\ \ \ 2 Изобретение относится к области сварки и термической обработки деталей вращения типа роторов из высокопрочных сталей, в том числе роторов для паровых турбин атомных подводных лодок.
Наиболее близким к заявляемому способу сварки изделия типа роторов, является способ сварки [1]. Сборка толстостенных заготовок, в том числе и роторов, производится с элементами разделок кромок. Эти элементы разделок не обеспечивают точной геометрии сборки роторов, полного провара кромок без технологических компенсаторов, как в случае разделки со стыковочными усиками, так и в случае с подкладными кольцами.
В данной конструкции стыковочных элементов роторов нет возможности полностью гарантировать отсутствие сварочных дефектов типа непроваров и технологических трещин, возможных при захолаживании сварного соединения. При сварке роторов из стали типа ЭИ-415 применяется подогрев при температуре 400 - 500oC, приводящий к получению структур перлитного типа с низким сопротивлением хрупкому разрушению. Применение для сварных роторов технологичной среднеуглеродистой стали 34ХМ1А резко усиливает негативные моменты. Сварные ротора из этой марки стали изготавливают с пределом текучести не выше 450 - 520 МПа.
Целью изобретения является разработка способа сварки роторов из высокопрочных сталей типа 20Х3МВФА (ЭИ-415) с обеспечением в корне шва полного провара без концентраторов, при высоком сопротивлении хрупкому разрушению всех зон сварного соединения и минимальном искривлении оси ротора.
Поставленная цель достигается тем, что производят сборку ротора с элементами корня шва предварительно наплавленного металла определенного состава при температуре подогрева 200 - 300oC и подвергнутых высокому отпуску при строго ограниченных геометрических параметрах стыковочного узла. Сверху стыковочных кромок производят с полным проплавлением без подогрева низкоуглеродистыми сварочными материалами и поддувом аргона. Сварку основной части разделки проводят по диаметрально-противоположным секторам, длина которых равна 1/6 длины окружности, причем сварку осуществляют за два приема по заполнению высоты разделки при температуре подогрева 200 - 300oC и промежуточном отпуске, нагрев до температуры отпуска после сварки и охлаждение после отпуска производят с контролируемой заданной скоростью; нагрев до 550 - 580oC со скоростью 60 - 80 oC/ч с 600 до 640 - 650oC со скоростью 30 - 40oC/ч, охлаждение после отпуска со скоростью 70 - 100oC/ч в диапазоне 650 - 450oC.
На механически обработанную в минусовой размер поверхность стыковочного элемента производят при температуре подогрева 200 - 300oC наплавку низкоуглеродистыми сварочными материалами с последующим отпуском при температуре на 40 - 50oC ниже температуры отпуска основного металла. Производится механическая обработка стыковочных кромок и однопроходная сварка без подогрева при полном проплавлении кромок с условием соотношений их размеров: а/b = 0,4 - 0,6 и отношением значений  = 120 - 160 и последующей двух, трех проходной заваркой корня шва без подогрева низколегированными сварочными материалами с поддувом аргона в зону сварочной дуги. Сварка основной части шва на 1/2 высоты разделки производится с подогревом 200 - 300oC с секторам (6 шт) во взаимнопротивополжных зонах и не охлаждая производят отпуск при температуре ниже температуры основного отпуска металла на 40 - 50oC и охлаждением после температуры отпуска до 300oC со скоростью 60 - 100oC/ч. После окончания сварки всей глубины разделки производится отпуск при температуре на 20 - 30oC ниже температуры отпуска заготовок ротора после основной термической обработки продолжительностью 12 - 14 ч. со скоростью нагрева в диапазоне температур 500 - 580oC со скоростью 60 - 80oC/ч, в диапазоне температур с 580 до 640 - 650oC со скоростью 30 - 40oC/ч охлаждение после окончания выдержки производить в диапазоне температур 650 - 450oC со скоростью 70 - 100oС/ч.
= 120 - 160 и последующей двух, трех проходной заваркой корня шва без подогрева низколегированными сварочными материалами с поддувом аргона в зону сварочной дуги. Сварка основной части шва на 1/2 высоты разделки производится с подогревом 200 - 300oC с секторам (6 шт) во взаимнопротивополжных зонах и не охлаждая производят отпуск при температуре ниже температуры основного отпуска металла на 40 - 50oC и охлаждением после температуры отпуска до 300oC со скоростью 60 - 100oC/ч. После окончания сварки всей глубины разделки производится отпуск при температуре на 20 - 30oC ниже температуры отпуска заготовок ротора после основной термической обработки продолжительностью 12 - 14 ч. со скоростью нагрева в диапазоне температур 500 - 580oC со скоростью 60 - 80oC/ч, в диапазоне температур с 580 до 640 - 650oC со скоростью 30 - 40oC/ч охлаждение после окончания выдержки производить в диапазоне температур 650 - 450oC со скоростью 70 - 100oС/ч.
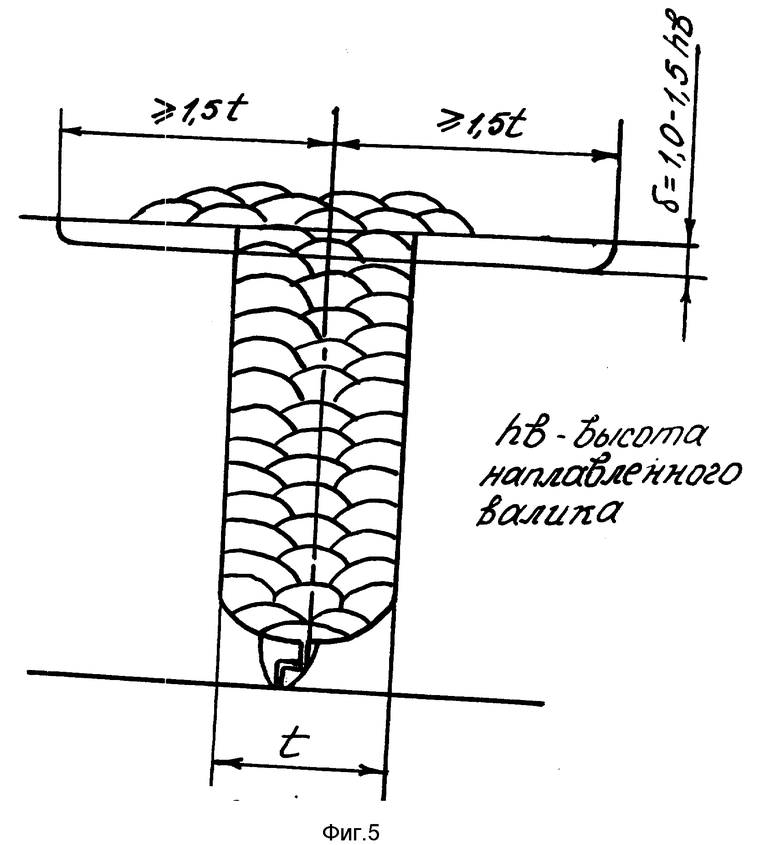
Наплавление на поверхность шва производится выше поверхностей свариваемых заготовок на толщину двух, трех валиков и ширину не менее двух и трех валиков от линии сплавления с последующей механической обработкой (снятия металла) на глубину б, равную 1,0 - 1,5 высоты направленного валика от поверхности стыкуемых частей. Так как при патентном поиске источники информации, содержащие признаки отличительной части формулы не обнаружены, можно сделать вывод о соответствии предложенного технического решения критерию существенные отличия.
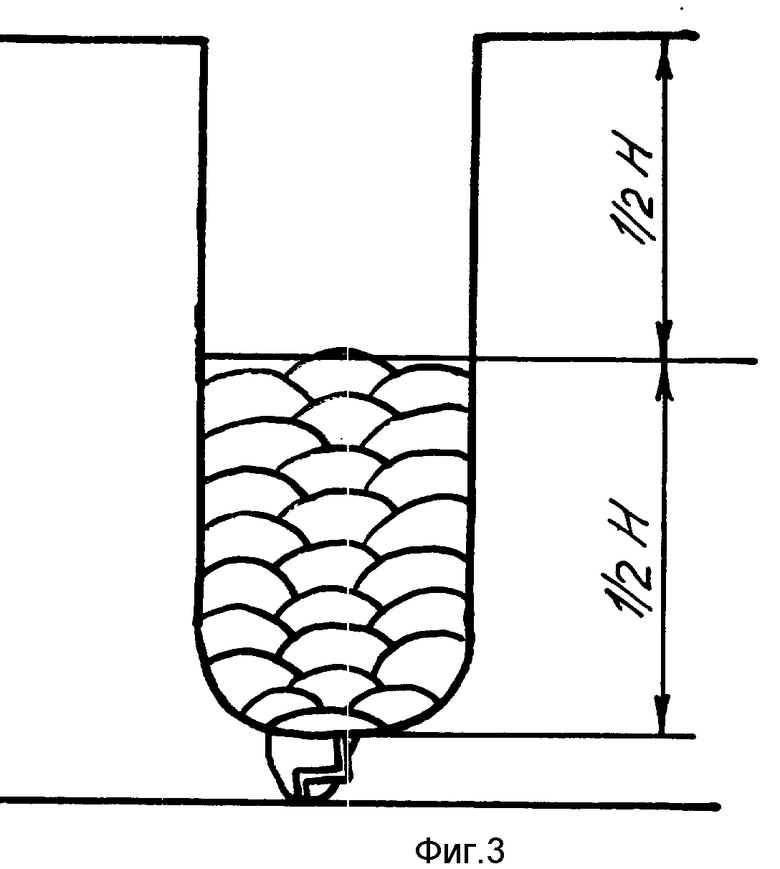
На фиг.1 показана схема наплавки корня шва и стыковки частей ротора; на фиг. 2 - соотношение размеров стыковочного узла для условий полного проплавления корня шва; на фиг.3 - схема заполнения разделки до проведения промежуточного отпуска; на фиг.4 - указан порядок сварки ротора по секторам; на фиг. 5 - дан вид заваренной разделки и схема механической обработки поверхности сварного шва.
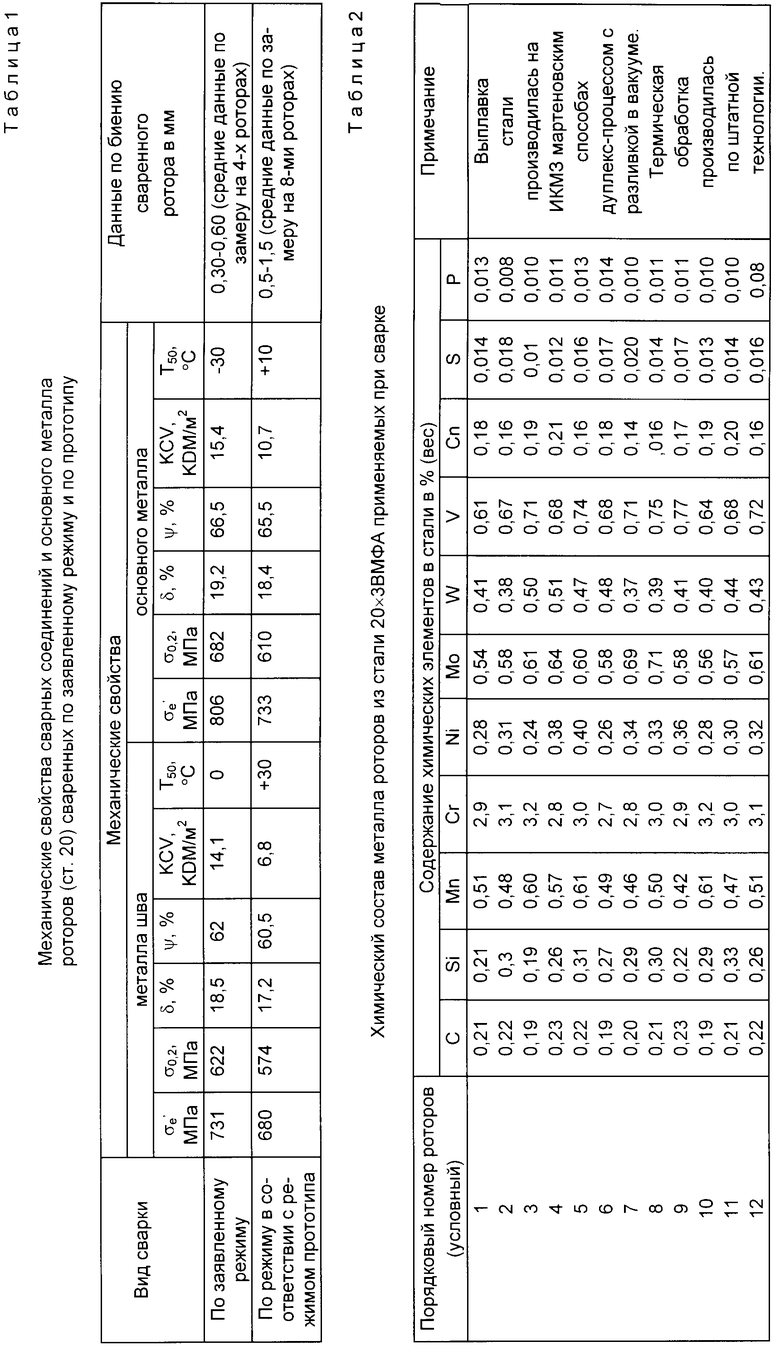
В табл. 1 даны механические свойства сварных соединений и основного металла роторов (см.20Х3ВМФА) сваренных по заявленному режиму.
В табл. 2 представлен химический состав металла роторов из стали 20Х3МВФА, применяемых при сварке.
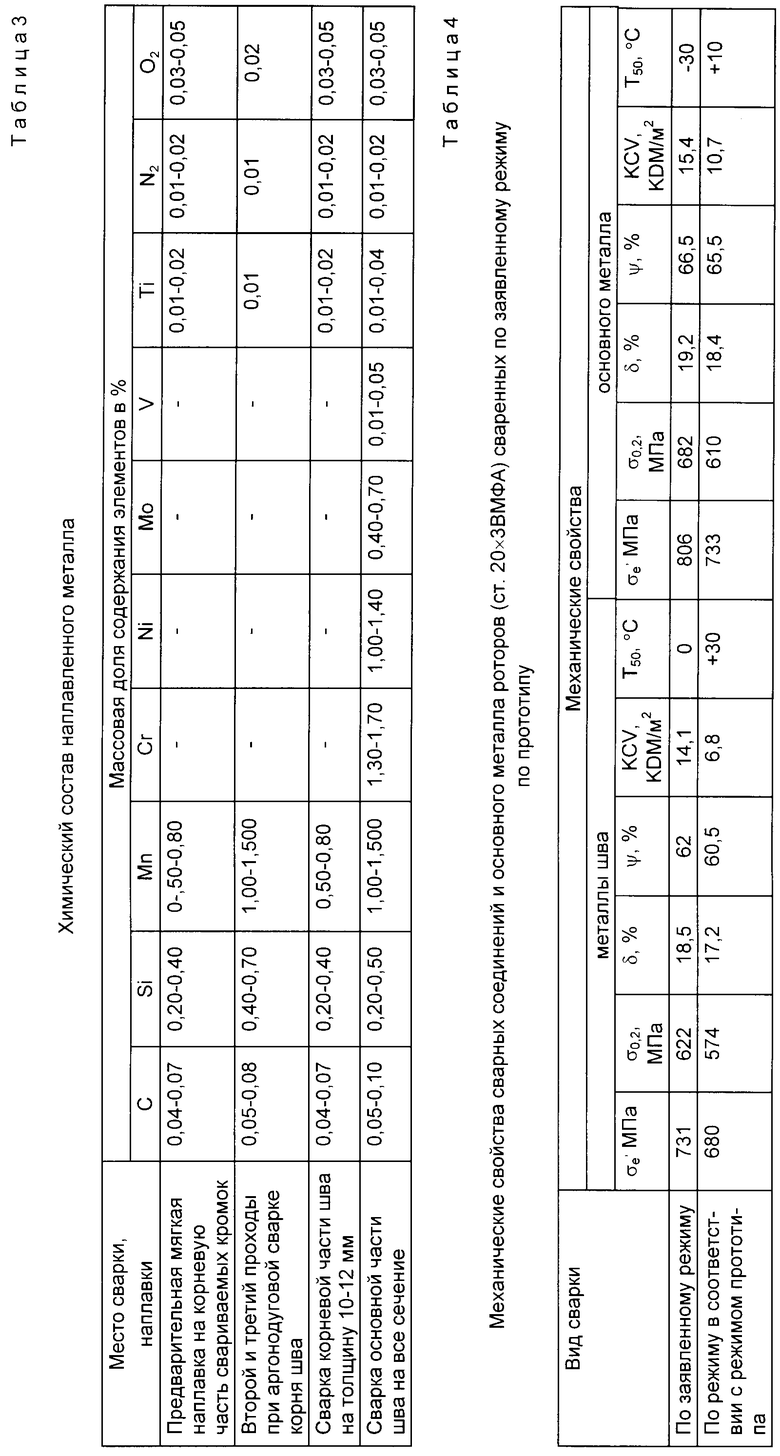
В табл. 3 дан химический состав наплавленного металла.
В табл. 4 даны механические свойства сварных соединений и основного металла роторов (ст.20Х3ВМФА), сваренных по заявленному режиму и по режиму в соответствии с режимом прототипа.
Способ сварки роторов из высокопрочной стали осуществляется следующим образом.
Проводится механическая обработка кромок, свариваемых заготовок с минусовым допуском в зоне наплавляемых кромок (фиг. 1, заштрихованная часть), затем подогрев свариваемых заготовок в печи до температуры 200 - 300oC и наплавка мягкой прослойки в зоне корневой части сварного соединения сварочными материалами, обеспечивающими в составе наплавленного металла концентрацию углерода, кремния, марганца, азота, кислорода, титана в следующих количествах, %:
Углерод 0,04 - 0,07
Кремний 0,20 - 0,40
Марганец 0,50 - 0,08
Азот 0,01 - 0,02
Кислород 0,03 - 0,05
Титан 0,01 - 0,02
Сварка ведется до температуры заготовки не ниже 200oC, при снижении температуры ниже указанного предела, необходимо проводить дополнительный подогрев.
После окончания наплавки кромок, не проводя охлаждения заготовок, проводится отпуск заготовок в термической печи при температуре 620 - 630oC длительностью 8 - 10 ч. Данная температура отпуска выбирается на 40 - 50oC ниже температуры отпуска основного металла заготовок при их окончательной термической обработке с целью сохранения сдаточных нормированных свойств.
После термической обработки заготовок с напрвленными кромками производится механическая обработка кромок для контроля сварочных декфектов и обеспечения сборки для последующей сварки.
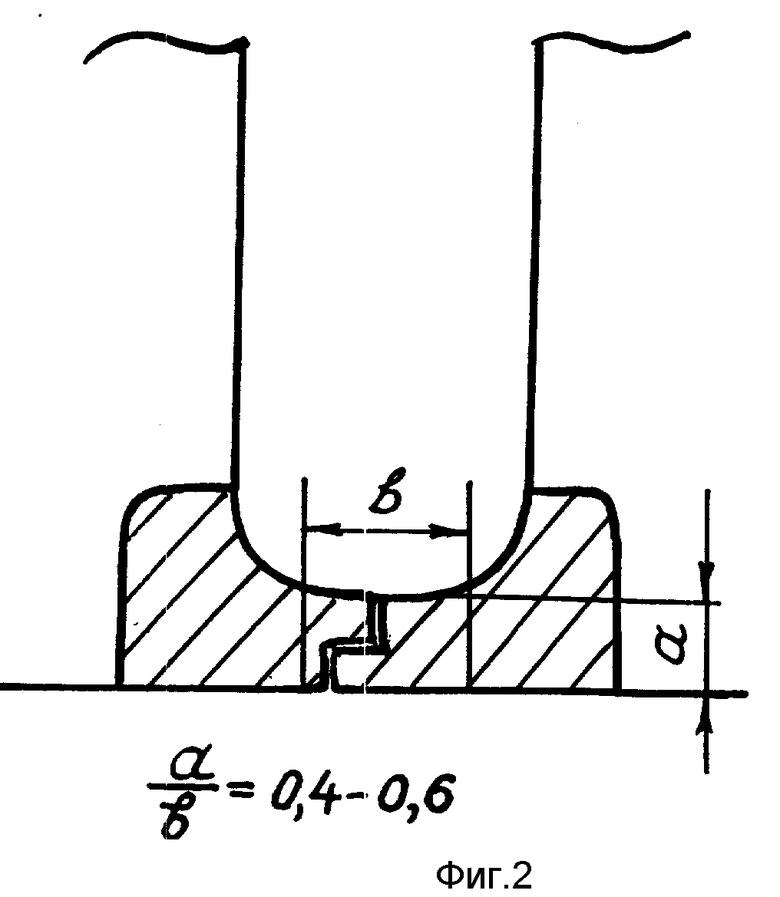
Механическая обработка кромок производится до стыковочных размеров, позволяющих выполнить сплошное проплавление кромок. Условие сплошного проплавления кромок при однопроходной сварке без подогрева состоит в подборе геометрических параметров стыковочного узла (фиг.2) и токовых режимов сварки.
Соотношение a/b должно быть в пределах 0,4 - 0,6 где b ширина прямолинейного участка до начала обработки под заданный радиус, а - высота проплавляемого прямолинейного участка корневой части сварного соединения.
Сборка заготовок роторов производилась с подогревом до 200 - 250oC той части ротора, которая имеет охватывающий буртик стыковочного узла. Этим обеспечивается плотная сборка и последующее исправление оси. Первый и второй проходы корневой части стыковочного узла производили аргонодуговой сваркой без подогрева с применением присадочного материала, обеспечивающего содержание углерода, кремния и марганца в наплавленном металла в следующих пределах, %:
Углерод 0,05 - 0,08
Кремний 0,4 - 0,70
Марганец 1,00 - 1,50
с ограниченным содержанием азота, кислорода, титана, %:
Азот - ≤ 0,01
Кислород - ≤ 0,02
Титан - ≤ 0,01
При сварке коневой части от первого прохода до заполнения разделки на толщину 10 - 12 мм в целях защиты металла сварочной ванны от окисления воздухом и насыщения водородом производится поддув аргона во внутреннюю полость ротора через осевой канал.
Установлена эмпирическая зависимость условий проплавления корневой части от погонной энергии сварки
где g - погонная энергия сварки;
V - скорость сварки (м/мин);
η - 0,6 для сварки неплавящимся электродом в среде защитного газа.
Для полного проплавления указанного на фиг. 2 стыковочного узла (а = 3 - 4 мм, в = 5 - 10 мм) значение  должно быть в пределах 120 - 160 (а. В/см.мин).
должно быть в пределах 120 - 160 (а. В/см.мин).
Сварка основной части шва производилась с подогревом 200 - 200oC до 1/2 высоты разделки (фиг.3) и не охлаждая проводится отпуск при температуре 620 - 630oC.
В связи с необходимостью проведения контроля сварного соединения на предмет обнаружения сварочных дефектов и возможным проведением ремонтной заварки без термообработки, необходимо применение сварочных материалов, обеспечивающих получение свойств вязкости металла шва (Т50 - критическая температура хрупкости не выше +20oC). Это требование по значению критической температуры хрупкости необходимо для предотвращения образования холодных трещин при ремонтной заварке дефектов без подогрева и немедленного отпуска. С этой целью применяют сварочные материалы, обеспечивающие при перемешивании жидкой ванны снижение содержания ванадия (с 0,6 - 0,85% в основном металле) и увеличение содержания никеля (с 0,4% в основном металле) до значения 0,25 - 0,3% и 0,6 - 0,9% в металле шва соответственно. Это обеспечивается за счет соответствующего химического состава сварочных материалов, при применении которых наплавленный металл содержит, %:
Углерод - 0,05 - 0,10
Кремний - 0,20 - 0,50
Марганец - 1,00 - 1,50
Хром - 1,30 - 1,70
Никель - 1,00 - 1,40
Молибден - 0,40 - 0,70
Ванадий - 0,01 - 0,05
Титан - 0,01 - 0,04
Азот - 0,01 - 0,02
Кислород - 0,03 - 0,05
Получение указанных значений содержания ванадия и никеля в металле шва при указанном ранее ограничении содержания углерода способствует обеспечению высокой пластичности и вязкости в зоне сплавления.
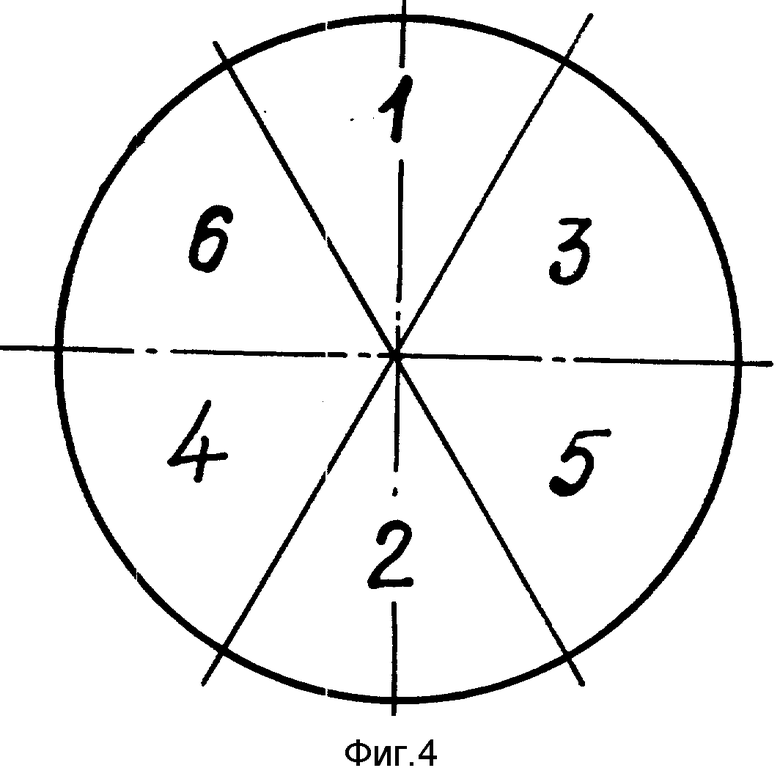
С целью обеспечения минимального излома оси свариваемых частей ротора (не свыше 0,6 мм от идеальной геометрической оси частей ротора) сварка частей ротора производится по секторам, длина которых равна 1/6 длине окружности (схема, фиг. 4) по 2 - 3 прохода в секторе и с последующим переходом процесса сварки на противоположный сектор согласно схеме. Предложенная схема обеспечивает заданное минимальное значение боя и искривления оси.
После заварки 1/2 высоты сечения шва ротора производится отпуск заваренного ротора при температуре 620 - 630oC с охлаждением до 300oC со скоростью 60 - 70oC/ч.
Далее производится заварка остальной части сечения шва ротора сварочными материалами и очередностью аналогично первой половине.
После окончания заварки разделки частей на всю глубину производится отпуск при температуре 640 - 650oC продолжительностью 12 - 14 ч. Температура отпуска после сварки назначается на 20 - 30oC ниже температуры отпуска заготовок ротора после основной термической обработки. С целью повышения характеристик пластичности и вязкости в зоне сварного соединения, нагрев до температуры отпуска и охлаждение после него производят с определенной заданной скоростью. При нагреве с целью более быстрого прохождения интервала вторичного твердения 550 - 580oC за счет выделения карбидов ванадия, этот диапазон температур необходимо проходить со скоростью 60 - 80oC/ч. С 600 до 640 -650oC нагрев может вестись с меньшей скоростью - 30 - 40oC/ч, с целью выравнивания температур по сечению. Охлаждение в диапазоне температур 650 - 450oC необходимо с целью подавления отпускного хрупчивания проводить со скоростью 70 - 100oC/ч, что одновременно создает благоприятные сжимающие напряжения (8 - 12 кгс/см2) в зоне сварного соединения.
Необходимо учитывать, что при проведении сварки в поверхностной зоне направленного и основного металла возникают конгломераты крупных зерен. В более глубинных слоях сварного соединения, в связи с влиянием чередующихся термических циклов сварки на зерно, происходит рекристаллизация крупных первичных зерен и их измельчение. Известно, что при более мелких зернах металла (в том числе и направленного) достигаются более высокие характеристики пластичности, вязкости, прочности, сопротивления циклическому и хрупкому разрушению.
С целью измельчения зерна в поверхностных зонах сварного соединения применена наплавка дополнительных поверхностных валиков в зоне сварного соединения и механическая обработка поверхности в зоне сварного соединения с уменьшением диаметра проточки на величину толщины направленного валика в соответствии со схемой (фиг. 5).
Указанная ширина и глубина проточки полностью гарантирует снятие зон наплавленного и основного металла с крупными рекристаллизованными зернами.
Все технологические процессы сварки кромок и всей разделки производят при вращении ротора на заданный угол, определенный порядковым номером сектора (фиг. 4), а после сварочную термическую обработку при непрерывном вращении ротора (во избежание его провисания и излома оси) со скоростью 2 - 3 оборота/мин.
Ожидаемый технико-экономический эффект, который может быть получен при использовании заявляемого способа сварки роторов, выразится в повышении механических характеристик основного металла и металла шва, в практической ликвидации конструктивных и технологических концентраторов в корне шва, снижении биения, что приводит к повышению запаса прочности конструкции ротора, его долговечности и снижению затрат на баллансировку ротора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2000 |
|
RU2177861C1 |
| СПОСОБ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 1991 |
|
RU2022738C1 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА | 1995 |
|
RU2098247C1 |
| СПОСОБ МНОГОСЛОЙНОЙ СВАРКИ ТРУБ | 2013 |
|
RU2511191C1 |
| СПОСОБ МОНТАЖНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2003 |
|
RU2257984C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ УЗЛА СОПРЯЖЕНИЯ ДНИЩА РЕЗЕРВУАРА С ЕГО СТЕНКОЙ | 2021 |
|
RU2772702C1 |
| СПОСОБ РЕМОНТА ЧАШИ ШЛАКОВОЗА | 2010 |
|
RU2438847C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МНОГОПРОХОДНЫХ СОЕДИНЕНИЙ | 2003 |
|
RU2252116C2 |
Использование: для сварки роторов из высокопрочных сталей. Сущность изобретения: при сварке высокопрочных сталей механическую обработку корня шва производят до получения соотношения высоты проплавляемого прямолинейного участка корневой зоны к ширине прямолинейного участка корневой зоны основной части разделки от 0,4 до 0,6. Сварку корневого шва производят без подогрева низколигированным присадочным материалом с поддувом аргона при соблюдении отношения произведения величины тока на напряжение на дуге к скорости сварки в пределах 120 - 160. Корень шва предварительно наплавляют металлом, обеспечивающим содержание углерода 0,04 - 0,07%, кремния 0,2 - 0,4%, марганца 0,5 - 0,8%, азота 0,01 - 0,02%, кислорода 0,03 - 0,05%, титана 0,01 - 0,02% при температуре подогрева 200 - 300oC с высоким отпуском 40 - 50oС ниже отпуска основного металла. Сварку основной части разделки производят по диаметрально-противоположным секторам, длина которых равна 1/6 длины окружности, причем сварку осуществляют за два приема по заполнению высоты разделки при температуре подогрева 200 - 300oC и промежуточном отпуске, нагрев до температуры отпуска после сварки и охлаждение после отпуска производят с контролируемой заданной скоростью: нагрев до 550 - 580oC со скоростью 60 - 80oC/ч, с 600 до 640 - 650oC со скоростью 30 - 40oC/ч, охлаждение - после отпуска со скоростью 70 - 100oC/ч в диапазоне 650 - 450oC. Для обеспечения минимального излома оси ротора сварки основной части шва на 1/2 высоты разделки производится с подогревом 200 - 300oC по секторам (6 шт.) во взаимно противоположных зонах и не охлаждая производят отпуск при температуре ниже температуры отпуска основного металла на 40 - 50oC и охлаждением после температуры отпуска до 300oC со скоростью 60 - 100 oC/ч. После окончания сварки всей глубины разделки производится отпуск при температуре на 20 - 30oC ниже температуры отпуска заголовок ротора после основной термической обработки продолжительностью 12 - 14 ч. со скоростью нагрева в диапазоне температур 500 - 580oC со скоростью нагрева 60 - 80oC/ч в диапазоне температур 580 до 640 - 650 oC со скоростью 30 - 40oC/ч, охлаждение после окончания выдержки производят в диапазоне 650 - 450oC со скоростью 70 - 100oC/ч. 5 ил., 4 табл.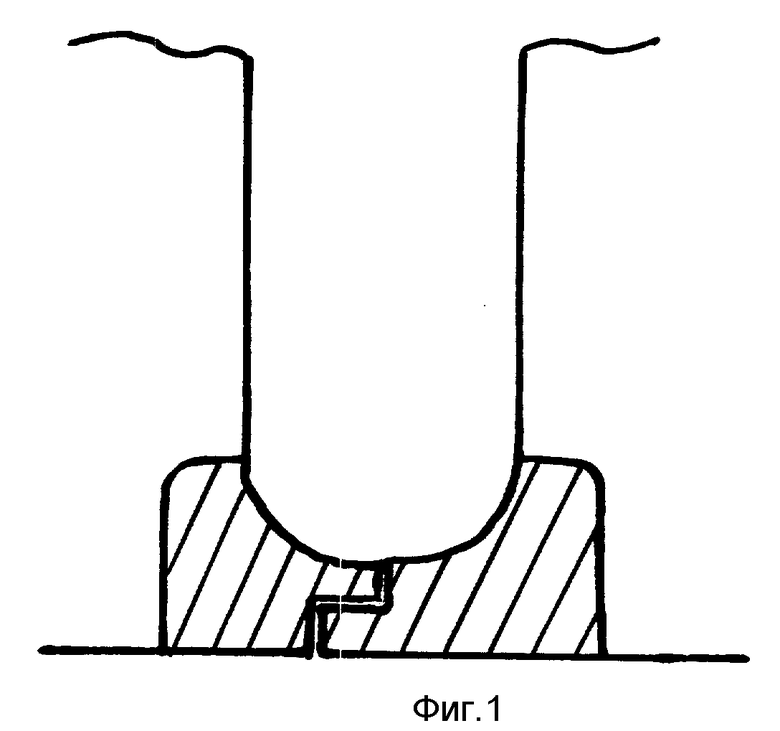
Способ сварки высокопрочных сталей преимущественно при изготовлении роторов, при котором производят подготовку кромок, сборку, сварку корневого шва, сварку основной части разделки, а также предварительный подогрев и термообработку зоны соединения, отличающийся тем, что механическую обработку корня шва производят до соблюдения размеров а/в в пределах 0,4 0,6, где в - ширина прямолинейного участка корневой зоны основной части разделки, а - высота проплавляемого прямолинейного участка корневой зоны, сварку корневого шва производят без подогрева низколегированным присадочным материалом с поддувом аргона при соблюдении отношения произведения величины тока на напряжение на дуге к скорости сварки в пределах 120 160, при этом корень шва предварительно наплавляют металлом, обеспечивающим содержание углерода 0,04
0,07% кремния 0,20 0,40% марганца 0,50 0,80% азота 0,01 0,02% кислорода 0,03 0,05% титана 0,01 0,02% при температуре подогрева 200 - 300oС с высоким отпуском на 40 50o ниже отпуска основного металла, сварку основной чсти разделки производят по диаметрально противоположным секторам, длина которых равна 1/6 длины окружности, за два приема по заполнению высоты разделки при температуре подогрева 200 300oС с промежуточным отпуском и отпуском после сварки, причем нагрев до температуры отпуска после сварки и охлаждение после отпуска производят с заданной скоростью, а именно, нагрев до 550 580o со скоростью 60 90oС/ч, с 580 до 650oС со скоростью 30 40oС/ч, а охлаждение после отпуска со скоростью 70 100oС/ч в диапазоне 650 450oС, при этом после заполнения 1/2 высоты разделки, не охлаждая, производят отпуск при температуре на 40 50o ниже температуры отпуска основного металла, а охлаждение после температуры отпуска до 300oС со скоростью 60 100oС/ч, после сварки всей разделки отпуск производят при температуре на 20 30oС ниже температуры отпуска заготовок ротора после основной термической обработки в течение 12 14 ч, а на поверхность шва производят наплавку с усилением на толщину 2 3 валиков и ширину не менее 2 3 валиков от линии сплавления с последующим механическим удалением металла на глубину от 1,0 до 1,5 высоты валика от поверхности заготовок.
| Герман Г.И | |||
| Электродуговая сварка теплоустойчивых сталей перлитного класса | |||
| - М.: Машиностроение, 1972, с | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
