Изобретение относится к способам получения износостойких покрытий и может быть использовано в машиностроении при изготовлении металлообрабатывающего инструмента и быстроизнашивающихся деталей машин.
Цель изобретения - повышение износостойкости инструмента, увеличение адгезии покрытия с основой.
Указанная цель достигается тем, что со гласно способу сначала обрабатывают упрочняемую поверхность в положительном коронном разряде, затем пррводят имппян- тацию ионов титана на глубину 3-6 мкм, после чего наносят покрытие TiN.
В результате такого способа упрочнения в поверхностных слоях под покрытием образуется слой, обогащенный азотом и ти таном,
Сопоставительный анализ заявляемого решения с прототипом показывает, что предлагаемый способ отличается от известного тем, что пред ионной имплантацией вместо цианирования переводят обработку в положительном коронном разряде.
Известны технические решения, в которых упрочняющее покрытие состоит из нитридов тугоплавких металлов и его наносят катодно-ионной бомбардировкой в вакууме. Однако при указанном способе наблюдаются высокие напряжения на поверхности, недостаточная износостойкость и недостаточная адгезия основы и покрытия. Предлагаемый способ получения износостойких покрытий реализуется следующим образом.
Сначала упрочняемая поверхность обрабатывается в положительном коронном разряде в течение 3 ч при комнатной темпе00
ю ел
00 ГО О
«-а
ратуре в воздушной атмосфере и силе тока в разрядном промежутке 160-240 мкА, В результате обработки в положительном поле коронного разряда поверхность активизируется за счет внедрения катионов азота, аследствие чего увеличивается адгезия имплантирующего слоя и покрытия, возрастает качество покрытия. Затем сразу же .проводят имплантирование ионов титана при напряжении 10 кВ в течение 40 с. затем снижают напряжение до 100 В на 60 с. Проводят несколько циклов, общее время обработки 25-30 мин. По окончании формирования диффузионного подслоя производится покрытие нитридом титана.
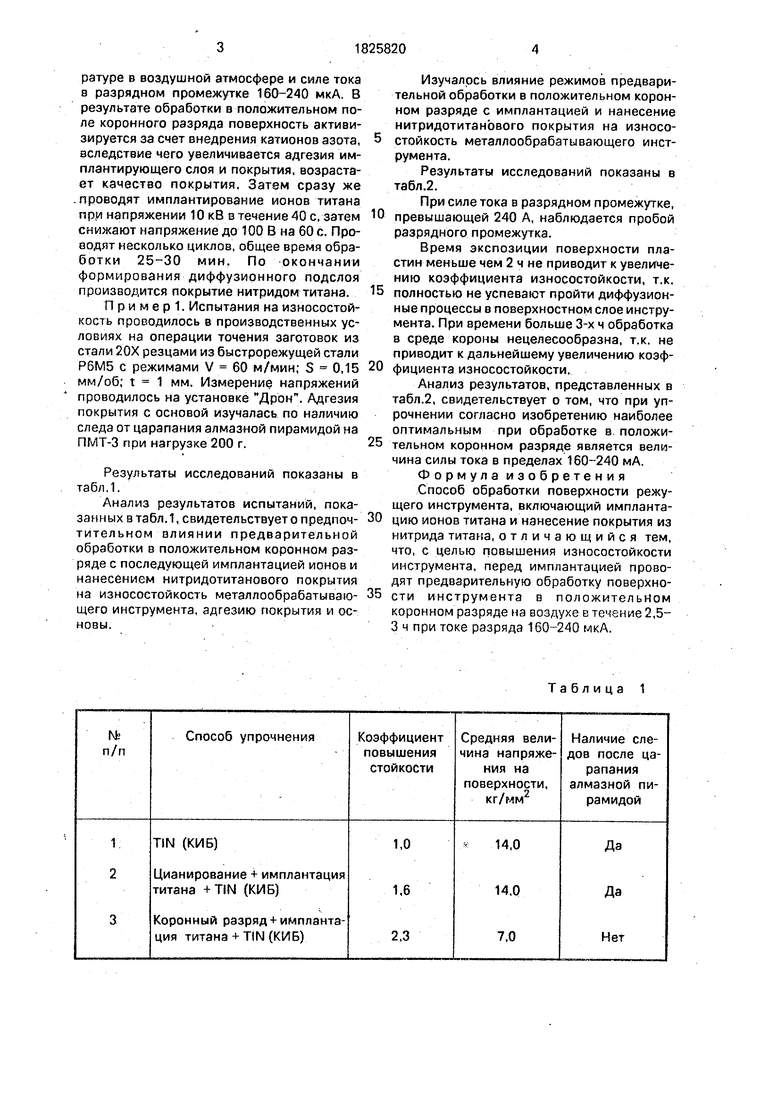
П р и м е р 1. Испытания на износостойкость проводилось в производственных условиях на операции точения заготовок из стали 20Х резцами из быстрорежущей стали Р6М5 с режимами V 60 м/мии; S 0,15 мм/об; t 1 мм. Измерение напряжений проводилось на установке Дрон. Адгезия покрытия с основой изучалась по наличию следа от царапания алмазной пирамидой на ПМТ-3 при нагрузке 200 г.
Результаты исследований показаны в табл.1.
Анализ результатов испытаний, показанных в табл. свидетельствует о предпочтительном влиянии предварительной обработки в положительном коронном разряде с последующей имплантацией ионов и нанесением нитридотитанового покрытия на износостойкость металлообрабатывающего инструмента, адгезию покрытия и основы.
0
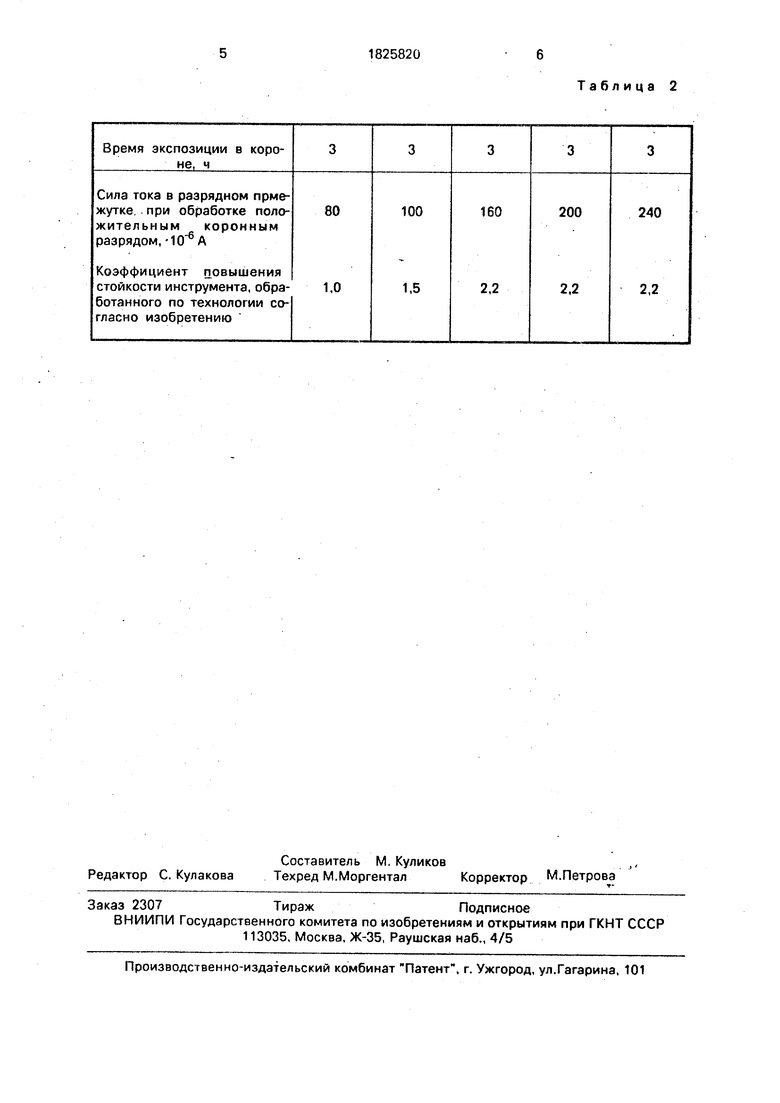
Изучалось влияние режимов предварительной обработки в положительном коронном разряде с имплантацией и нанесение нитридотитанового покрытия на износостойкость металлообрабатывающего инструмента.
Результаты исследований показаны в табл.2.
При силе тока в разрядном промежутке, превышающей 240 А, наблюдается пробой разрядного промежутка.
Время экспозиции поверхности пластин меньше чем 2 ч не приводит к увеличению коэффициента износостойкости, т.к. 5 полностью не успевают пройти диффузионные процессы в поверхностном слое инструмента. При времени больше 3-х ч обработка в среде короны нецелесообразна, т.к. не приводит к дальнейшему увеличению коэффициента износостойкости.
Анализ результатов, представленных в табл.2, свидетельствует о том, что при упрочнении согласно изобретению наиболее оптимальным при обработке в положительном коронном разряде является величина силы тока в пределах 160-240 мА.
Формула изобретения
Способ обработки поверхности режущего инструмента, включающий имплантацию ионов титана и нанесение покрытия из нитрида титана, отличающийся тем, что, с целью повышения износостойкости инструмента, перед имплантацией проводят предварительную обработку поверхности инструмента в положительном коронном разряде на воздухе в течение 2,5- 3 ч при токе разряда 160-240 мкА.
0
5
0
5
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА | 1993 |
|
RU2101382C1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РЕЗЬБОВОЙ ПОВЕРХНОСТИ ДЕТАЛИ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2013 |
|
RU2539137C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ПОРШНЕВЫХ КОЛЕЦ | 2008 |
|
RU2386726C1 |
| СПОСОБ ОБРАБОТКИ ТВЕРДОСПЛАВНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1997 |
|
RU2119551C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ ТВЕРДЫХ СПЛАВОВ | 2009 |
|
RU2415966C1 |
| СПОСОБ КОМПЛЕКСНОГО УПРОЧНЕНИЯ ИНСТРУМЕНТА ДЛЯ БЫСТРОРЕЖУЩИХ СТАЛЕЙ, СОДЕРЖАЩИХ БОЛЕЕ 3% ВАНАДИЯ | 1991 |
|
RU2015199C1 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА | 2003 |
|
RU2239001C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2008 |
|
RU2361013C1 |
| СПОСОБ ИОННОГО АЗОТИРОВАНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2016 |
|
RU2634400C1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА, ИЗГОТОВЛЕННОГО ИЗ ПОРОШКОВОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2009 |
|
RU2413793C2 |
Изобретение относится к области машиностроения, в частности к способам обработки поверхности режущего инструмента. Цель изобретения - увеличение стойкости режущего инструмента и стабилизация механических свойств упрочненной поверхности. Сущность изобретения: упрочняемую поверхность предварительно обрабатывают положительным коронным разрядом на воздухе в течение 2-3 ч при токе разряда 160-240 мкА, а затем осуществляют имплантацию ионов титана и наносят покрытие из нитрида титана.
Таблица 1
Таблица 2
| Верещака А,С„ Третьяков И.П | |||
| Режущие инструменты с износостойкими покрытиями, - М.: Машиностроение, 1986 | |||
| с | |||
| Вагонный распределитель для воздушных тормозов | 1921 |
|
SU192A1 |
| Стенков М.А | |||
| Статическая обработка результатов механических испытаний | |||
| - М.: Машиностроение, 1972, с | |||
| Крутильно-намоточный аппарат | 1922 |
|
SU232A1 |
