Изобретение относится к области сварочного производства, в частности, к сварке угловых стыков резервуаров с применением электродуговой сварки для выполнения корневых, заполняющих и облицовочных слоев угловых соединений стыков стенки резервуара и может быть использована при строительстве, реконструкции и ремонте резервуаров из низкоуглеродистых и низколегированных сталей с временным сопротивлением разрыву от 335 до 588 МПа и эквивалентом углерода (Сэкв) от 0,28 до 0,46.
Известны способы сварки угловых стыков сопряжения стенки резервуаров с днищем дуговыми методами сварки такими, как ручная дуговая штучными электродами, полуавтоматическая сварка порошковой проволокой, автоматическая под флюсом или в среде защитного газа проволокой сплошного сечения, самозащитной порошковой проволокой.
Известна оригинальная конструкция уторного узла соединения стенки резервуара с днищем (патент US 4216874 А, дата публикации 12.08.1980), заключающаяся в использовании дополнительной кольцевой пластины между днищем и стенкой резервуара. К данной пластине, лежащей в плоскости днища, приваривается стенка резервуара, а она, в свою очередь, приваривается к днищу резервуара с торца.
Недостатком данного способа сварки является нестабильность уровня дефектности корневого слоя шва по периметру стыка, из-за недостаточного давления дуги для его проплавления, что снижает эксплуатационную надежность резервуара при эксплуатации.
Известна конструкция вертикального цилиндрического стального резервуара для хранения нефтепродуктов (патент RU 2695181 С1, дата публикации 22.07.2019). Согласно изобретению, цилиндрическая стенка и днище цилиндрического стального резервуара соединены между собой конструктивным элементом в виде тороидального перехода с радиусом, равным радиусу резервуара, с полками расчетного размера и по толщине листа, равной толщине стенки первого пояса. При этом, по всему контуру стенки между тороидальным переходом и фундаментом резервуара устанавливается подпятник.
Недостатком данной конструкции является сложное конструктивное исполнение соединения стенки резервуара с днищем, что создает дополнительные проблемы при сборке, и приводит к удорожанию сварочно-монтажных работ.
Также известны резервуары для хранения нефти и нефтепродуктов, включающие стенку и днище, соединенные между собой сварным тавровым швом, такое соединение называется уторный узел.
Недостатком данного решения является то, что напряжения при заполнении и опорожнении резервуара концентрируются в сварном уторном шве, в зоне конструктивного непровара, причем деформация узла происходит скачком за счет потери устойчивости системы при нагружении. Повышенный уровень напряжений в зоне их концентрации при контакте с подтоварной водой способствует появлению коррозии под напряжением. В результате надежность и остаточный ресурс существенно снижается (на уровень до 30%), что непосредственно влияет на срок безопасной эксплуатации всего резервуара.
Также к недостаткам можно отнести высокий уровень сварочных дефектов в корневых слоях шва из-за наличия конструктивного непровара, невозможность качественно оценить дефектность уторного шва ультразвуковым методом контроля, недостаточное давление сварочной дуги для полного проплавления притупления кромки и ликвидации конструктивного не провара. Наличие конструктивного непровара и недостаточное давление сварочной дуги приводит к образованию дефектов сварочного происхождения (непровары, подрезы, несплавления кромок, шлаковые включения, поры), и как следствие низкая стойкость металла в этих зонах сварного соединения к образованию горячих, холодных и усталостных трещин. Кроме того, наличие дефектов приводит к резкому снижению механических свойств металла шва и, как следствие, к снижению эксплуатационной надежности резервуара в дефектных зонах.
Для обеспечения бездефектного формирования корневого слоя сварного шва сопряжения днища резервуара с его стенкой производят в процессе сварки регулирование параметров режимов сварки (сварочного тока, напряжения дуги, напряжения холостого хода), также возможно введение дополнительных технологических операций.
При выборе различных способов сварки возникают следующие проблемы:
- при сварке корневого валика по периметру стыка в следствии тепловых деформаций уменьшается ширина зазора между кромками, что не дает возможность качественно проплавить корень шва. Для этого нужно или увеличивать давление дуги, или вводить дополнительную технологическую операцию - «пропил» зазора до требуемой ширины;
- останавливать процесс сварки и корректировать сварочные режимы за счет увеличения мощности дуги, что приводит к неравномерному распределению сварочных напряжений по периметру стыка, снижению трещиностойкости металла шва, увеличению уровня дефектности, и как следствие, проведение дополнительных работ. Эта проблема особенно актуальна при сварке резервуаров с толщиной стенки более 12 мм.
Задача, на решение которой направлено изобретение, состоит в получении качественных, без сварочных дефектов, сварных соединений в корневых слоях шва при дуговой сварке узлов сопряжения стенки резервуара с его днищем.
Технический результат, достигаемый при реализации заявляемого изобретения, заключается в повышении эксплуатационной надежности и долговечности вертикальных резервуаров стальных путем повышения качества сварных соединений сопряжения стенки резервуаров с их днищем при их изготовлении за счет полного проплавления зазора в корне шва.
Заявляемый технический результат достигается за счет того, что способ изготовления конструкции узла сопряжения днища резервуара с его стенкой из низколегированных и низкоуглеродистых сталей с временным сопротивлением разрыву до 588 МПа и эквивалентом углерода (Сэкв) от 0,28 до 0,46, характеризующийся тем, что осуществляют разделку кромок торцов стенки резервуара под углом от 30 до 65° с притуплением кромки не более 7 мм, сборку элементов сварки стыковых соединений, предварительный подогрев кромки торцов стенки резервуара до температуры от 150 до 160°С, наложение корневого валика электродами диаметром от 2,5 до 3,5 мм при давлении дуги от 9 до 12 кПа, наложение заполняющего валика в течение 10 минут после наложения корневого валика электродами диаметром 4,0 мм при давлении дуги не менее 4 кПа и температуре между корневым и заполняющим валиками не ниже 150°С, наложение облицовочного валика по периметру стыка с выдержкой температуры между корневым и заполняющим валиками от 150 до 160°С, после чего охлаждают сварное соединение до температуры 50°С путем наложения теплоизолирующих поясов.
Развитием и уточнением предлагаемого изобретения является то, что сварку стыковых соединений осуществляют путем наложения не менее 3 сварных валиков - корневого, заполняющего и облицовочного, при этом каждый последующий сварной валик перекрывает предыдущий не менее чем на 70%.
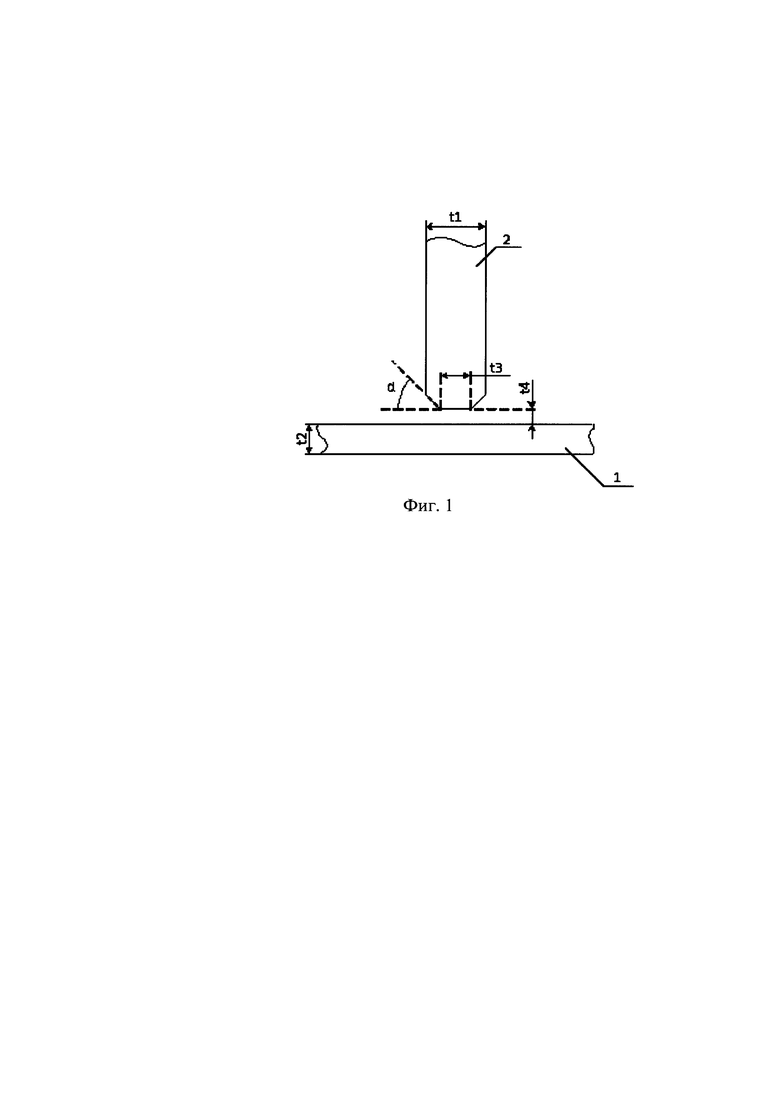
Сущность изобретения поясняется чертежами, где на фиг.1 представлена схема сборки узла сопряжения днища резервуара с его стенкой (форма и параметры разделки кромок стенки резервуара); на фиг.2 представлена схема сварки узла сопряжения днища резервуара с его стенкой (порядок наложения сварочных валиков - корневого, заполняющего, облицовочного).
На чертежах позиции имеют следующие числовые обозначения:
t1 - толщина стенки резервуара; 12 - толщина днища резервуара; t3-ширина притупления кромки свариваемого элемента; t4 - зазор между днищем резервуара с его стенкой; α - угол разделки кромок; 1 - днище резервуара; 2 - стенка резервуара; 3 - корневой валик; 4 - заполняющий валик; 5 - облицовочный валик.
Данное изобретение применяется для сварки стыков сопряжения днища резервуара 1 с его стенкой 2 из низколегированных и низкоуглеродистых сталей с временным сопротивлением разрыву до 588 МПа и эквивалентом углерода (Сэкв) от 0,28 до 0,46, в частности из марки сталей 09Г2С, 17Г1С или 17Г1СУ при температурах строительства и ремонта не ниже минус 20°С.
Способ реализуется следующим образом.
Предварительно осуществляют разделку кромок стенки резервуара 2 под сварку под углом 30-65° по периметру сварного стыка с притуплением кромки от 1 до 7 мм, обеспечивающим удобство работы сварочным инструментом, и сборку элементов сварки.
Осуществляют сборку элементов сопряжения днища резервуара 1 с его стенкой 2, их фиксацию для предотвращения смещения сварочных кромок элементов стенки резервуара.
Осуществляют предварительный подогрев кромки стенки резервуара по его периметру до температуры от 150 до 160°С с целью снижения скорости охлаждения, влияющей на структуру сварного соединения, остаточное напряжение в сварном стыке, и склонность металла сварного соединения к образованию горячих трещин.
Осуществляют дуговую сварку стыка наложением корневого валика 3 электродами диаметром от 2,5 до 3,5 мм при давлении дуги от 9 до 12 кПа.
В течение 10 минут накладывают заполняющий валик 4 электродами диаметром 4,0 мм при давлении дуги не менее 4 кПа, причем температура между корневым 3 и заполняющим 4 валиками должна быть не ниже 150°С.
Затем осуществляют наложение облицовочного валика 5 по периметру сварного стыка с выдержкой температуры между корневым 3 и заполняющим 4 валиками от 150 до 160°С.
Охлаждают сварной стык до температуры 50°С путем наложения теплоизолирующих поясов с целью получения требуемой структуры и механических свойств металла в зонах сварного соединения.
В процессе сварки осуществляют контроль тепловложения в металл в диапазоне от 0,5 до 1,5 кДж/мм посредством контактного пирометра.
Температуру между корневым 3 и заполняющим 4 валиками измеряют контактным пирометром.
Сварку стыковых соединений осуществляют путем наложения не менее 3 сварных валиков (корневого, заполняющего, облицовочного) при этом каждый последующий сварной валик перекрывает предыдущий не менее чем на 70%.
По результатам производственных испытаний в условиях строительства и ремонта резервуаров при выполнении сварочно-монтажных работ было установлено следующее.
Наложение корневого валика 3 электродами диаметром от 2,5 до 3,5 мм при давлении дуги от 9 до 12 кПа обеспечивает полное проплавление зазора между днищем резервуара 1 с его стенкой 2 и предотвращает образование дефектов в корневом валике 3 сварного шва.
При давлении дуги менее 9 кПа стабильного проплавления технологического зазора между свариваемыми элементами конструкции узла сопряжения днища резервуара с его стенкой не будет.
При давлении дуги более 12 кПа в зазоре между свариваемыми элементами конструкции узла сопряжения днища резервуара с его стенкой будет появляться дефект в виде «прожога», что приводит к забракованию сварного соединения.
Наложение заполняющего валика 4 в течение 10 минут после наложения корневого валика 3 электродами диаметром 4,0 мм при давлении дуги не менее 4 кПа обеспечивает получение качественной равновесной структуры металла сварного шва с оптимальными механическими свойствами, при превышении указанного интервала времени в сварном соединении образуются склонные к трещинообразованию закалочные структуры нижнего бейнита, что приводит к образованию горячих трещин в сварном соединении.
Температура между корневым 3 и заполняющим 4 валиками должна быть не ниже 150°С, что обеспечивает оптимальное тепловложение в металл и отсутствие горячих трещин в корневом слое сварного шва.
Наложение облицовочного валика 5 по периметру сварного стыка с выдержкой температуры между корневым 3 и заполняющим 4 валиками от 150 до 160°С обеспечивает оптимальное тепловложение в металл и отсутствие горячих трещин в заполняющих 4 и облицовочных 5 валиках сварного шва.
Охлаждение сварного соединения до температуры 50°С обеспечивает равномерное остывание сварного соединения и отсутствие закалочных структур бейнитного и мартенситного класса с высокой твердостью и повышенной склонностью к образованию трещин в зоне термического влияния.
Предлагаемый способ сварки с применением ручной электродуговой сварки позволяет получить структуру сварного соединения с вязкой составляющей не менее 60%, что обеспечивает повышение конструктивной прочности резервуара при температуре строительства не ниже - 20°С.
Сварка выполняется электродами с целлюлозным и основным металлургическим видом покрытия по ГОСТ 9466-75, ГОСТ 9467-75.
С целью определения работоспособности конструкции резервуара и ее оптимальных характеристик были проведены натурные опытные работы в производственных условиях при температурах окружающего воздуха от +20 до - 20°С. Элементы узла сопряжения днища резервуара 1 с его стенкой 2 из стали временным сопротивлением разрыву 530 МПа с толщинами стенок 12 мм и класса прочности К54 по ГОСТ 31447-2012 были сварены в производственных условиях.
Для проверки качества выполненных сварных соединений используют схему ультразвукового контроля, рекомендованную ГОСТ Р 55724 «Контроль неразрушающий. Соединения сварные. Методы ультразвуковые».
Схема ультразвукового контроля предусматривает прозвучивание углового сварного соединения стенки резервуара с его днищем с использованием ультразвуковой фазированной решетки большой протяженности.
Неразрушающий контроль методом УЗК показал полное проплавление технологического зазора между свариваемыми элементами конструкции резервуара, отсутствие дефектов сварочного происхождения, а также механических повреждений и трещин.
В результате были установлены параметры технологии сварки, указанные в таблице 1.


Применение предложенного способа обеспечивает получение качественного сварного соединения. Дефекты сварки типа непровар, подрез, не сплавление кромок отсутствуют. Полученный металл шва отличается высоким металлургическим качеством и высокими механическими (вязкостными и пластическими) свойствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЗИРОВАННОЙ НАРУЖНОЙ ДИАГНОСТИКИ ТРУБОПРОВОДА И АВТОМАТИЗИРОВАННЫЙ ДИАГНОСТИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2757203C1 |
| Система неразрушающего контроля методом ToFD (варианты) | 2021 |
|
RU2785788C1 |
| Устройство для контроля трубопровода с использованием электромагнитно-акустической технологии | 2022 |
|
RU2790942C1 |
| СПОСОБ ИДЕНТИФИКАЦИИ СВАРНОГО ШВА | 2023 |
|
RU2827116C1 |
| Стенд для градуировки и первичной поверки поточных преобразователей плотности | 2023 |
|
RU2811042C1 |
| Стенд для градуировки и первичной поверки поточных преобразователей плотности | 2024 |
|
RU2826164C1 |
| Способ очистки замазученной древесно-кустарниковой растительности | 2021 |
|
RU2778687C1 |
| Раствор для очистки замазученной древесно-кустарниковой растительности | 2021 |
|
RU2780125C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СОДЕРЖАНИЯ ХЛОРОРГАНИЧЕСКИХ СОЕДИНЕНИЙ В ПРОБЕ НЕФТИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2809978C1 |
| Способ определения прогнозного объема нестандартного дизельного топлива при проведении внутритрубной очистки и диагностирования | 2022 |
|
RU2795718C1 |

Изобретение относится к области строительства резервуаров, в частности к сварке угловых соединений стенки резервуара с днищем из листового проката из низкоуглеродистых и низколегированных сталей с временным сопротивлением разрыву до 588 МПа и эквивалентом углерода (Сэкв) от 0,28 до 0,46 с применением электродуговой сварки при строительстве резервуаров для хранения нефти и нефтепродуктов. Технический результат заключается в повышении эксплуатационной надежности и долговечности вертикальных резервуаров стальных путем повышения качества сварных соединений сопряжения стенки резервуаров с его днищем при их изготовлении за счет полного проплавления конструктивного непровара в корне шва за счет выбора оптимального давления сварочной дуги. 1 з.п. ф-лы, 2 ил., 1 табл.
1. Способ изготовления конструкции узла сопряжения днища резервуара с его стенкой из низколегированных и низкоуглеродистых сталей с временным сопротивлением разрыву до 588 МПа и эквивалентом углерода (Сэкв) от 0,28 до 0,46, характеризующийся тем, что осуществляют разделку кромок торцов стенки резервуара под углом от 30 до 65° с притуплением кромки не более 7 мм, сборку элементов сварки стыковых соединений, предварительный подогрев кромки торцов стенки резервуара до температуры от 150 до 160°С, наложение корневого валика электродами диаметром от 2,5 до 3,5 мм при давлении дуги от 9 до 12 кПа, наложение заполняющего валика в течение 10 минут после наложения корневого валика электродами диаметром 4,0 мм при давлении дуги не менее 4 кПа и температуре между корневым и заполняющим валиками не ниже 150°С, наложение облицовочного валика по периметру стыка с выдержкой температуры между корневым и заполняющим валиками от 150 до 160°С, после чего охлаждают сварное соединение до температуры 50°С путем наложения теплоизолирующих поясов.
2. Способ по п. 1, отличающийся тем, что сварку стыковых соединений осуществляют путем наложения не менее 3 сварных валиков - корневого, заполняющего и облицовочного, при этом каждый последующий сварной валик перекрывает предыдущий не менее чем на 70%.
| Резервуар вертикальный цилиндрический стальной для хранения нефти и нефтепродуктов | 2018 |
|
RU2695181C1 |
| US 4216874 A1, 12.08.1980 | |||
| СПОСОБ ПОЛУЧЕНИЯ ОРТОНИТРОБЕНЗАЛЬДЕГИДА | 0 |
|
SU164588A1 |
| Резервуар для хранения нефтепродуктов | 1973 |
|
SU494513A1 |

