1 7 2
ну 1, установленную на ней и выполненную в виде кольца планшайбу 2, на каждом рабочем торце которой установлены шпиндельная 4 и задняя 5 бабки. Изменение положения задних бабок производится вручную или посредством автоматического привода. Крепление производится с помощью гидрозажимов 7. В верхней части станины закреплена траверса 8. На направляющих траверсы установлены крестовые суппорты 9. Каждый суппорт снабжен поперечными салазками 10 с револьверной головкой 11. Инструментальный диск 12 головки связан с приводами поворота, фиксации диска и вращения инструмента. Перемещение суппортов 9 и поперечных салазок 10 осуществляется посредством приводов 13 и 14. Поворот каждой револьверной головки осуществляется с помощью привода 15. Поворот планшайбы осуществляется приводом поворота вокруг горизонтальной оси. Каждая шпиндельная бабка имеет зажимной патрон
-17. Механизмом загрузки станка осуществляют загрузку-выгрузку и кантование деталей 19 и передачу полуобработанных деталей с одной шпиндельной бабки на другую. Пары шпиндельных и задних бабок установлены на противоположных рабочих торцовых поверхностях планшайбы. Планшайба может быть выполнена в виде двух дисков с индивидуальными приводами поворота. При этом одна шпиндельная бабка установлена на рабочей торцовой поверхности одного диска, а другая - на противоположной рабочей торцовой поверхности другого диска. 1 з. п. ф-лы, 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| Токарный автомат | 1990 |
|
SU1824255A1 |
| Токарный многошпиндельный автомат | 1985 |
|
SU1324766A1 |
| Токарный автомат | 1985 |
|
SU1332663A1 |
| Токарный автомат | 1988 |
|
SU1565587A1 |
| Гибкий токарный модуль | 1987 |
|
SU1551515A1 |
| Токарный станок | 1982 |
|
SU1085679A1 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ТОРЦОВ ДЕТАЛЕЙ | 1993 |
|
RU2095197C1 |
Изобретение относится к области станкостроения. Целью изобретения является расширение технологических возможностей. Цель достигается за счет обеспечения обработки элементов, расположенных под произвольным углом к оси шпинделя, и концентрации операций при полной автоматизации их осуществления. Станок содержит станину 1, установленную на ней и выполненную в виде кольца планшайбу 2, на каждом рабочем торце которой установлены шпиндельная 4 и задняя 5 бабки. Изменение положения задних бабок производится вручную или посредством автоматического привода. Крепление производится с помощью гидрозажимов 7. В верхней части станины закреплена траверса 8. На направляющих траверсы установлены крестовые суппорты 9. Каждый суппорт снабжен поперечными салазками 10 с револьверной головкой 11. Инструментальный диск 12 головки связан с приводами поворота, фиксации диска и вращения инструмента. Перемещение суппортов 9 и поперечных салазок 10 осуществляется посредством приводов 13 и 14. Поворот каждой револьверной головки осуществляется с помощью привода 15. Поворот планшайбы осуществляется приводом поворота вокруг горизонтальной оси. Каждая шпиндельная бабка имеет зажимной патрон 17. Механизмом загрузки станка осуществляют загрузку-выгрузку и кантование деталей 19 и передачу полуобработанных деталей с одной шпиндельной бабки на другую. Пары шпиндельных и задних бабок установлены на противоположных рабочих торцовых поверхностях планшайбы. Планшайба может быть выполнена в виде двух дисков с индивидуальными приводами поворота. При этом одна шпиндельная бабка установлена на рабочей торцовой поверхности одного диска, а другая - на противоположной рабочей торцовой поверхности другого диска. 1 з.п. ф-лы, 3 ил.
Изобретение относится к станкостроению и может быть использовано при автоматической комплексной обработке деталей типа тел вращения.
Цель изобретения - расширение технологических возможностей.
Указанная цель достигается за счет обеспечения обработки элементов, расположенных под произвольным углом к оси шпинделя и концентрации операций при полной автоматизации их осуществления.
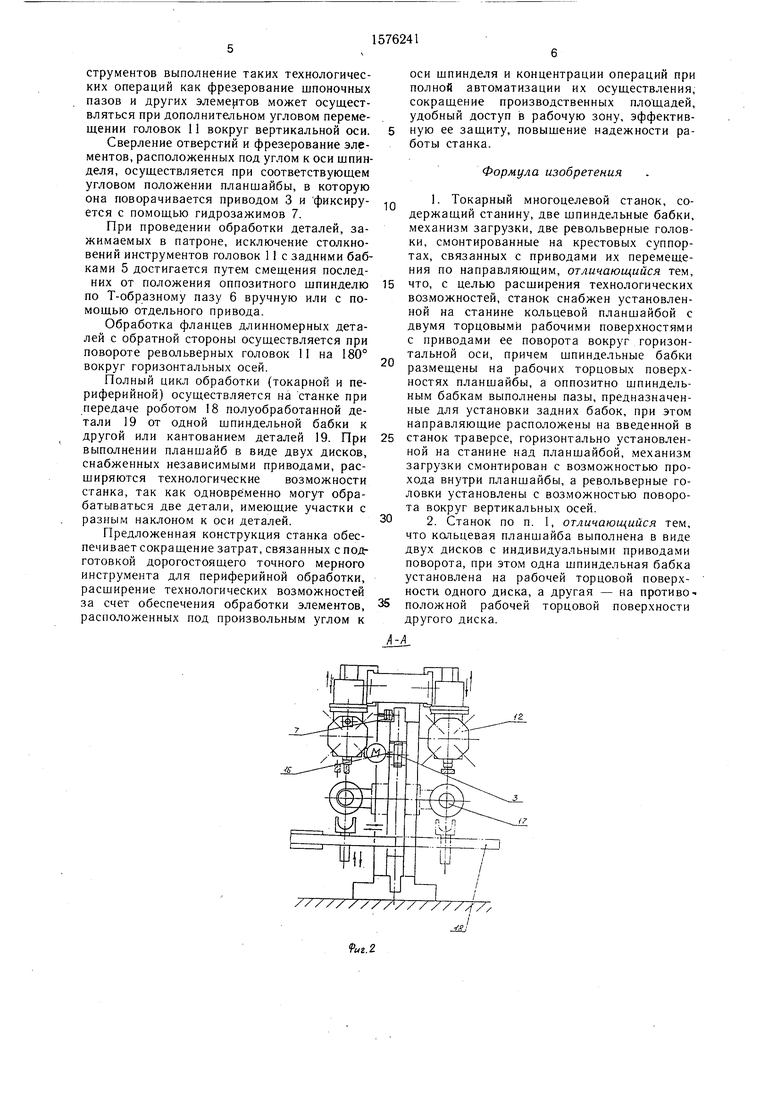
На фиг. 1 показан станок, вид спереди; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - станок с двумя планшайбами.
Токарный многоцелевой станок содержит станину 1, имеющую горизонтальную расточку, в которой смонтирована поворотная планшайба 2, выполненная с зубчатым венцом, с которым находится в зацеплении ведущая шестерня 3 механизма привода. На каждой рабочей торцовой поверхности планшайбы установлена шпиндельная бабка 4 с приводом вращения и углового позиционирования шпинделя и задняя бабка. 5.
Каждая задняя бабка установлена с возможностью смещения относительно положения оппозитного соответствующей шпиндельной бабке. С этой целью в планшайбе выполнены пазы 6, имеющие Т-образный профиль, в которых смонтированы задние бабки 5. Изменение положения задних бабок может производиться вручную или посредством отдельного автоматического привода, а крепление - с помощью гидрозажимов 7, используемых для крепления планшайбы 2. В верхней части станины выше уровня планшайбы закреплена горизонтальная траверса 8 с направляющими, выполненными на ее боковых поверхностях, параллельных рабочим плоским поверхностям планшайбы. На направляющих траверсы 8 установлены крестовые суппорты 9, каждый из которых снабжен поперечными
5 салазками 10 , с револьверной головкой 11, инструментальный диск 12 которой имеет неподвижные и вращающиеся инструменты и связан с приводами поворота и фиксации диска 12 и вращения инструмента. Перемещение суппортов 9 и поперечных сала0 зок 10 осуществляется посредством приводов 13 и 14. Каждая револьверная головка имеет возможность поворота вокруг оси посредством привода 15.
Поворот кольцевой планшайбы 2 в заданное положение осуществляется с по5 мощью привода 16. Каждая шпиндельная бабка имеет зажимной патрон 17, установленный на шпинделе. Станок оснащен,механизмом 18 загрузки (роботом), имеющим возможность прохода внутри планшайбы и
0 осуществляющим загрузку-выгрузку и кантование деталей 19, а также передачу полуобработанных деталей с одной шпиндельной бабки на другую.
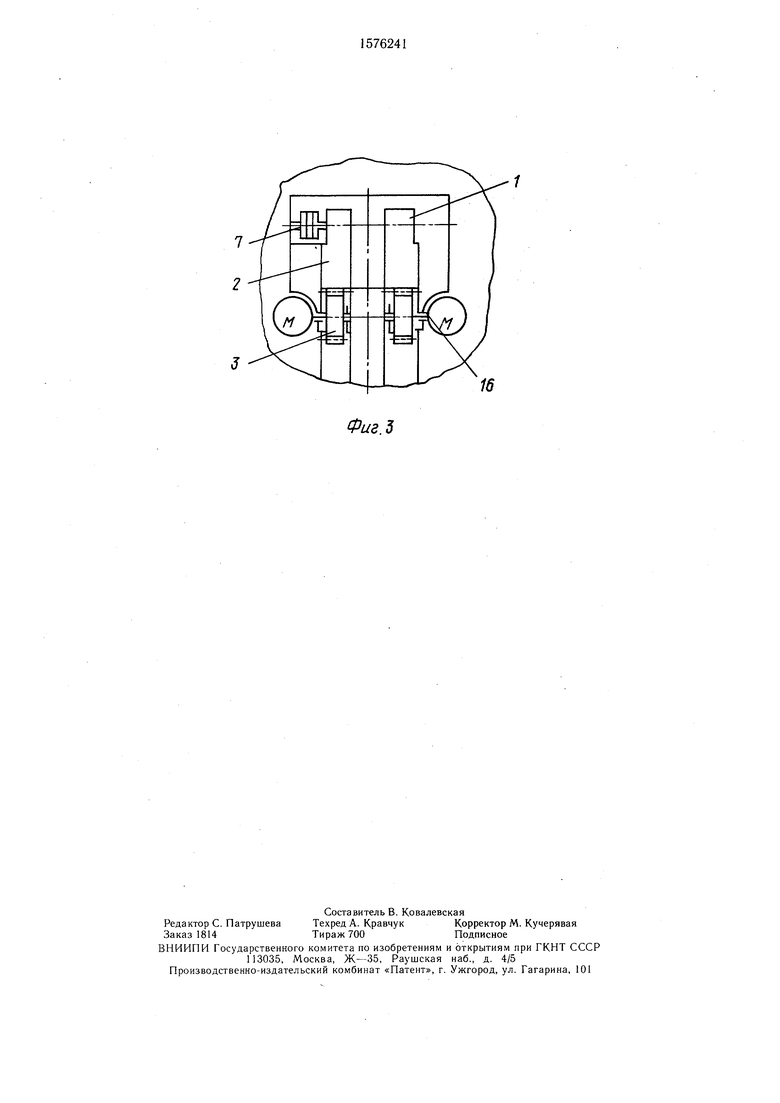
Планшайба может быть выполнена в виде двух дисков с индивидуальными приво5 дами. При этом шпиндельная бабка установлена на рабочей торцовой поверхности одного диска, а вторая - на противоположной ей поверхности второго диска.
Станок работает следующим образом. При обработке длинномерных заготовок
0 они устанавливаются роботом 18 в патронах 17 и поднимаются задними бабками 5. После включения привода главного движения шпиндельных бабок 4 осуществляется режим точения неподвижными инструментами головок.
5 Обработка вращающимися инструментами головок 11 производится при угловом позиционировании шпинделей бабок 4. При использовании немерных вращающихся инструментов выполнение таких технологических операций как фрезерование шпоночных пазов и других элементов может осуществляться при дополнительном угловом перемещении головок 11 вокруг вертикальной оси.
Сверление отверстий и фрезерование элементов, расположенных под углом к оси шпинделя, осуществляется при соответствующем угловом положении планшайбы, в которую она поворачивается приводом 3 и фиксируется с помощью гидрозажимов 7
При проведении обработки деталей, зажимаемых в патроне, исключение столкновений инструментов головок 11 с задними бабками 5 достигается путем смещения последних от положения оппозитного шпинделю по Т-образному пазу 6 вручную или с помощью отдельного привода
Обработка фланцев длинномерных деталей с обратной стороны осуществляется при повороте револьверных головок 11 на 180° вокруг горизонтальных осей
Полный цикл обработки (токарной и периферийной) осуществляется на станке при передаче роботом 18 полуобработанной детали 19 от одной шпиндельной бабки к другой или кантованием деталей 19 При выполнении планшайб в виде двух дисков, снабженных независимыми приводами, расширяются технологические возможности станка, так как одновременно могут обрабатываться две детали, имеющие участки с разным наклоном к оси деталей
Предложенная конструкция станка обеспечивает сокращение затрат, связанных с подготовкой дорогостоящего точного мерного инструмента для периферийной обработки, расширение технологических возможностей за счет обеспечения обработки элементов, расположенных под произвольным углом к
0
5
0
5
0
оси шпинделя и концентрации операции при полной автоматизации их осуществления, сокращение производственных площадей, удобный доступ в рабочую зону, эффективную ее защиту, повышение надежности работы станка
Формула изобретения
1Токарный многоцелевой станок, содержащий станину, две шпиндельные бабки, механизм загрузки, две револьверные головки, смонтированные на крестовых суппортах, связанных с приводами их перемещения по направляющим, отличающийся тем, что, с целью расширения технологических возможностей, станок снабжен установленной на станине кольцевой планшайбой с двумя торцовыми рабочими поверхностями с приводами ее поворота горизонтальной оси, причем шпиндельные бабки размещены на рабочих торцовых поверхностях планшайбы, а оппозитно шпиндель ным бабкам выполнены пазы, предназначенные для установки задних бабок, при этом направляющие расположены на введенной в станок траверсе, горизонтально установленной на станине над планшайбой, механизм загрузки смонтирован с возможностью прохода внутри планшайбы, а револьверные головки установлены с возможностью поворота вокруг вертикальных осей
2Станок по п 1, отличающийся тем, что кольцевая планшайба выполнена в виде двух дисков с индивидуальными приводами поворота, при этом одна шпиндельная бабка установлена на рабочей торцовой поверхности одного диска, а другая - на противоположной рабочей торцовой поверхности другого диска
Фиг 5
16
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
