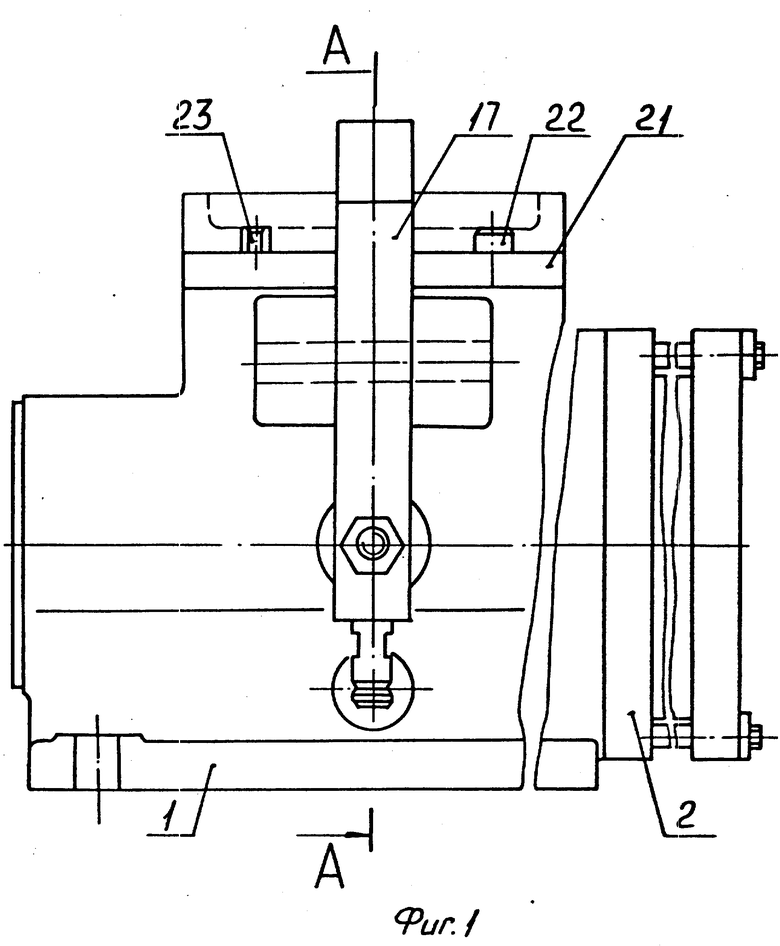
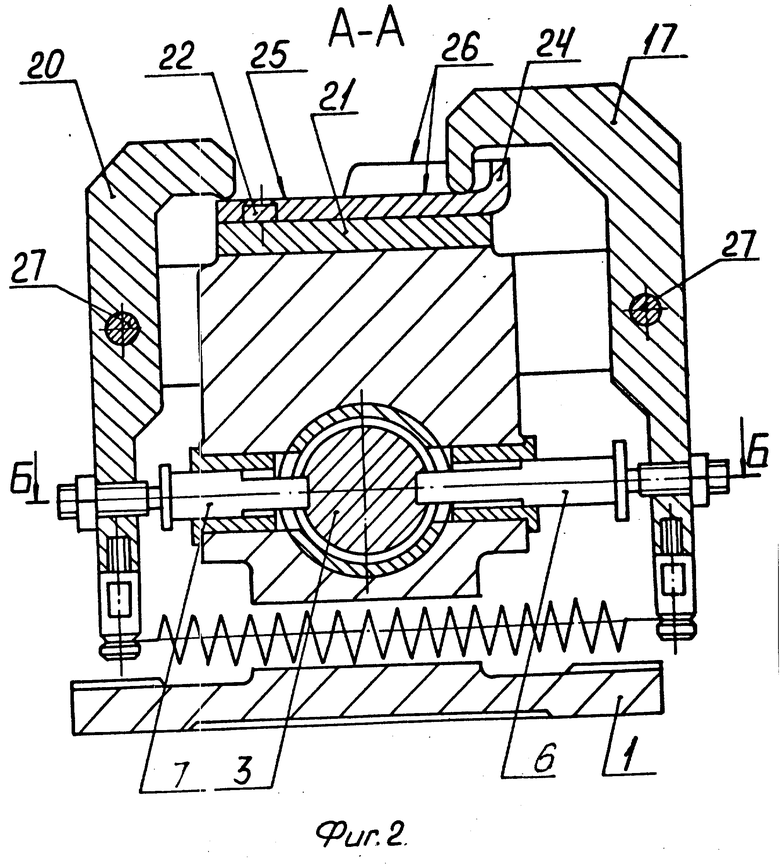
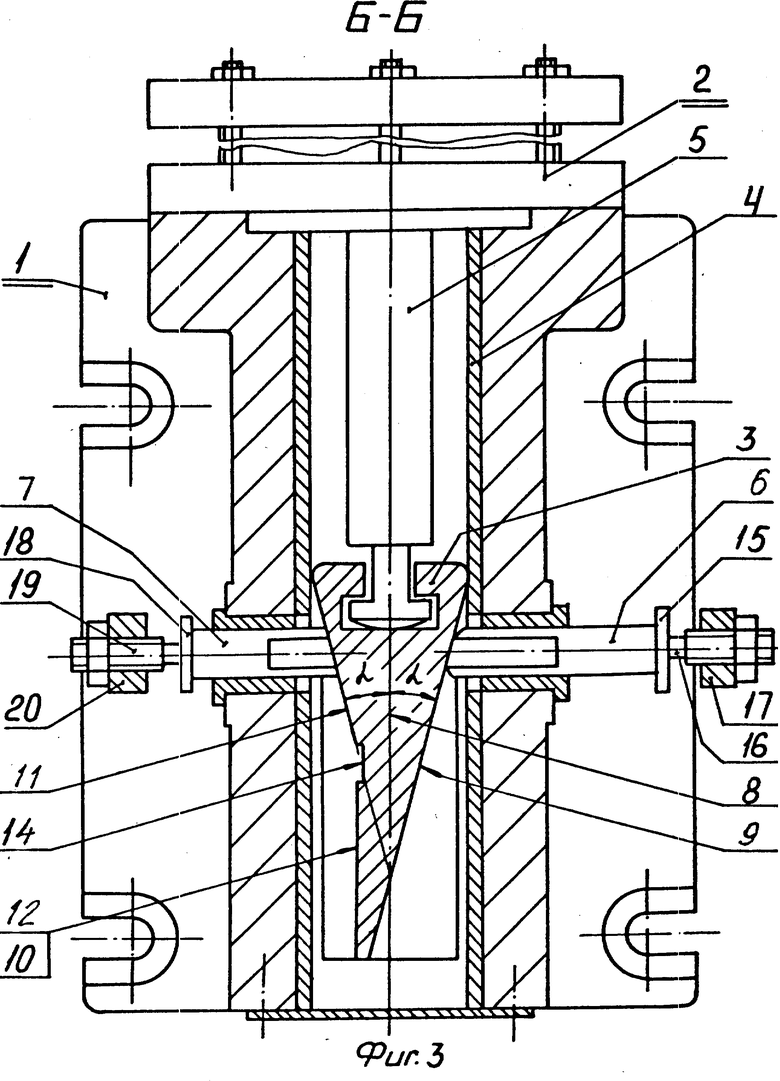
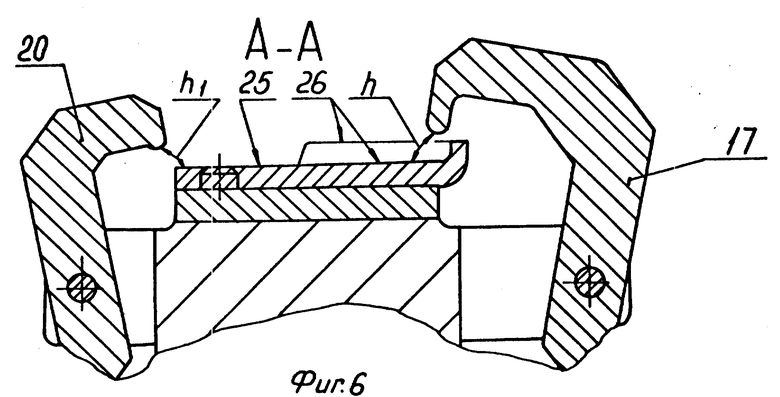
На фиг. 1 показано зажимное приспособление в положении зажима детали, главный вид; на фиг. 2 разрез по А-А на фиг.1; на фиг. 3 разрез по Б-Б на фиг. 2; на фиг. 4 разрез по Б-Б на фиг.2, в исходном положении приспособления; на фиг. 5 разрез по Б-Б на фиг.2, в положении равномерного сближения зажимных рычагов; на фиг. 6 разрез по А-А на фиг. 1,в положение равномерного сближения зажимных рычагов.
Зажимное приспособление для закрепления деталей получашечной формы состоит из корпуса 1, пневмоцилиндра 2, закрепленного на правом торце корпуса, самоутанавливающегося клина 3, расположенного в направляющей втулке 4 корпуса и кинематически, посредством Т образного соединения связанного со штоком 5 пневмоцилиндра 2 и расположенных по одной оси плунжеров 6 и 7. Клин 3 выполнен несимметричным относительно плоскости 8, перпендикулярной оси плунжеров 6 и 7, и имеет две рабочие поверхности 9 и 10, при этом поверхность 9 наклонена к плоскости 8 под углом α и пересекает ее, а вторая 10 состоит из участка 11, наклоненного под тем же углом a к плоскости 8 и участка 12, параллельного плоскости 8. Участок 12 рабочей поверхности 10 расположен на расстоянии l1 от наружной поверхности 13 клина. В месте пересечения наклонного 11 и прямолинейного 12 участков рабочей поверхности 10 клина 3 выполнена канавка 14 для выхода шлифовального круга, что обеспечивает качество изготовления клина. Рабочая поверхность 9 клина 3 взаимодействует с торцевой рабочей поверхностью плунжер 6,который на противоположном конце имеет буртик 15, обеспечивающий контакт с регулировочным винтом 16 подпружиненного зажимного рычага 17. Другая рабочая поверхность 10 клина 3 взаимодействует с торцевой рабочей поверхностью плунжер 7, который на противоположном конце имеет буртик 18, обеспечивающий контакт с регулировочным винтом 19 подпружиненного зажимного рычага 20. При этом длина участка l плунжера 7 определяется по формуле:
l ≥ l1
где l1 расстояние между прямолинейным участком 12 рабочей поверхности 10 клина 3 и его наружной поверхностью 13.
Такая длина плунжера исключает его западание в канавку 14 клина и обеспечивает его плавную (безударную) работу в момент контактирования с наклонным участком 11 поверхности 10 клина. На наружной поверхности корпуса 1 расположена опорная планка 21 и пальцы: цилиндрический 22 и срезанный 23, которые служат для базирования обрабатываемой детали 24 несимметричной детали, для зажима которой необходим разный ход зажимных рычагов, детали получашесной формы, включающей прямолинейный участок 25 и чашевидную часть 26. На осях 27, запрессованных в корпус, расположены подпружиненные зажимные рычаги 17 и 20, при этом в положении равномерного сближения рычагов (фиг.6), расстояние h между зажимной поверхностью рычага 17 и поверхностью 26 зажимаемой детали 24 несколько больше расстояния h1 между зажимной поверхностью рычага 20 и поверхностью 25 зажимаемой детали 24. Такое соотношение необходимо для надежного закрепления детали двумя рычагами. Имеются и другие детали, выполненные по общим правилам конструирования станочных приспособлений.
Зажимное приспособление для закрепления деталей получашечной формы работает следующим образом.
Обрабатываемая деталь 24 устанавливается на опорную планку 21 и два пальца 22 и 23 зажимного приспособления и закрепляется от крана (условно не показано). При этом сжатый воздух поступает в бесштоковую полость пневмоцилиндра 2 и клин 3 начинает перемещаться вдоль оси направляющей втулки 4. Вследствие взаимодействия торцевой поверхности плунжера 6 с наклонной поверхностью 9 клина 3 плоскость 8 последнего повернется до тех пор, пока точка 26 на наружной поверхности клина не коснется внутренней поверхности направляющей втулки 4. При дальнейшем движении клина 3 плунжер 7 своей торцевой поверхностью вступает во взаимодействие с наклонной поверхностью 11 клина и начинается процесс равномерного сближения зажимных рычагов 17 и 20. При этом, поскольку расстояние между торцевыми зажимными поверхностями рычагов 17 и 20 и торцем обрабатываемой детали соответственны h и h1 разные, т.к. h>h1, то рычаг 20 первым коснется поверхности 25 обрабатываемой детали 24, движение его прекратится, плоскость 8 клина 3 начнет поворачиваться против часовой стрелки (см. фиг.5), что вызовет дополнительное перемещение зажимного рычага 17 и зажим его торцевой зажимной поверхностью обрабатываемой детали 24. Деталь надежно закреплена двумя зажимными рычагами 17 и 20. После обработки деталь разжимается.
Предлагаемая конструкция зажимного приспособления позволит существенно уменьшить его радиальные габариты, что в свою очередь при многоинструментальной обработке на агрегатных станках с поворотным столом позволяет разместить большее количество приспособлений и как следствие снизить трудоемкость обработки детали. Кроме того, уменьшается металлоемкость конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ | 1994 |
|
RU2066611C1 |
| ЭЛЕКТРИЧЕСКИЙ ВЫКЛЮЧАТЕЛЬ | 2000 |
|
RU2187164C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ (ПРОКАТА) | 2001 |
|
RU2214893C2 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ (ВАРИАНТЫ) | 2005 |
|
RU2353494C2 |
| ШПИНДЕЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2101143C1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ГИБКИ | 1996 |
|
RU2101113C1 |
| ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ РАЗДЕЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2149082C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ | 1994 |
|
RU2066579C1 |
| РАЗЪЕМНОЕ СОЕДИНЕНИЕ | 2005 |
|
RU2280209C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТЕКУЧИМ АБРАЗИВОМ ОТВЕРСТИЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2501642C1 |


Использование: машиностроение, в частности для закрепления деталей получашечной формы. Сущность: зажимное приспособление для закрепления деталей получашечной формы содержит корпус с размещенными в нем самоустанавливающимся клином и расположенными по одной оси плунжерами, которые предназначены для взаимодействия с клином и зажимными рычагами. При этом клин выполнен нессиметричным относительно плоскости, перпендикулярной оси плунжеров, и имеет две рабочие поверхности, одна из которых наклонена к указанной плоскости и пересекает ее, а другая состоит из участка, наклоненного под тем же углом к той же плоскости, и участка, параллельного этой плоскости. 2 з.п. ф-лы, 6 ил.