Изобретение относится к машиностроению, в частности к станкостроению.
Известен токарный станок, содержащий приспособление для фрезерования шлицевых валиков и нарезания зубьев колес, устанавливаемое на суппорт станка. Фрезерный шпиндель получает вращение от отдельного электродвигателя. Деление заготовки для нарезания следующего шлица или зуба осуществляется с помощью специальной делительной головки.
Недостатком известного станка является невозможность его использования для осуществления разнообразных технологических операций (сверление, шлифование и т.д.), а также сложность перехода от одной операции к другой.
Целью изобретения является расширение функциональных возможностей токарного станка и упрощение его переналадки.
Целью достигается тем, что станок содержит смонтированные на станине шпиндельную бабку т крестовой суппорт, на поперечных салазках которого установлены резцедержатель и вспомогательная инструментальная головка с самостоятельным приводом инструментального шпинделя. Вспомогательная инструментальная головка снабжена механизмами углового поворота и вертикальных перемещений инструментального шпинделя. Делительное устройство с механизмом фиксации углового положения заготовки размещено в шпиндельной бабке и кинематически связано со шпинделем станка. Продольный суппорт станка снабжен кронштейном, предназначенным для переустановки на него вспомогательной инструментальной головки.
На фиг. 1 представлена общая схема станка, вид сверху; на фиг. 2 - делительное устройство с механизмом фиксации углового положения заготовки: на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - схема, поясняющая переустановку вспомогательной инструментальной головки; на фиг. 6 - вид В на фиг. 4; на фиг. 7 - разрез Г-Г на фиг. 6; на фиг. 8 - вид Д на фиг. 5.
Станок имеет традиционную для токарно-винторезных станков с ручным управлением компановку и состоит из следующих основных узлов: станины с основанием 1, крестового суппорта 2, шпиндельной бабки 3, главного двигателя 4, гитары настройки 5, коробки подач 6, фартука 7, ходового винта 8, ходового вала 9. Кроме этого станок имеет делительное устройство и вспомогательную инструментальную головку.
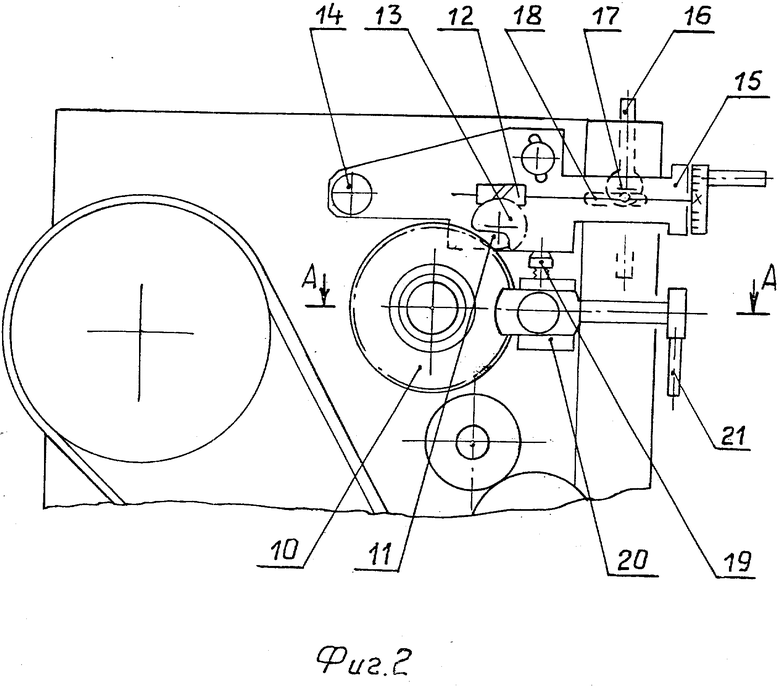
Делительное устройство состоит из зубчатого колеса 10, зубчатого колеса 11, червяка 12 и червячного колеса 13 (фиг. 1, 2). Зубчатое колесо 10 установлено на шпинделе, а зубчатое колесо 11 и червячная передача установлены в качающемся вокруг оси 14 корпусе 15. Качание корпуса 15 производится с помощью рукоятки 16, эксцентрично расположенного на ней пальца 17 и паза 18 в корпусе 15. при верхнем положении рукоятки колесо 11 зацепляется с колесом 10, при этом правильность межосевого расстояния зубчатых колес 10 и 11 обеспечивается натяжкой эксцентриком 17 корпуса 15 на винт 19, расположенный в корпусе 20.
Для осуществления операций деления имеется махавичок 21, жестко связанный с червяком 12 и имеющий деления в угловых величинах.
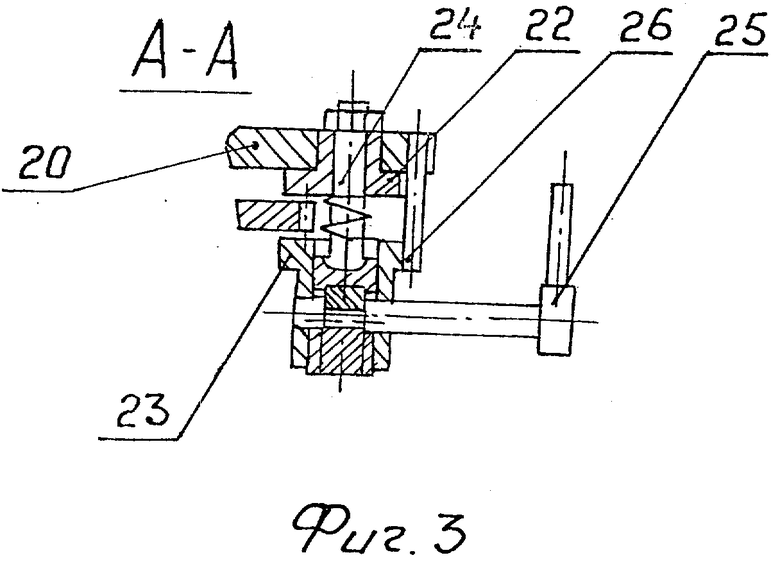
Для беззазорного удерживания шпинделя при сверлении и, особенно, фрезеровании существует зажимное устройство, смонтированное на корпусе 20 (фиг. 3) и состоящее из тормозных колодок 22 и 23, тяги 24 и эксцентрикового вала происходит относительное перемещение тяги 24 вместе с колодкой 22 и колодки 23 и происходит зажим колодками зубчатого колеса 10. При обратном повороте эксцентрикового вала под действием пружин колодки расходятся, при этом колодка 22 упрется в корпусе 20, а колодка 23 выберет свободный ход. В этом положении обеспечивается гарантированный зазор между зубчатым колесом 10 и тормозными колодками. От проворота колодки удерживаются направляющим пальцем 26.
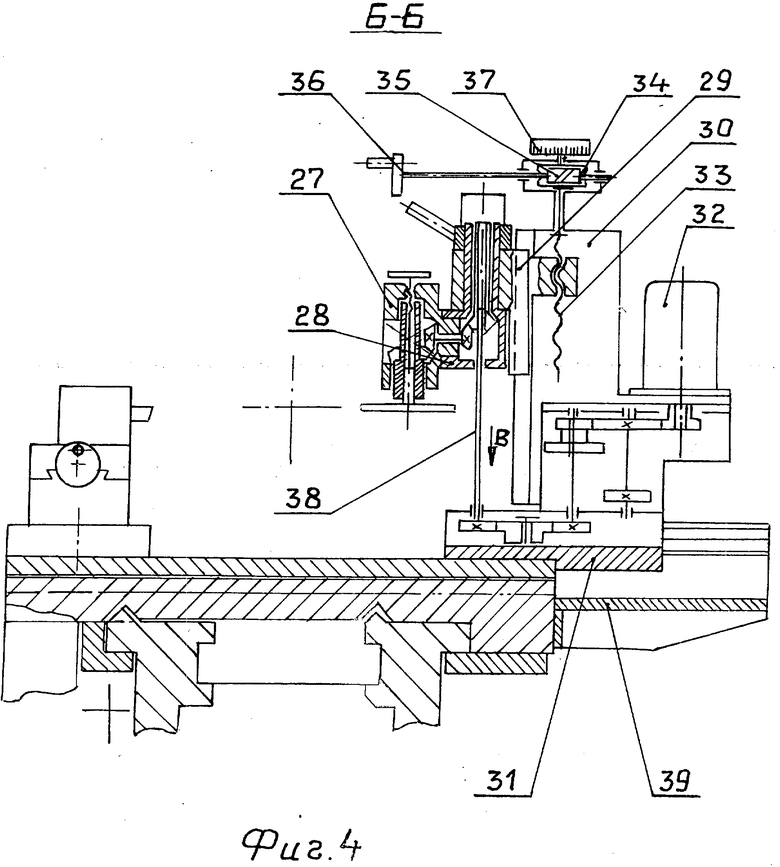
Вспомогательная инструментальная головка устанавливается в задней части поперечного суппорта (фиг. 1, 4). Она состоит из шпиндельной головки 27, поворотного кронштейна 28, ползуна 29, корпуса 30, опорной плиты 31 и электродвигателя 32.
На корпусе 30 расположены направляющие, обеспечивающие вертикальное перемещение ползуна 29 с помощью ходового винта 33, червячного колеса 34, червяка 35, приводимых в движение от ручного маховичка 36. На оси винта расположен лимб 37 с делениями в линейных величинах. В корпусе 30 смонтирована коробка скоростей, передающая движение от двигателя 32 на ходовой вал.
Электродвигатель 32 может быть регулируемым, или многоскоростным и нерегулируемым. В зависимости от типа электропривода требуется более или менее сложная коробка скоростей.
На фиг. 4 показана схема двухскоростной коробки с передаточным отношением 1: 1 и 1:4. Такая коробка удобна для использования как двухскоростного двигателя, например, 3000/1500 об/мин, так и для регулируемого привода. При использовании двухскоростного двигателя коробка обеспечивает диапазон регулирования 8. В пределах, например, 1600 - 200 об/мин. Такой диапазон полностью удовлетворяет всем сверлильным работам с использованием твердосплавного и быстрорежущего инструмента по скоростям резания; фрезерным работам быстрорежущим инструментом до диаметра 40 - 50 мм и твердосплавным инструментом - до 200 - 250 мм.
В случае применения регулируемого привода такая коробка в настоящее время является классической, т.к. обеспечивает очень хорошие характеристики как в силовом, так и скоростном отношении.
Ходовой вал 38 обеспечивает передачу вращения на шпиндель через две пары конических колес.
кронштейн 28 обеспечивает установочный поворот шпиндельной головки вокруг вертикальной оси на 180 градусов.
Шпиндельная головка 27имеет возможность поворота вокруг горизонтальной оси.
На фиг. 1 показаны: положение обработки вала основной линией и положение обработки фланца - пунктиром.
На фиг. 4 шпиндельная головка показана в вертикальном положении, удобном для прорезки пазов с использованием поперечного перемещения суппорта. Для таких операций как фрезерование резьбы и др. головка может быть установлена под углом как в вертикальной, так и в горизонтальной плоскостях.
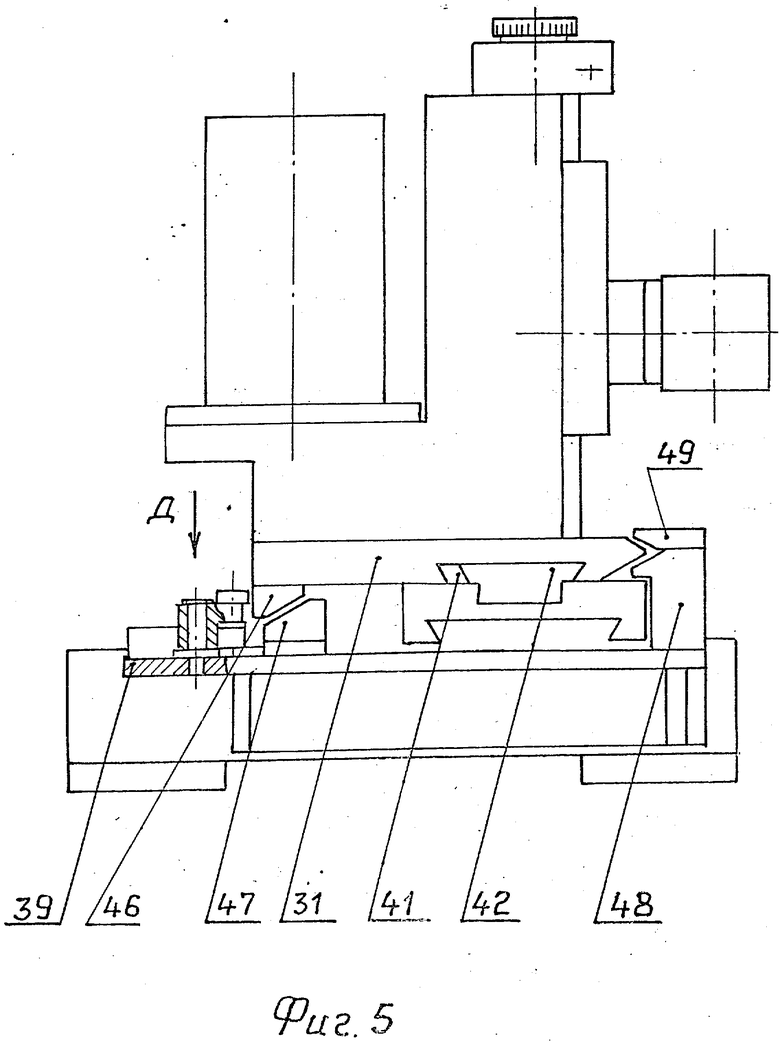
Вспомогательная инструментальная головка может быть жестко прикреплена к поперечному ползуну крестового суппорта, но при этом от рабочего требуется больше внимания при обработке деталей на пределе технологических возможностей станка, т. к. при отводах резца на большую величину могут происходить столкновения. Для устранения этого недостатка вспомогательная инструментальная головка может оперативно переустанавливаться с поперечного ползуна на кронштейн 39, расположенный на каретке крестового суппорта, при этом головка не будет осуществлять поперечных перемещений и, находясь в крайнем положении, не может столкнуться с деталью при производстве токарных работ.
Переустановка осуществляется следующим образом.
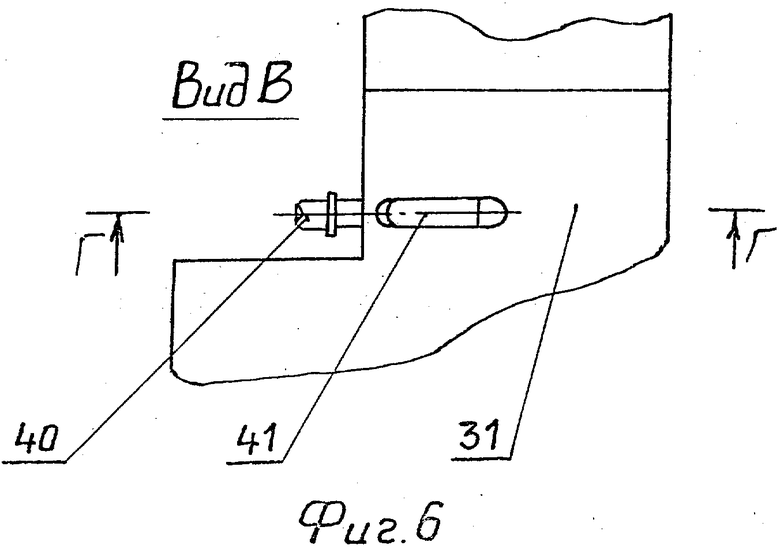
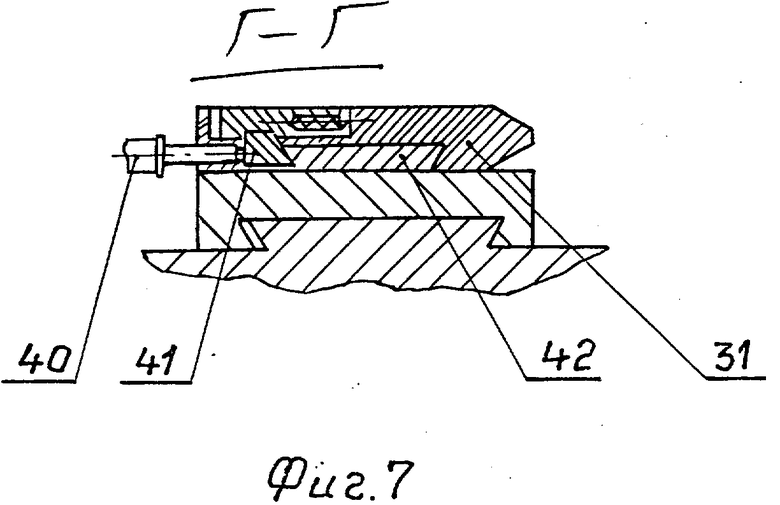
На поперечном суппорте вспомогательная инструментальная головка крепится с помощью винта 40, клинового сухаря 41 и ласточкиного хвоста 42, жестко прикрепленного к поперечному суппорту.
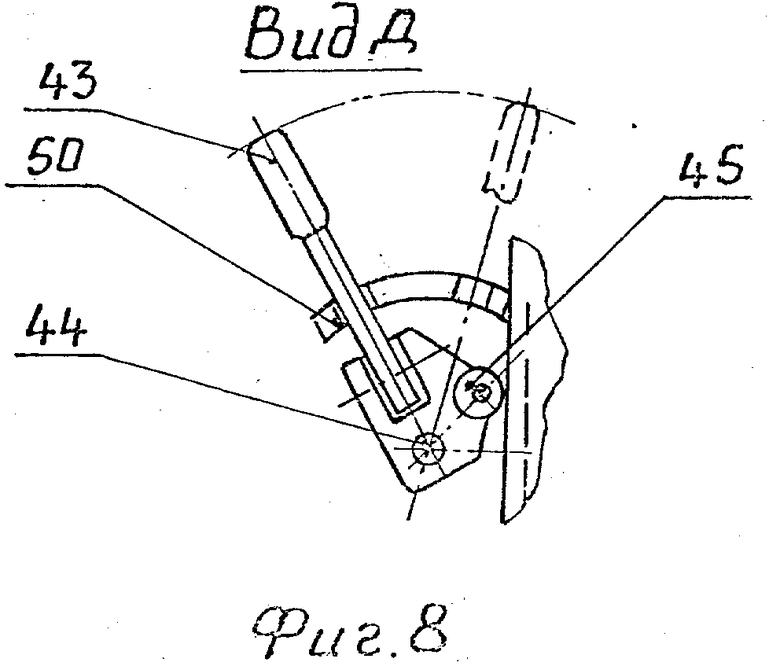
Для переустановки на каретку винт 40 должен быть отвинчен и клиновой сухарь 41 под действием пружины переместится, образуя зазор, позволяющий перемещаться как в горизонтальной, так и вертикальной плоскостях. Перемещение осуществляется с помощью рукоятки 43 (фиг. 8).
При повороте рукоятки 43 вокруг оси 44 ролик 45 упирается в планку 46, закрепленную на опорной плите 31. При дальнейшем перемещении рукоятки 43 плита 31 перемещается сначала в горизонтальной плоскости, а затем плоскопараллельно под углом вверх по плоскости элементов 47 и 48, до упора в планку 49 (фиг. 5). Ролик 45 выходит в мертвую точку, а рукоятку 43 фиксируется в прорези сектора 50. Таким образом головка надежно зажимается на кронштейне 39. Обратная переустановка осуществляется в обратном порядке рукояткой 43 и винтом 40. Практически величина перемещения плиты 31 и всей головки составляет десятые доли мм, что обеспечивает гарантированные зазоры подвижных элементов.
Станок работает следующим образом.
При работе в токарном режиме корпус 15 находится в верхнем положении, зубчатые колеса 10 и 11 расцеплены, рукоятка 21 в положении разжато (фиг. 4. 5). Вспомогательная инструментальная головка при необходимости зафиксирована на кронштейне 39 (фиг. 4, 5), при этом станок имеет все возможности токарно-винторезного станка, кроме того, могут производиться работы с вращением детали и инструментального шпинделя, например, фрезерование резьбы, полировальные работы и т.д.
Для работы в сверлильно-фрезерном режиме, в котором шпиндельная бабка станка используется как делительная головка, необходимо: рукоятку переключения скоростей 51 установить в фиксированном положении, при котором блок зубчатых колес 52 находится в нейтральном положении, а рукоятка 16 приводится в положение "включено" и зубчатые колеса 10 и 11 находятся в зацеплении. Используя штурвал червячного вала 12 и рукоятку зажима 21, можно последовательно устанавливать обрабатываемую деталь в необходимое угловое положение.
Двойной блок колес 53 должен быть установлен в положение увеличенного шага, т.е. зацепляется с зубчатым колесом 54, установленном на промежуточном валу (фиг. 1). Главный двигатель 4 становится двигателем цепи подач, идущей в обход шпинделя, и обеспечивающей весь диапазон подач, кроме диапазона "нормального шага".
Таким образом, в сверлильно-фрезерном режиме используются все зажимные приспособления и все органы управления токарного станка для продольного и поперечного перемещения на рабочем и ускоренном ходу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный многоцелевой станок | 1988 |
|
SU1576241A1 |
| ТОКАРНЫЙ СТАНОК | 1995 |
|
RU2087263C1 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| НАСТОЛЬНЫЙ УНИВЕРСАЛЬНЫЙ СТАНОК КОСТРОВА | 1992 |
|
RU2008163C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| НАСТОЛЬНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК | 1994 |
|
RU2089383C1 |
| СИСТЕМА АВТОМАТИЧЕСКОЙ СМАЗКИ МЕТАЛЛУРГИЧЕСКОГО СТАНКА | 1992 |
|
RU2043902C1 |
| ТОКАРНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 2019 |
|
RU2727133C1 |
Использование: изобретение относится к машиностроению, в частности, к конструкции многофункциональных токарных станков, и служит как для расширения его технологических возможностей, так и для повышения его производительности. Сущность изобретения: станок содержит смонтированные на станине шпиндельную бабку и крестовой суппорт. На поперечных салазках крестового суппорта оппозитно друг другу установлены резцедержатель и вспомогательная инструментальная головка с самостоятельным приводом инструментального шпинделя. Длительное устройство с механизмом фиксации углового положения заготовки размещено в шпиндельной бабке и кинематически связано со шпинделем станка. Вспомогательная инструментальная головка снабжена механизмами углового поворота и вертикальных перемещений инструментального шпинделя. Продольный суппорт станка снабжен кронштейном, предназначенным для переустановки на него вспомогательной инструментальной головки. 8 ил.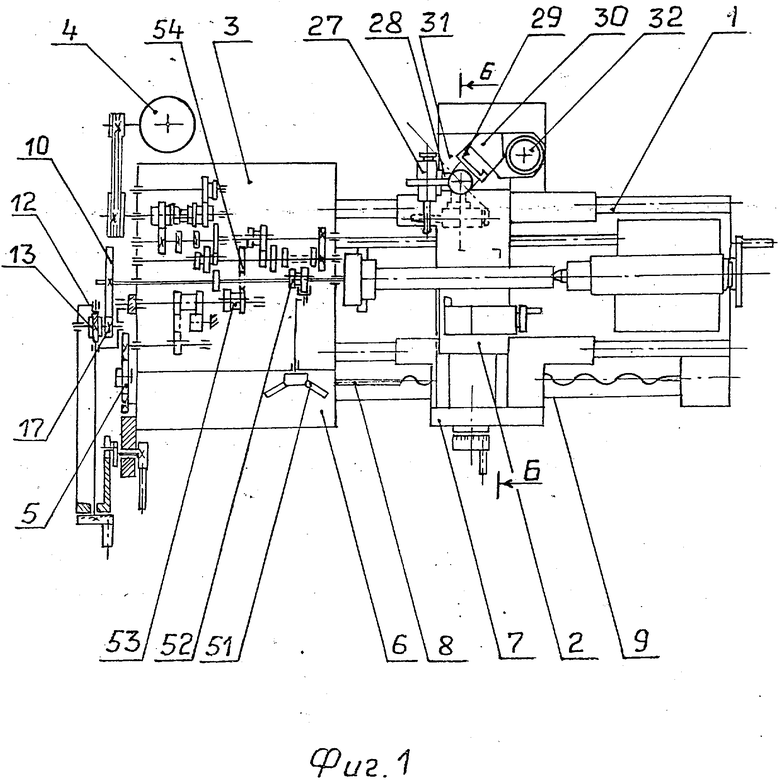
Многофункциональный токарный станок, содержащий смонтированные на станине шпиндельную бабку, крестовой суппорт, на поперечных салазках которого установлен резцедержатель, вспомогательную инструментальную головку, снабженную самостоятельным приводом инструментального шпинделя, при этом станок содержит делительное устройство с механизмом фиксации углового положения заготовки, отличающийся тем, что вспомогательная инструментальная головка установлена оппозитно резцедержателю на поперечных салазках суппорта и снабжена механизмами углового поворота и вертикальных перемещений инструментального шпинделя головки, при этом продольный суппорт станка снабжен кронштейном, предназначенным для переустановки на него вспомогательной инструментальной головки, а делительное устройство размещено в шпиндельной бабке и кинематически связано со шпинделем станка.
| Ачеркан Н.С | |||
| и др | |||
| Металлорежущие станки, т.1 | |||
| - М.: Машиностроение, 1965, с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
