Изобретение относится к машиностроению, а именно к технологическим операциям разлома заготовок деталей типа колец шарнирных подшипников и прутков.
Известен способ разлома деталей типа прутков и труб, заключающийся в том, что на поверхности изделия в месте разлома наносят концентратор напряжения и прикладывают к ней изгибающую нагрузку, создающую знакопеременный изгибающий момент, который обеспечивается вращением детали.
Недостатком описанного способа является низкая производительность процесса ломки и сложность осуществления, т.к. для вращения детали необходимо использовать отдельный сложный механизм.
Наиболее близким к описываемому способу по технической сущности и достигаемому техническому результату является способ разлома деталей, при котором на поверхности детали создают зону концентрации напряжений, а к детали прикладывают нагрузку, создающую в месте расположения концентратора напряжений изгибающий момент. Изгибающий момент создает напряжения, превышающие предел прочности материала детали.
Недостатком данного способа является низкое качество разлома, т.к. во всем объеме детали возникают высокие напряжения, приводящие к потере ее формы и размеров, а также появляется брак из-за разрушения детали не только в плоскости расположения концентратора напряжений, но и в других ослабленных сечениях.
Техническим результатом от использования изобретения является повышение качества разлома деталей и уменьшение брака.
Указанный технический результат достигается тем, что на поверхности детали создают зону повышенной концентрации напряжений, после чего к детали прикладывают нагрузку, создающую в этой зоне изгибающий момент, величину которого определяют из условия, при котором растягивающие напряжения не превышают предела упругости материала детали, а деталь в зоне повышенной концентрации напряжения подвергают ультразвуковым колебаниям.
Так как возникающие под действием статической нагрузки растягивающие напряжения не превышают предела упругости материала детали, то деталь в процессе разлома не теряет свою форму и размеры и не возникает опасность разлома вне плоскости расположения концентратора напряжений. Ультразвуковые колебания вызывают ускоренное развитие трещины только в области расположения концентратора напряжений, что обеспечивает качественный и высокопроизводительный разлом даже при минимальных внутренних напряжениях. Таким образом решается задача повышения качества разлома деталей и уменьшения брака.
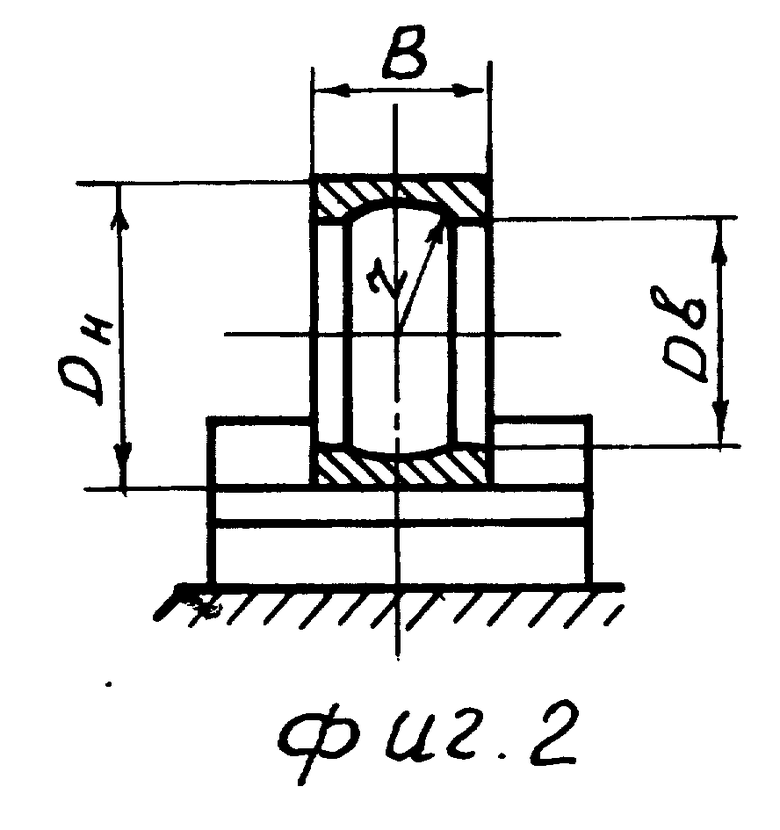
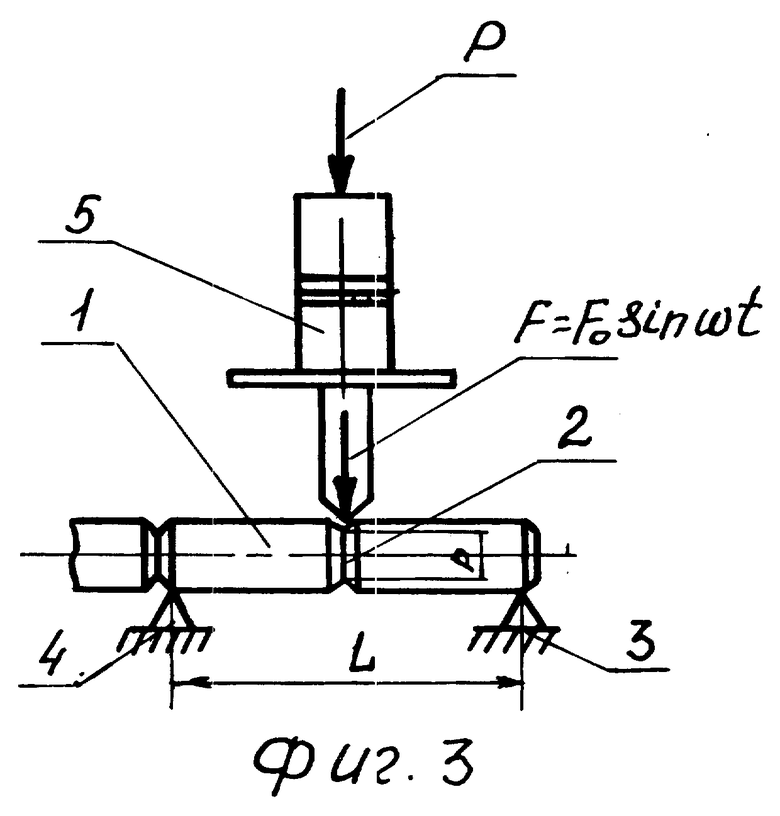
На фиг. 1 изображена схема кольцевых деталей; на фиг. 2 - поперечное сечение детали; на фиг. 3 - схема разлома прутков.
На торец детали 1, представляющий собой наружное кольцо шарнирного подшипника, наносят концентратор напряжения 2 в виде острой царапины или канавки (фиг. 1). Деталь устанавливают в призму 3, и к ней прикладывают внешнюю радиальную нагрузку P, создающую в месте расположения концентратора напряжений 2 изгибающий момент М, определяемый из равенства:
M=Wg (1),
где М - изгибающий момент, Нм,
W - осевой момент сопротивления изгибу, м3.
q - предел упругости материала детали, Па.
В место расположения концентратора напряжений подводят волновод 4, передающий детали от ультразвукового генератора (не показан) ультразвуковые колебания, которые и вызывают разрушение кольца в плоскости расположения концентратора напряжений.
Так как кольца шарнирных подшипников являются тонкостенными, то обычно для таких колец расчет напряжений производится по формулам сопротивления материалов для прямых брусьев. Поэтому:
где RB и RH - внутренний и наружный радиусы кольца, м;
P - внешняя радиальная нагрузка, H;
K - коэффициент толщины кольца (K=0,8-1,0);
α - угол расположения точек опоры, рад. (при установке детали в призму с углом 120o, α = (2/3)π, при установке детали на плоскую опору α = π).
Как известно, момент сопротивления изгибу определяется равенством:
W=I0/Ymax,
где I0 - осевой момент инерции сечения, м4.
Ymax - расстояние от центральной оси до места расположения максимальных напряжений, м.
Так как сечение кольца (фиг. 2) представляет собой соединение двух простых фигур - прямоугольника и сегмента, то из геометрических соображений несложно определить: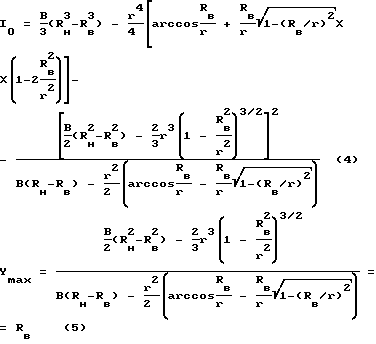
где В - высота детали, м;
r - радиус сферы, м.
Подставляя равенства (2)-(5) в уравнение (1) несложно определить величину статической силы P, которая не вызывает пластической деформации кольца и изменения его геометрических параметров.
Например, для наружного кольца подшипника ШПС-50 RB=30,44 мм; RH=37,5 мм; r=33 мм; В=28 мм; g=500 МПа.
Расчеты по приведенным выше зависимостям показывают, что при расположении кольца в процессе разлома в призме с углом 120o внешняя радиальная нагрузка должна быть равна P≤8390 H, при установке кольца на плоскую опору P≤2489. Как видно, установка кольца на плоскую опору более предпочтительна, т.к. уменьшает потребную внешнюю изгибающую нагрузку.
При ломке прутка (фиг. 3) на его поверхность 1 наносится риска 2, играющая роль концентратора напряжений. Пруток помещается между двумя опорами 3 и 4, и к нему в месте расположения концентратора 2 прикладывают нагрузку P, создающую изгибающий момент, определяемый равенством (1).
В равенстве (1) с учетом круглого сечения прутка W=0,1 D, где D - диаметр детали.
От источника 5 к детали 1 в месте расположения концентратора напряжений 2 подаются ультразвуковые колебания, которые вызывают разрушение детали.
Например, при диаметре детали в месте расположения концентратора напряжений D=20 мм, расстояние между опорами L=40 мм и изгибающем моменте M=PL/4.
P≤0,4D•g/L=100H.
При разломе существующим способом потребная нагрузка в 3-4 раза выше и для указанного примера P≥360 Н.
Технико-экономическая эффективность описываемого способа ломки деталей заключается в повышении качества деталей, т.к. они в процессе ломки не изменяют своих геометрических параметров, в уменьшении брака, а также в уменьшении потребной нагрузки.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОРНЫЙ ДВИГАТЕЛЬ | 1995 |
|
RU2099540C1 |
| УЛЬТРАЗВУКОВАЯ КОЛЕБАТЕЛЬНАЯ СИСТЕМА | 1997 |
|
RU2141386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ФОРМООБРАЗУЮЩЕЙ ОСНАСТКИ | 1999 |
|
RU2152872C1 |
| ГИДРОЭЛЕКТРИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ РАСХОДА ДИЭЛЕКТРИЧЕСКОЙ ЖИДКОСТИ | 1987 |
|
RU2044281C1 |
| ТРУБЧАТАЯ ПЕЧЬ | 1995 |
|
RU2082925C1 |
| ТОРМОЗНОЕ УСТРОЙСТВО ПРЕИМУЩЕСТВЕННО ДЛЯ ЗУБООБРАБАТЫВАЮЩИХ СТАНКОВ | 1991 |
|
RU2019753C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ОБЕЗВОЖИВАНИЯ ТВОРОЖНОГО СГУСТКА | 1991 |
|
RU2035856C1 |
| УСТРОЙСТВО ДЛЯ ФРИКЦИОННО-ЛЕЗВИЙНОГО РЕЗАНИЯ | 1999 |
|
RU2162771C2 |
| СПОСОБ ВКЛЮЧЕНИЯ ПЛАЗМЕННОГО ТИРИСТОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2144716C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕПРЕГА | 1991 |
|
RU2028322C1 |
Использование: машиностроение, а именно, технологические процессы разлома заготовок деталей типа колец шарнирных подшипников и прутков. Сущность изобретения: на поверхности деталей создают зону повышенной концентрации напряжений, а к детали прикладывают нагрузку, создающую в указанной зоне изгибающий момент, величину которого определяют из условия, при котором растягивающие напряжения не превышают предела упругости материала детали, при этом в детали возбуждают ультразвуковые колебания. 3 ил.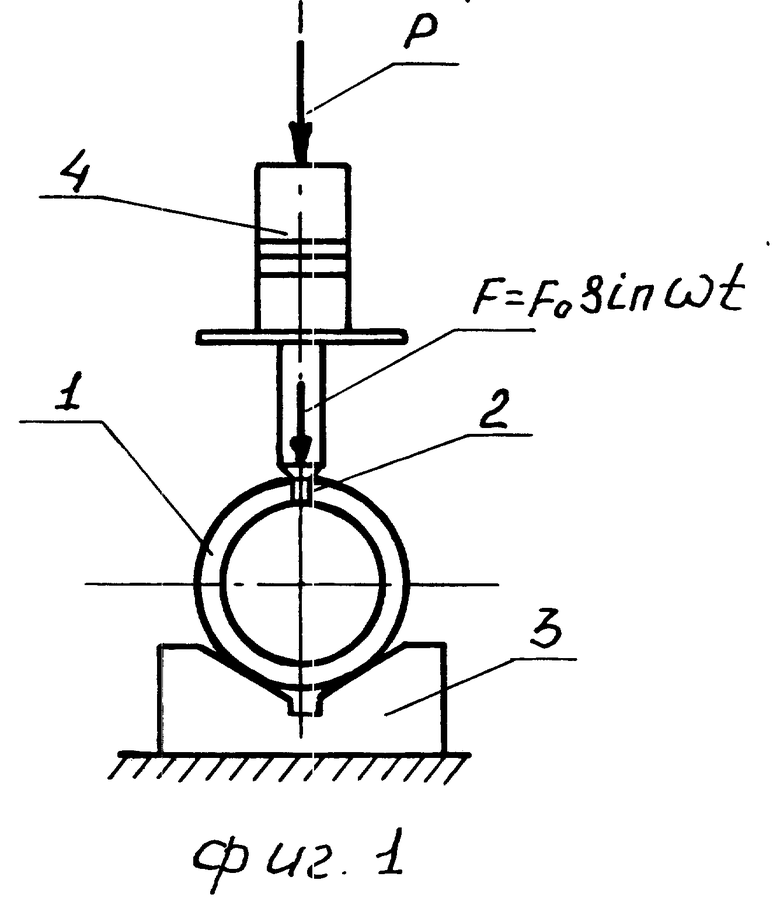
Способ разлома деталей, при котором на поверхности детали создают зону повышенной концентрации напряжений, после чего к детали прикладывают нагрузку, создающую в зоне повышенной концентрации напряжений изгибающий момент, отличающийся тем, что величину изгибающего момента определяют из условия, при котором растягивающие напряжения не превышают предела упругости материала детали, а деталь в зоне повышенной концентрации напряжения подвергают ультразвуковым колебаниям.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1680449, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1773590, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| SU, авторское свидетельство, 1701444, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

