Изобретение относится к прокатному производству, в частности к инструменту режущих устройств, установленных в потоке профилегибочных станов.
Известен инструмент летучих ножниц для разделения гнутых швеллеров преимущественно неравнополочных, содержащий закрепленные в держателях суппортов верхний нож, выполненный в виде пластины с сопряженными между собой наклонными боковыми и торцевыми режущими кромками, и нижний нож, выполненный в виде пластины с вырезом, образующим сопряженные между собой боковые и нижние режущие кромки, при этом боковые кромки обоих ножей выполнены разной длины, нижние режущие кромки нижнего ножа и торцевые режущие кромки верхнего ножа расположены с наклоном к горизонтальной плоскости, определяемые расчетными формулами [1].
Недостатком данного устройства ножей летучих ножниц является невозможность разделения без искажения гнутых C-образных профилей, а также профилей полузакрытого типа, имеющих горизонтальные и вертикальные элементы.
Известен инструмент для резки сложных полузакрытых профилей, содержащий закрепленный на верхней плите пуансон с режущей кромкой и две полуматрицы, расположенные на нижней плите, кроме этого он снабжен двумя боковыми ножами и закрепленными на верхней плите двумя клиньями, размещенными с возможностью взаимодействия с боковыми ножами, при этом режущие кромки боковых ножей выполнены C-образной формы, а режущая кромка пуансона - разновысокого зубчатого профиля, угол зубьев которого составляет 65 -75o. Полузакрытый C-образный профиль, имеющий сплошную горизонтальную стенку, вертикальные полки и две короткие горизонтальные полки, перед резкой помещают в штамп открытой частью вниз [2].
Недостатком известного устройства является невозможность его использования в летучем режущем устройстве профилегибочного стана в связи с тем, что в процессе формирования на стане полузакрытых C-образных профилей открытая часть профиля находится вверху.
Из известных устройств инструмента для порезки на ходу без искажения фасонных профилей открытого и полузакрытого типа, имеющих горизонтальные и вертикальные элементы, наиболее близким по технической сущности являются летучие ножницы, содержащие механизм перемещения ножниц вдоль оси разрезаемой полосы, механизм резания с подвижным и неподвижным суппортами и ножи, при этом на неподвижном суппорте установлены два подвижных и четыре неподвижных ножа, причем подвижные ножи шарнирно закреплены на осях, расположенных в овальных пазах, выполненных в неподвижном суппорте, а на подвижном суппорте закреплен копир, профиль которого соответствует конфигурации подвижных ножей на участке их контакта с копиром [3].
Недостатком устройства инструмента в данном техническом решении является значительная конструктивная сложность узла ножей, установленного на неподвижном суппорте, обусловленная наличием большого количества мелких подвижных деталей, взаимодействующих друг с другом в процессе резания по сложной кинематической схеме, которые приводят ножевой блок к ненадежной работе. Кроме того, мелкие подвижные детали ножевого блока требуют высокой точности изготовления, что увеличивает трудоемкость их изготовления; а так как они работают в тяжелых условиях, то быстро изнашиваются, и тем самым повышаются затраты на ремонт и обслуживание.
Техническим результатом изобретения является упрощение конструкции инструмента летучих ножниц для разделения полузакрытых гнутых профилей.
Технический результат достигается тем, что в инструменте летучих ножниц для разделения гнутых профилей, преимущественно полузакрытых, содержащем закрепленные ножи в подвижном и неподвижном суппортах механизма резания, согласно изобретению, на неподвижном суппорте установлены две неподвижные режущие полуматрицы (ножи), выполненные с сопряженными между собой горизонтальными и вертикальными пазами, образующими профиль рабочей части, соответствующий наружному и внутреннему контурам разрезаемого сечения, закрепленные на входной и выходной съемных проводках с пазами, соответствующими ширине и высоте разрезаемого профиля, при этом входная проводка выполнена с раструбом, а на подвижном суппорте закреплен нож-пуансон в виде клина, режущие кромки которого образуют между собой угол 90 -100o.
Такое конструктивное выполнение инструмента летучих ножниц для разделения полузакрытых гнутых профилей позволит существенно упростить ножевой блок летучих ножниц, уменьшить трудоемкость изготовления инструмента и затраты на обслуживание.
Это достигается за счет того, что установка на неподвижном суппорте только двух неподвижных режущих полуматриц (ножей), а на подвижном суппорте только ножа-пуансона, позволило исключить из ножевого блока неподвижного суппорта все подвижные детали (четыре фасонных поворотных ножа, две оси, шесть пружин, упоры, направляющие и другие мелкие детали).
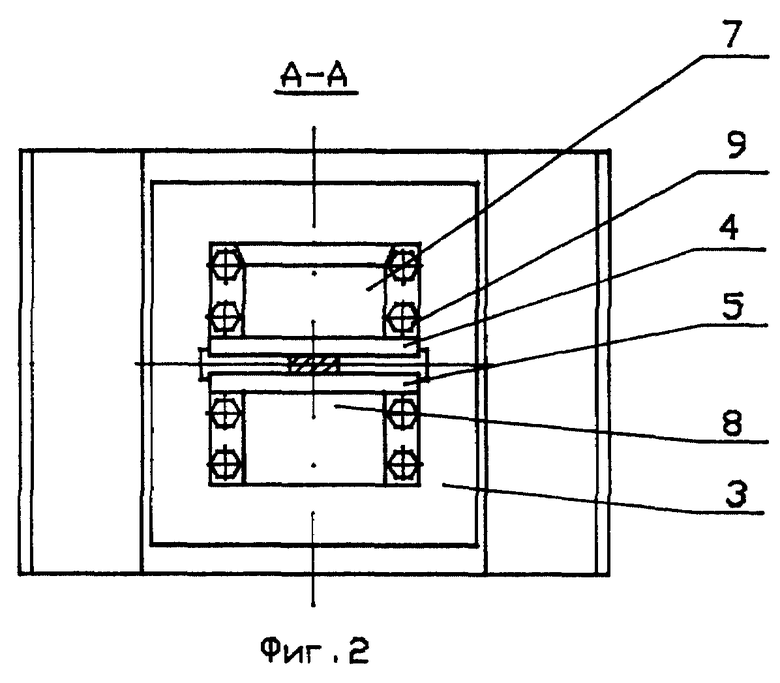
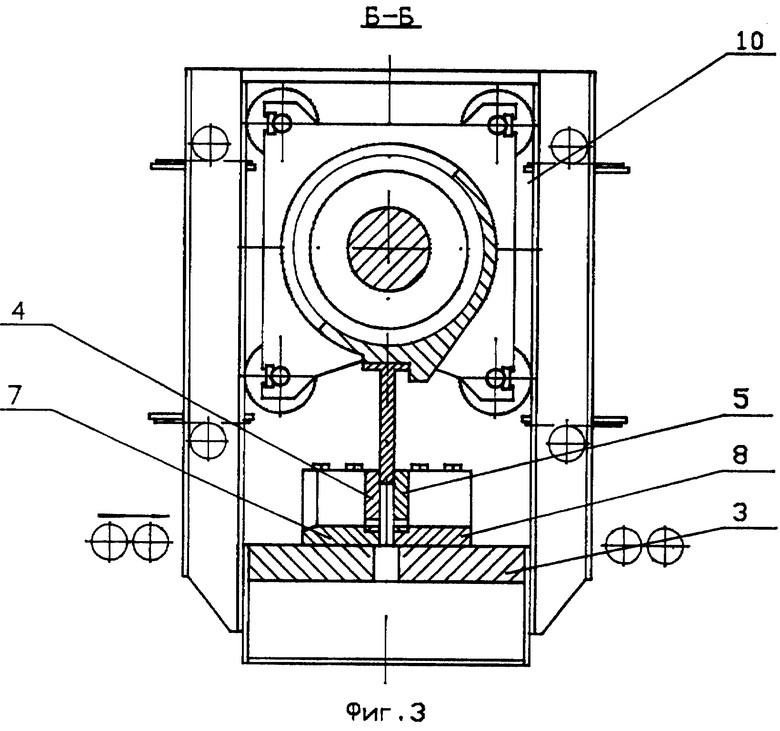
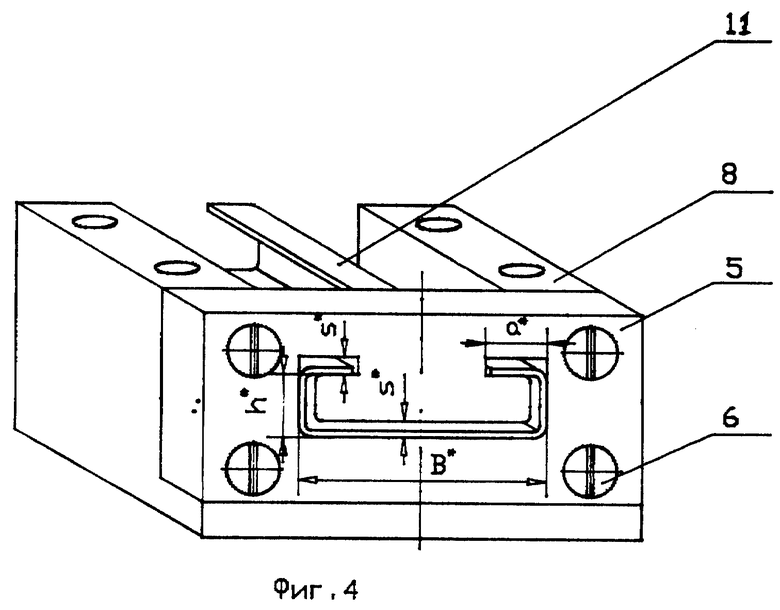
На фиг. 1 изображены ножницы, вид по направлению движения разрезаемой полосы; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - выходная проводка с полуматрицей в аксонометрии.
Для разделения гнутых профилей, преимущественно полузакрытых, имеющих горизонтальные и вертикальные элементы, в подвижном суппорте 1 летучих ножниц, содержащих механизм перемещения ножниц вдоль оси разрезаемой полосы, установлен нож-пуансон 2, выполненный в виде клина, режущие кромки которого образуют между собой угол 90 -100o, а на неподвижном суппорте 3 - две неподвижные полуматрицы 4 и 5, закрепленные винтами 6 к торцам входной 7 и выходной 8 проводок. Режущие полуматрицы 4 и 5 выполнены с сопряженными между собой горизонтальными и вертикальными пазами, образующими профиль рабочей части, размеры которых определяются зависимостями:
B* = B + δBmax;
h* = h - S + δhmin;
a* = a + δamax + (1 - 2)s;
s* = (2 - 3)s,
где B* - расстояние между вертикальными режущими гранями полуматрицы;
h* - расстояние между горизонтальными режущими гранями полуматрицы;
a* - длина паза горизонтального элемента полки:
s* - ширина вертикальных и горизонтальных пазов;
B, h, a, s - соответственно ширина стенки, высота полки, ширина полки и толщина профиля.
δBmax - максимальный допуск на ширину стенки,
δhmin - минимальный допуск на высоту полки,
δamax - максимальный допуск на ширину полки.
Для обеспечения направления профиля в зону резки служат съемные проводки 7 и 8, корпуса которых выполнены с пазами, соответствующими ширине и высоте разрезаемого профиля. Размеры пазов определяются зависимостями:
B1 = B* = B + δBmax;
h1≥h,
где B1 и h1 - соответственно ширина и высота паза проводки.
Для улучшения захода переднего конца заготовки в ножницы паз во входной проводке 7 со стороны задачи заготовки имеет скосы (раструб), кроме того в проводках выполнены отверстия для крепления их к неподвижному суппорту болтами 9.
Предварительно перед работой ножниц на неподвижном суппорте 3 устанавливаются и закрепляются болтами 9 входная 7 и выходная 8 проводки с полуматрицами 4 и 5, соответствующие разрезаемому профилю, а в подвижном суппорте 1 устанавливается нож-пуансон 2, выполненный в виде клина, режущие кромки которого образуют между собой угол 90 - 100o.
Ножницы работают следующим образом.
В исходном положении подвижный суппорт 1 с ножом-пуансоном 2 находится в верхнем положении, а профиль 11, выталкиваемый валками стана, проходит свободно через проводки 7 и 8 с закрепленными на них неподвижными полуматрицами (ножами) 4 и 5, и при достижении заданной длины каретка 10 летучих ножниц начинает перемещаться синхронно с движущимся профилем, затем подается команда на рез, и подвижный суппорт 1 опускается вниз, в нож-пуансон, закрепленный на нем, движется между режущими полуматрицами и наклонными режущими кромками, отрезает горизонтальные полки, затем острым концом пробивает (прокалывает) отверстие в стенке профиля и производит окончательную отрезку по всему контуру. После этого подвижный суппорт поднимается вверх, каретка возвращается в исходное положение, а конец профиля, оставшийся во входной проводке 7, легко проталкивается валками стана через выходную проводку 8 и перемещается до датчика, контролирующего заданную длину отрезаемых заготовок и дающего команду на включение привода каретки и механизма резки.
Преимущества данного инструмента летучих ножниц при порезке полузакрытых профилей в сравнении с прототипом:
- упрощается конструкция узла ножей, установленных на неподвижном суппорте, за счет устранения двух неподвижных и двух подвижных ножей, а также двух осей, на которых закреплены подвижные ножи, шести пружин и других мелких деталей;
- повышается производительность штампа за счет сокращения продолжительности простоев при замене износившегося инструмента:
- уменьшаются затраты на ремонт и обслуживание штампа за счет уменьшения количества быстроизнашивающихся деталей;
- повышается надежность работы штампа за счет упрощения конструкции узла ножей, установленных на неподвижном суппорте.
На Череповецком сталепрокатном заводе изготовлен предлагаемый инструмент для разделения полузакрытых гнутых профилей и испытан в летучих пресс-ножницах, установленных в потоке профилегибочного стана 0,5 - 2 х 50 - 200 при порезке C-образных профилей. Качество реза соответствует требованиям технических условий на готовые гнутые профили.
Источники информации:
1. Авторское свидетельство СССР N 15972534, кл. B 23 D 23/00, 1990 г
2. Авторское свидетельство СССР N 1013136, кл. B 23 D 23/00, 1983 г.
3. Авторское свидетельство СССР N 505532, кл. B 23 D 25/02, 1974 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ФАЛЬЦЕВЫМ ШВОМ | 2000 |
|
RU2181313C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1999 |
|
RU2166413C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
| ТЯНУЩЕ-РЕЖУЩИЙ БЛОК ПРОФИЛЕГИБОЧНОГО АГРЕГАТА | 2000 |
|
RU2188100C1 |
| СПОСОБ ПОРЕЗКИ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ И ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063310C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ | 2002 |
|
RU2224632C2 |
Изобретение относится к прокатному производству, в частности к инструменту режущих устройств, установленных в потоке профилегибочных станов. На неподвижном суппорте летучих ножниц установлены ножи в виде двух неподвижных режущих полуматриц. Последние выполнены с сопряженными между собой горизонтальными и вертикальными пазами, образующими профиль рабочей части, соответствующий наружному и внутреннему контурам сечения разрезаемого профиля, и закреплены на входной и выходной съемных проводках с пазами, соответствующими ширине и высоте разрезаемого профиля. При этом входная проводка выполнена с раструбом. А на подвижном суппорте закреплен нож в виде ножа-пуансона в форме клина, режущие кромки которого образуют между собой угол 90 - 100o. Такое выполнение позволит упростить инструмент летучих ножниц. 4 ил.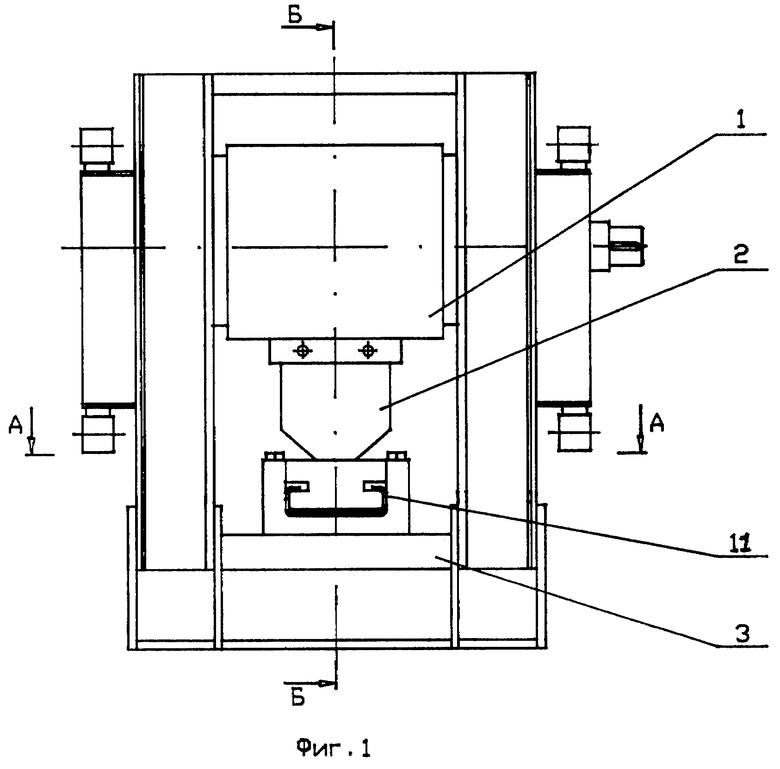
Инструмент летучих ножниц для разделения гнутых профилей, содержащий ножи, закрепленные на подвижном и неподвижном суппортах механизма резания, отличающийся тем, что он снабжен входной и выходной съемными проводками с пазами, соответствующими ширине и высоте разрезаемого профиля, входная проводка выполнена с раструбом, расположенные на неподвижном суппорте ножи выполнены в виде двух неподвижных режущих полуматриц с сопряженными между собой горизонтальными и вертикальными пазами, образующими профиль рабочей части, соответствующий наружному и внутреннему контурам сечения разрезаемого профиля, и закреплены на входной и выходной съемных проводках, а закрепленный на подвижном суппорте нож выполнен в виде ножа-пуансона в форме клина, режущие кромки которого образуют между собой угол в 90 - 100o.
| Летучие ножницы | 1974 |
|
SU505532A1 |
| Штамп для резки профильного материала | 1987 |
|
SU1641526A1 |
| Штамп для резки гнутых П-образных профилей | 1985 |
|
SU1328088A1 |
| ВОЛНОМЕР ОПТИЧЕСКОГО ДИАПАЗОНА | 0 |
|
SU252663A1 |
