Изобретение относится к обработке металлов давлением, в частности к устройствам для гибки профильного металла типа, труб, проволоки и прутка на разные углы.
Известно устройство для гибки П-образных изделий, содержащее гибочный шаблон, механизм фиксации заготовки в положении гибки, гибочный ролик и рычаги с приводом поворота. Двойная гибка труб производится за счет поворота двух рычагов, установленных по краям заготовки [1] Такое устройство применимо только для гибки труб, имеющих расстояние между гибами достаточное для установки в этом промежутке механизма зажима, двух рычагов с приводом поворота и гибочных роликов. Данное устройство не применимо для двойной гибки деталей с малым расстоянием между гибами, соразмерным с радиусом гиба.
Наиболее близким по технической сущности к предлагаемой конструкции является устройство для двусторонней гибки, содержащее нижнюю и верхнюю плиты станины и зажимной механизм в виде установленных на колонках с возможностью вертикального перемещения верхней и нижней кареток, одна из которых имеет прижим и привод в виде силового цилиндра, а другая гибочный шаблон и размещенные в корпусах гибочные узлы, состоящие из гибочных сухарей и реечно - шестеренчатого механизма [2]
в данном устройстве посредством поворота одновременно двух гибочных элементов созданы условия для получения двусторонней гибки. Однако устройство не может быть использовано для гибки деталей, у которых расстояние между гибами соизмеримо с радиусом гиба детали, т.е. невозможно скомпоновать рядом в одной плоскости две шестерни гибочных узлов, если диаметр каждой из них больше расстояния между гибами. Кроме того, устройство не позволяет произвести подгибку конца детали, если того требует ее конструкция, ввиду отсутствия необходимого для этой операции механизма. Конструкция устройства также не позволяет механизировать процесс подачи детали в тару после ее изготовления.
Техническим результатом изобретения является расширение технологических возможностей, заключающееся в изготовлении в один прием детали с двумя гибами, расстояние между которыми соизмеримо с радиусом гиба, и последующей подгибкой конца детали, а также механизации процесса подачи детали в тару после ее изготовления.
Технический результат достигается тем, что в предлагаемом устройстве для двухсторонней гибки, содержащем привод в виде силовых цилиндров, размещенные в корпусах гибочные узлы, состоящие из гибочных сухарей, штифтов и реечно-шестеренчатых механизмов, регулируемые упоры, регламентирующие форму загиба детали рейки в гибочных узлах установлены параллельно, а подвижный копир механизма подгибки конца детали, выполнен в виде клиновой призмы, взаимодействующей с роликом, подвижно установленным в подпружиненной матрице, и связан с поворотным выталкивателем посредством рычага с возможностью поворота его в одну сторону, при этом на гибочных сухарях под углом к рабочим поверхностям выполнены канавки, соответствующие профилю детали.
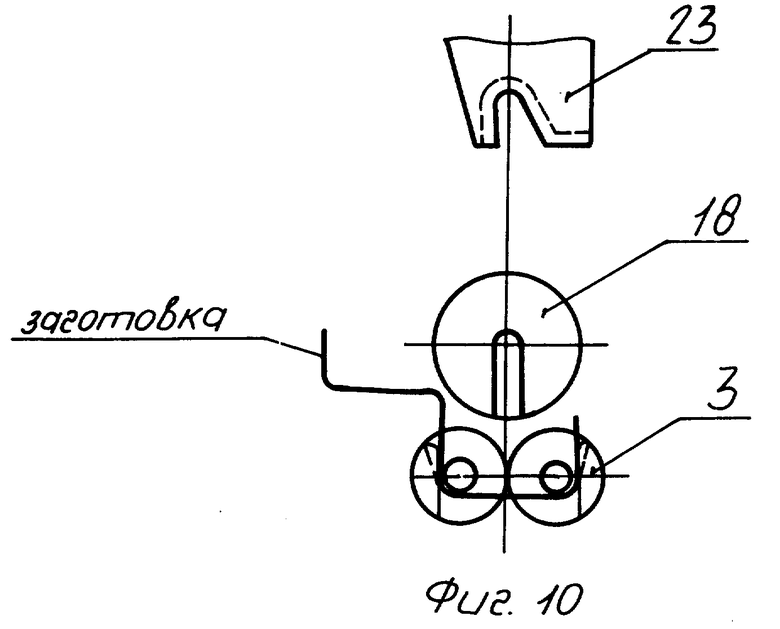
На фиг. 1 показан общий вид устройства; на фиг. 2 вид по стрелке А на фиг. 1; на фиг. 3 узел 1 на фиг.1; на фиг. 4 заготовка; на фиг. 5 узел II на фиг. 2; на фиг. 6 положение устройства при подгибке конца детали; на фиг. 7 положение устройства при выталкивании детали; на фиг. 8 разрез Б-Б на фиг. 5; на фиг. 9- разрез В-В на фиг.5; на фиг. 10 устройство в исходном положении; на фиг. 11 устройство в положении гиба детали с двух сторон; на фиг. 12 устройство в положении подгибки конца детали.
Устройство для двусторонней гибки содержит установленные в корпусе, выполненном из двух частей 1-а и 1-б, гибочные узел 2, состоящие из гибочных сухарей 3, представляющих собой вал-шестерни, на рабочих поверхностях которых 4 под углом к ним выполнены канавки 5, реек 6, жестко связанных со штоком силового цилиндра 8, на осях гибочных сухарей установлены штифты 9, а со стороны незакрепленных концов реек установлены конечники 10, 11 и регулируемый упор 12. В направляющих 13, закрепленных в корпусе с возможностью возвратно-поступательного движения установлен для подгибки конца детали 14 копир 15 в виде клиновой призмы 16, взаимодействующий с роликом 17, подвижно установленным в матрице 18 с пружиной 19, вставленной в цилиндрическую направляющую 20 корпуса, и связанный со штоком 21 силового цилиндра 22. На копире выполнена рабочая губка 23 с канавкой 24 для захвата детали перед гибкой и на оси 25 установлен находящийся во взаимодействии с направляющими рычаг 26 с упором 27 и роликом 28, взаимодействующим с наклонной поверхностью 29 выталкивателя 30, установленного на полуосях 31 корпуса и имеющего на другом конце рамку 32. В нижней части устройства установлены лоток 33 и тара 34.
Устройство работает следующим образом.
Перед закладкой детали 14 для двусторонней гибки штока 7 и 21 силовых цилиндров 8 и 22 находятся в исходном положении, при этом рабочие поверхности 4 гибочных сухарей 3 занимают вертикальные положения, а копир 15 для подгибки конца детали 14 отведен из зоны гибки вместе с клиновой призмой 16, в результате чего матрица 18 с роликом 17 утоплена в цилиндрической направляющей 20 корпуса 1 пружиной 19. Деталь 14 вставляется в щель между рабочими поверхностями 4 гибочных сухарей 3 и штифтами 9, охватывая их своими радиусными участками, и включается механизм включения (не показан). Автоматический цикл устройства начинается с работы силового цилиндра 8. Шток 7 силового цилиндра 8 приводит в движение две рейки 6, находящиеся в зацеплении с гибочными сухарями 3. В первый момент поворота гибочные сухари 3 захватывают вертикальные концы детали 14 канавками 5 и зажимают ее, а затем при дальнейшем повороте загибают деталь 14 на нужный угол, регламентируемый регулируемым упором 12, при этом большой конец детали 14 свободно проходит над верхом утопленной в цилиндрическую направляющую 20 матрицы 18. В конце хода рейка 6 воздействует на конечник 10, который дает команду силовому цилиндру 8 на отвод гибочных сухарей 3, при этом конечник 11 дает команду силовому цилиндру 22 на подвод штоком 21 копира 15 подгибки конца детали 14. При движении копира 15 в зону гибки клиновая призма 16 посредством ролика 17 поднимает вверх матрицу 18, которая заводится под конец детали 14, и в это время в конце своего хода копир 15 захватывает его своей канавкой 24 и подгибает на нужный угол. Во время хода копира 15 в зону гибки рычаг 26 вместе с ним, поворачиваясь вокруг оси 25, прокатывается по выталкивателю 30, не воздействуя на него. По окончанию гиба копир 15 отводится назад. При этом рычаг 26 с упором 27 скользит по внутренним поверхностям направляющих 13, который не позволяет рычагу 26 поворачиваться и, таким образом, прокатываясь по наклонной поверхности выталкивателя 30, давит на него и поворачивает вокруг оси 31, принуждая его другим концом в виде рамки 32 выталкиватель деталь 14, которая затем по лотку 33 поступает в тару 34. При этом клиновая призма 16 копира 15 освобождает пружину 19 и матрица 18 утопает в цилиндрической направляющей 20 корпуса 1, и устройство устанавливается в исходное положение.
Таким образом, предлагаемое устройство создает возможность изготовления из прутка в один прием детали сложной конфигурации, а именно с двумя гибами и подгибкой конца детали, с малыми расстояниями между гибами, по своему значению приближающимися к радиусу гиба, за счет установки реек гибочных узлов параллельно и введения механизма подгибки конца детали. Таким образом, такое решение позволило изготавливать деталь с тремя гибами. Кроме того, за счет установки на боковых поверхностях копира механизма подгибки поворотного выталкивателя появилась возможность снимать деталь и через лоток подавать в тару. Эти усовершенствования позволяют автоматизировать процесс изготовления детали сложной конфигурации, создают удобство в обслуживании и повышают производительность труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ГИБКИ ТРУБЫ | 2014 |
|
RU2553322C1 |
| УСТРОЙСТВО ДЛЯ МНОГОКОЛЕННОЙ ГИБКИ ТОНКОСТЕННОГО ПРОФИЛЯ | 1998 |
|
RU2146978C1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ПОДГИБКИ ДИАГОНАЛЬНЫХ УЧАСТКОВ ФЛАНЦА БЕНЗОБАКА | 1999 |
|
RU2167730C2 |
| УСТРОЙСТВО ДЛЯ ДВУХСТОРОННЕЙ ГИБКИ ТРУБ В ДВУХ ПЛОСКОСТЯХ | 2005 |
|
RU2292974C2 |
| Автомат для сгибания фигурных изделий | 1981 |
|
SU963646A1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2009 |
|
RU2447961C2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРОФИЛЯ ПОЛУЗАКРЫТОГО СЕЧЕНИЯ | 1997 |
|
RU2118216C1 |
| Устройство для двухсторонней гибки профилей | 1990 |
|
SU1764739A1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ РЕССОР | 2001 |
|
RU2202430C2 |
| СПОСОБ ГИБКИ КРОМКИ ДЕТАЛИ РОЛИКАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2403116C2 |










Изобретение относится к обработке металлов давлением, в частности к устройствам для гибки профильного металла типа труб, проволоки и прутка. Устройство содержит привод в виде силового цилиндра, гибочные узлы, состоящие из сухарей в виде вал-шестерни, смонтированной с возможностью взаимодействия с установленной в корпусе зубчатой рейкой. На сухарях размещены гибочные штифты. В устройстве предусмотрены регулируемые упоры, регламентирующие форму загиба детали. Устройство содержит механизм подгибки концов детали в виде копира с двумя рабочими поверхностями, одна из которых выполнена с губкой, имеющей канавки для захвата деталей, а вторая - установлена с возможностью взаимодействия с матрицей, несущей взаимодействующий с копиром ролик. Устройство содержит поворотный выталкиватель в виде П-образной рамки. На торцевых поверхностях сухарей выполнены наклонные канавки для фиксации концевых частей детали. Взаимодействующая с матрицей часть копира выполнена в виде клиновой призмы. 1 з.п. ф-лы, 12 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1192881, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1586821, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
