Изобретение относится к области бурения нефтяных и газовых скважин и может найти применение при изготовлении центраторов, предназначенных для крепления обсадных колонн в скважинах любых типов.
Известен способ изготовления упругого центратора разъемно-разборной конструкции с центрирующими пружинными ребрами (см. патент РФ 2014427, МПК: Е 21 В 17/10, опубл. 15.06.94, "Центратор обсадной колонны". Известный способ включает резку стальной трубы на кольца, выполнение в них прорезей, штамповку центрирующих пружинных ребер, сухарей и пружин, гибку ребер, закрепление их в прорезях колец.
Недостатком известного способа являются высокие трудозатраты изготовления и сборки центратора.
Известен способ изготовления упругого центратора для обсадной колонны, включающий выполнение колец и центрирующих элементов корпуса за одно целое (см. патент США 6102118, НКИ: 166/241,7, МПК: Е 21 В 17/10, опубл. 15.08.2000, "Центрирующая система для закрепления нагнетающих жидкость труб в горных породах"). Известный способ состоит в изготовлении корпуса из полихлорвиниловой трубы, полученной путем формовки исходной смеси в пресс-форме при ее нагреве. На поверхности трубы прорезают щели, образуя при этом элементы центратора - ребра. Жесткость ребер достигается установкой центратора по плотной посадке на специальном кабеле, внутри которого располагают нагнетательную трубу для жидкости.
Недостатком известного способа является высокие трудозатраты по изготовлению корпуса центратора из полихлорвиниловой трубы, сложность сборки центратора на специальном кабеле, ограниченность применения центратора из-за невысокой жесткости центрирующих элементов корпуса.
При бурении наклонного или горизонтального ствола требуется более высокая жесткость центрирующих упругих ребер корпуса.
Известен способ изготовления центратора для обсадной колонны, включающий выполнение колец и центрирующих ребер корпуса за одно целое (см. патент РФ 2159839, МПК-7: Е 21 В 17/10, опубл. 27.11.2000, "Центратор-турбулизатор для обсадной колонны").
Известный способ используют для изготовления жестких центраторов путем стального литья двух колец со спиралевидными ребрами за одно целое или путем приварки ребер к кольцам. Недостатком известного способа являются: высокие трудоемкость и стоимость изготовления литых центраторов, высокая трудоемкость приварки ребер жесткости к кольцам при изготовлении сварных центраторов, ограниченная область применения центраторов данного типа из-за ограниченных возможностей варьирования упругими характеристиками ребер жесткости и конструктивными параметрами.
Наиболее близким по технической сущности и достигаемому эффекту к заявляемому техническому решению является выбранный в качестве прототипа способ изготовления центратора для обсадной колонны (см. патент Великобритании 2201176, Е 21 В 17/10, опубл. 24.08.1988). Известный способ заключается в том, что выполняют кольца и центрирующие ребра за одно целое, при этом заготовку центратора штампуют из листовой пружинной стали, вырубая за одну операцию из прямоугольного листа, по меньшей мере, ряд окон с образованием перемычек и поясов, сгибают заготовку в цилиндр, соединяют торцы, образуя из поясов кольца.
Недостатком известного способа являются: высокие трудоемкость и стоимость центратора, сложный технологический процесс, ограниченная область применения.
Технический результат предлагаемого изобретения состоит в устранении указанных недостатков прототипа, а именно в снижении трудоемкости изготовления и стоимости центратора, в упрощении технологического процесса, в повышении производительности труда, упрощении конструкции оснастки, в расширении области применения центраторов за счет возможности варьирования упругими характеристиками ребер жесткости и конструктивными параметрами.
Технический результат достигается тем, что в способе изготовления центратора для обсадной колонны, включающем выполнение колец и центрирующих ребер за одно целое, при этом заготовку центратора штампуют из листовой пружинной стали, вырубая за одну операцию из прямоугольного листа, по меньшей мере, ряд окон с образованием перемычек и поясов, сгибают заготовку в цилиндр, соединяют торцы, образуя из поясов кольца, согласно изобретению после вырубки в листе окон на концах поясов вырезают прямоугольные участки для образования элементов шарнирных замков, а после сгибания заготовки в цилиндр ее осаживают в осевом направлении, профилируя перемычки в дуги центрирующих ребер, термообрабатывают готовое изделие. После придания заготовке цилиндрической формы соединяют замковые элементы, вставляя в их отверстия, прутки из стали, затем опрессовывают торцы прутков.
Технический результат достигается также тем, что в способе изготовления центратора для обсадной колонны согласно изобретению торцы поясов соединяют сваркой.
Выполнение операции осаживания цилиндрической заготовки в осевом направлении с одновременным профилированием перемычек в дуги центрирующих ребер позволяет расширить диапазон типоразмеров центраторов, так как от степени осадки центратора зависит его наружный диаметр.
Выполнение последующей термообработки обеспечит готовому изделию заданные упругие свойства, что создает возможность варьирования упругими характеристиками ребер жесткости, а следовательно, - точностью установки центратора в местах сужения в стволе скважины.
Способ предусматривает соединение торцов поясов сваркой или шарнирно.
В том случае, когда соединение торцов поясов производят сваркой, значительно повышается производительность труда и одновременно упрощается конструкция оснастки.
В том случае, когда соединение торцов поясов производят при помощи шарнирных замков, создается возможность сборки центратора из двух или более частей.
Соединение замковых элементов после придания заготовке цилиндрической формы путем установки в их отверстия прутков из стали и последующей опрессовки торцов прутков позволяет повысить производительность сборки центратора.
Заявляемый способ изготовления центратора для обсадной колонны прошел лабораторные испытания, результаты которых выявили снижение трудоемкости и стоимости изготовления центратора, позволили упростить технологический процесс, повысить производительность труда, расширить область применения центраторов за счет варьирования его упругими характеристиками и конструктивными параметрами.
По мнению авторов, приведенные отличительные признаки заявляемого способа изготовления центратора для обсадной колонны удовлетворяют критерию "изобретательский уровень", поскольку на дату составления заявки аналогичные устройства с такими отличительными признаками в доступных источниках научно-технической информации, а также патентной документации не обнаружены и позволяют получить новый, положительный эффект, несвойственный известным центраторам.
Заявляемый способ осуществляется на штатном оборудовании машиностроительных заводов.
Следовательно, предлагаемое техническое решение соответствует критерию "промышленная применимость".
Сущность предлагаемого технического решения поясняется чертежами. На фиг.1 показан чертеж заготовки центратора после вырубки окон. На фиг.2 показан чертеж заготовки центратора с одним рядом окон. На фиг.3 показан чертеж вырезок под элементы шарнирных замков. На фиг.4 показаны замковые элементы в согнутом виде. На фиг.5 показан чертеж готового центратора с двумя рядами окон и поясами, соединенными сваркой.
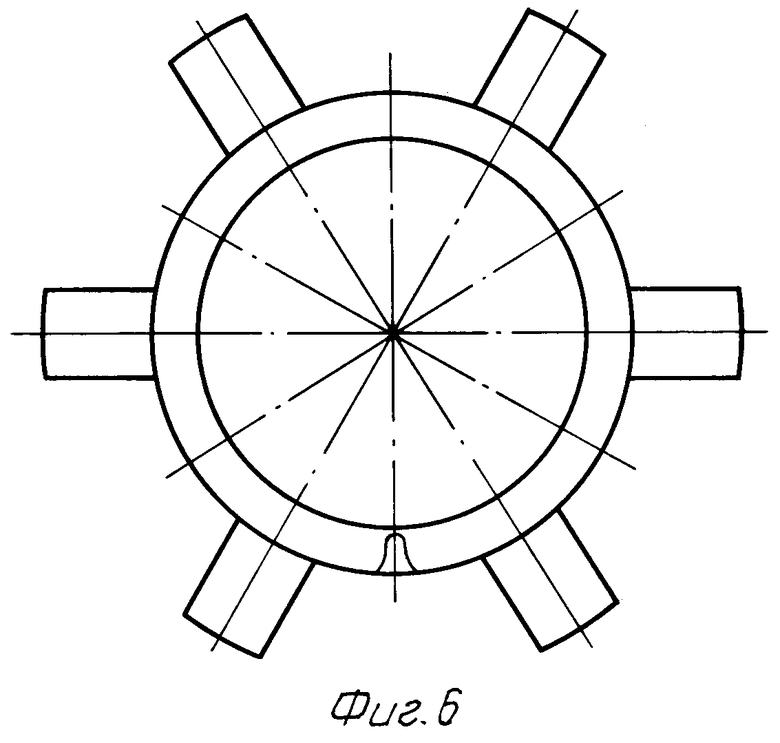
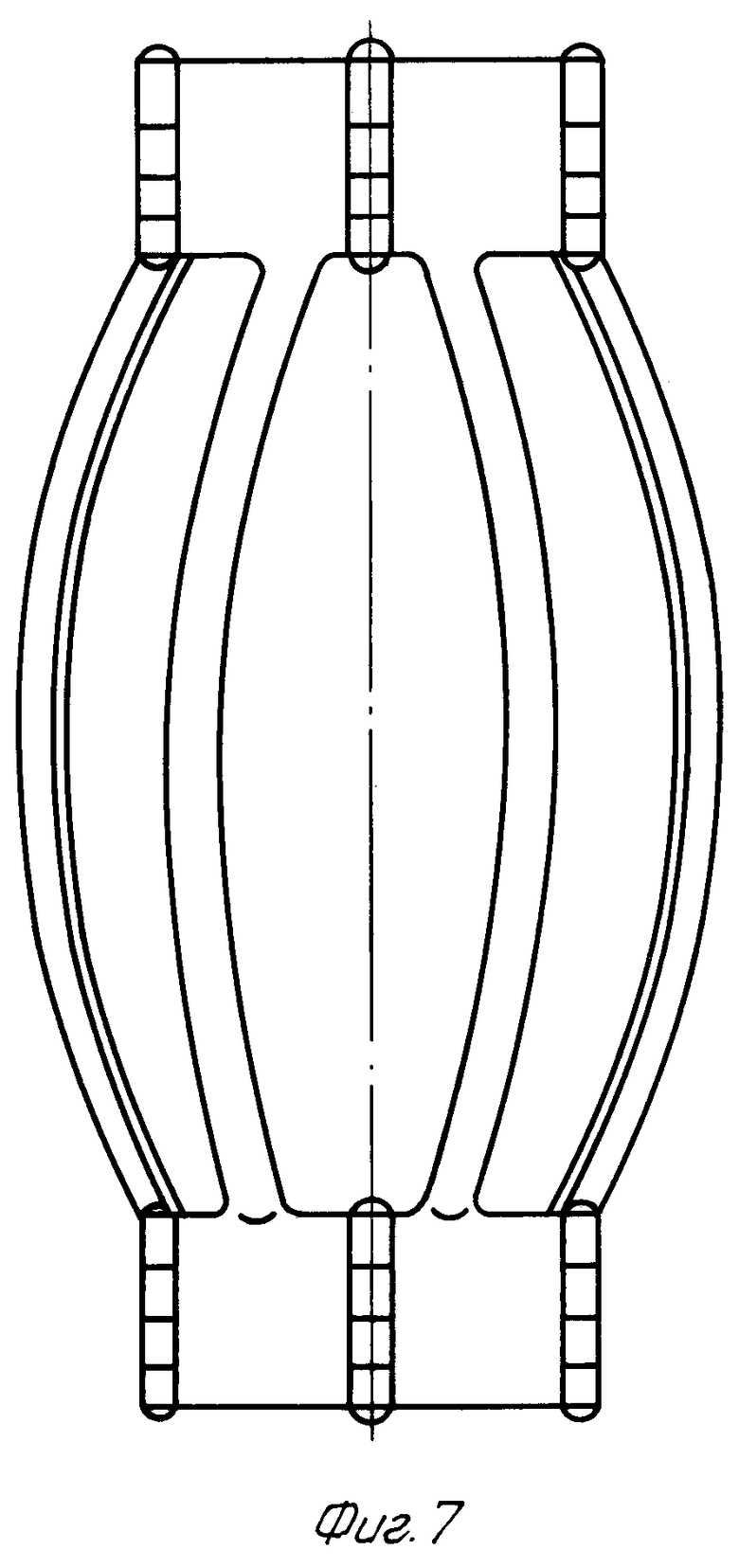
На фиг.6 показан вид сверху центратора на фиг.5. На фиг.7 показан чертеж готового центратора с одним рядом окон и поясами, соединенными шарнирами.
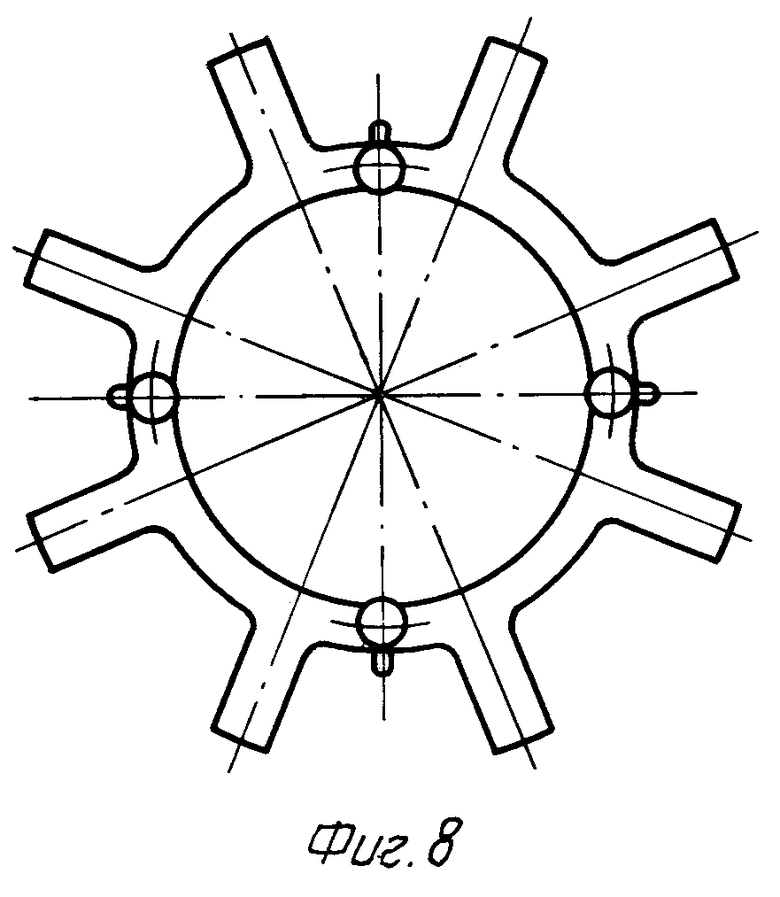
На фиг.8 показан вид сверху центратора на фиг.7.
Заявляемый способ осуществляется следующим образом. Заготовку центратора штампуют из листовой пружинной стали, вырубают за одну операцию из прямоугольного листа, по меньшей мере, один ряд окон с образованием перемычек и поясов. Количество окон и перемычек в ряду, форма окон и перемычек, а также число рядов определяется назначением центратора.
Так, например, на заготовке центратора за одну операцию можно выполнить два горизонтальных ряда прямоугольных окон и перемычек (фиг.1).
На заготовке центратора за одну операцию можно выполнить один ряд окон и перемычек (фиг.2).
На следующей операции заготовку сгибают в цилиндр и соединяют торцы, образуя из поясов кольца. Соединение торцов производят сваркой или за счет шарнирных замков.
После соединения торцов и образования из поясов колец цилиндрическую заготовку осаживают в осевом направлении, профилируя перемычки в дуги центрирующих ребер. Дуги могут быть усиленными за счет придания им различной конфигурации в поперечном сечении.
Для обеспечения соединения торцов за счет шарнирных замков после вырубки в листе окон на концах поясов вырезают прямоугольные участки для образования элементов шарнирных замков, гнут замковые элементы, придают заготовке цилиндрическую форму, соединяют замковые элементы, вставляя в их отверстия прутки из стали, затем спрессовывают торцы прутков (фиг.6 и 7). Производят осадку собранной заготовки, затем изделие термообрабатывают.
Пример 1 конкретного осуществления предлагаемого способа.
Осуществляли штамповку заготовки центратора из прямоугольного листа незакаленной пружинной стали 65 Г, вырубая за одну операцию два ряда прямоугольных окон с образованием шести перемычек, верхнего, среднего и нижнего поясов. Затем заготовку сгибали в цилиндр и соединяли торцы сваркой, образуя из поясов кольца. На следующей операции цилиндрическую заготовку осаживали в осевом направлении, профилируя перемычки в дуги центрирующих ребер (фиг.4). Осуществляли термообработку центратора.
Пример 2 конкретного осуществления предлагаемого способа.
Осуществляли штамповку заготовки центратора из прямоугольного листа незакаленной пружинной стали 65 Г, для этого за одну операцию вырубали один ряд прямоугольных окон с образованием шести перемычек, верхнего и нижнего поясов. На концах поясов вырезали прямоугольные участки для образования элементов шарнирных замков, гнули элементы в шарнирные замки. Затем заготовку сгибали в цилиндр и соединяли торцы шарнирными замковыми элементами, образуя из поясов кольца и вставляя в отверстия замков прутки из стали, спрессовывали торцы прутков.
На следующей операции цилиндрическую заготовку осаживали в осевом направлении, профилируя перемычки в дуги центрирующих ребер (фиг.6). Производили термическую обработку изделия.
В результате исследований установлено, что предлагаемый способ изготовления центратора для обсадной колонны позволяет по сравнению с прототипом:
- снизить трудоемкость и стоимость изготовления центратора;
- упростить технологический процесс;
- повысить производительность труда;
- упростить конструкцию технологической оснастки;
- расширить область применения центраторов за счет возможности варьирования упругими характеристиками ребер жесткости и конструктивными параметрами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕНТРАТОР ОБСАДНОЙ КОЛОННЫ | 2004 |
|
RU2260667C1 |
| ЦЕНТРАТОР ОБСАДНОЙ КОЛОННЫ | 2011 |
|
RU2475618C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ КАБЕЛЯ К КОЛОННЕ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ | 2005 |
|
RU2294426C1 |
| ПРУЖИННЫЙ ЦЕНТРАТОР И ЕГО ФИКСАТОР НА ОБСАДНОЙ ТРУБЕ | 2010 |
|
RU2430234C1 |
| ПРУЖИННЫЙ ЦЕНТРАТОР | 2010 |
|
RU2430235C1 |
| ЦЕНТРАТОР ОБСАДНОЙ КОЛОННЫ | 2005 |
|
RU2285109C1 |
| ЦЕНТРАТОР ГИДРОМЕХАНИЧЕСКИЙ | 2010 |
|
RU2432447C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОПЕСКОСТРУЙНОЙ ПЕРФОРАЦИИ СКВАЖИН | 2007 |
|
RU2357071C1 |
| СКВАЖИННЫЙ ФИЛЬТР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2102110C1 |
| Способ изготовления режущего инструмента | 1980 |
|
SU921716A1 |




Изобретение относится к области бурения нефтяных и газовых скважин и может найти применение при изготовлении центраторов, предназначенных для крепления обсадных колонн в скважинах любых типов. Способ включает выполнение колец и центрирующих ребер за одно целое, заготовку центратора штампуют из листовой пружинной стали. За одну операцию вырубают из прямоугольного листа, по меньшей мере, ряд окон с образованием перемычек и поясов, сгибают заготовку в цилиндр, соединяют торцы, образуя из поясов кольца, осаживают цилиндрическую заготовку в осевом направлении, профилируя перемычки в дуги центрирующих ребер, термообрабатывают готовое изделие. После вырубки в листе окон вырезают на концах поясов прямоугольные участки для образования элементов шарнирных замков, гнут элементы шарнирных замков, а после придания заготовке цилиндрической формы соединяют замковые элементы, вставляя в их отверстия прутки из стали, затем опрессовывают торцы прутков. Торцы поясов соединяют сваркой. Изобретение обеспечивает снижение трудоемкости изготовления и стоимости центраторов, упрощение технологического процесса, повышение производительности труда, упрощение конструкции технологической оснастки и расширение области применения центраторов. 2 з.п. ф-лы, 8 ил.
| ИСКУССТВЕННАЯ СТОПА | 2001 |
|
RU2201176C1 |
| 0 |
|
SU314879A1 | |
| УСТРОЙСТВО для ЦЕНТРИРОВАНИЯ ОБСАДНЫХ КОЛОНН | 0 |
|
SU368386A1 |
| Центратор | 1970 |
|
SU441393A1 |
| Центратор для обсадных труб | 1976 |
|
SU619624A1 |
| ЦЕНТРАТОР-ТУРБУЛИЗАТОР ДЛЯ ОБСАДНОЙ КОЛОННЫ | 1998 |
|
RU2159839C2 |

